轴承热处理知识.
- 格式:ppt
- 大小:3.17 MB
- 文档页数:29
轴承内外圈热处理简介轴承是机械传动系统中的核心部件,它承受着重载、高速和长时间运转的压力。
为了提高轴承的硬度、耐磨性和使用寿命,热处理技术广泛应用于轴承的生产过程中。
作为轴承的关键组成部分,内外圈的热处理对轴承的品质和性能有着重要的影响。
本文将深入探讨轴承内外圈热处理的相关知识和技术。
热处理的定义和作用1. 热处理的定义热处理是指通过加热和冷却,在材料内部和外部引起组织和性能的改变,以达到预期的目标要求的工艺过程。
热处理可以改变材料的硬度、强度、韧性和耐磨性等性能,从而提高材料的机械性能和耐腐蚀性能。
2. 热处理的作用轴承内外圈的热处理主要通过以下几个方面来改善轴承的性能: - 提高硬度和耐磨性:通过热处理可以改变材料的晶体结构,提高其硬度和耐磨性,使轴承在高负荷和高速工况下具有更好的耐磨性能。
- 提高强度和韧性:合理的热处理工艺可以使轴承材料的强度和韧性达到最佳状态,提高轴承的承载能力和抗冲击能力。
- 改善组织结构:通过热处理可以优化轴承材料的晶体结构,消除或减少内部缺陷,提高轴承的内在质量和可靠性。
- 降低残余应力:热处理可以消除轴承材料内部的残余应力,降低因应力引起的变形和破坏,提高轴承的稳定性和寿命。
内外圈热处理工艺流程轴承内外圈的热处理工艺流程主要包括以下几个步骤: ### 1. 材料准备首先,需要选择合适的材料作为轴承的内外圈材料,常用的材料有钢材和不锈钢等。
在材料准备阶段,需要对原材料进行检测和筛选,确保材料的质量和性能符合要求。
加热处理是热处理的核心步骤,它通过加热和冷却来改变轴承材料的组织和性能。
加热处理可以分为多个阶段,包括预热、保温和冷却三个阶段。
预热阶段主要是将材料加热到合适的温度,以便于后续的变形和组织调整。
保温阶段是将材料保持在一定温度下一定时间,使材料的晶体结构发生变化。
冷却阶段是将材料迅速冷却到室温,以固定材料的新组织结构。
3. 表面处理表面处理是为了改善轴承的表面质量和耐磨性。
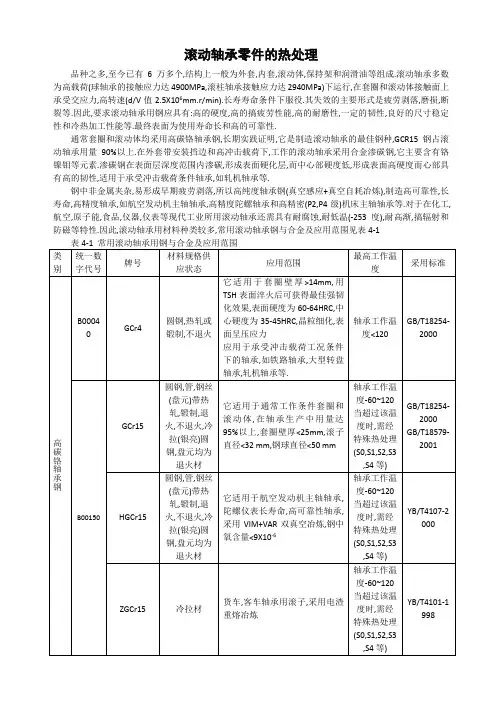
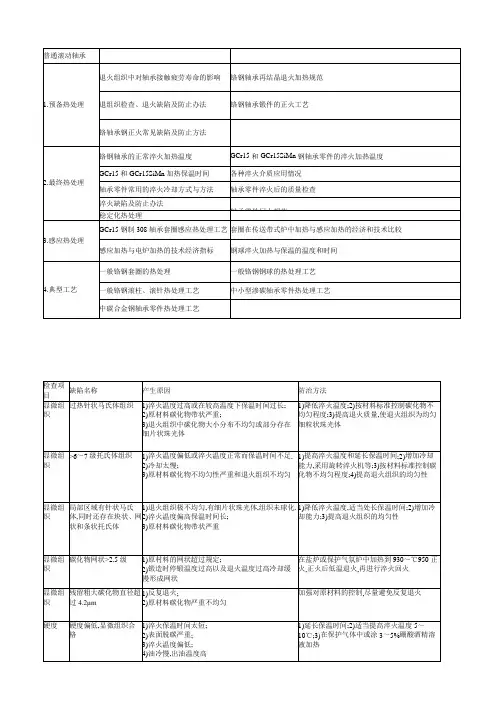
滚动轴承零件的热处理品种之多,至今已有6万多个,结构上一般为外套,内套,滚动体,保持架和润滑油等组成.滚动轴承多数为高载荷(球轴承的接触应力达4900MPa,滚柱轴承接触应力达2940MPa)下运行,在套圈和滚动体接触面上承受交应力,高转速(d/V值2.5X106mm.r/min).长寿寿命条件下服役.其失效的主要形式是疲劳剥落,磨损,断裂等.因此,要求滚动轴承用钢应具有:高的硬度,高的搞疲劳性能,高的耐磨性,一定的韧性,良好的尺寸稳定性和冷热加工性能等.最终表面为使用寿命长和高的可靠性.通常套圈和滚动体均采用高碳铬轴承钢,长期实践证明,它是制造滚动轴承的最佳钢种,GCR15钢占滚动轴承用量90%以上.在外套带安装挡边和高冲击载荷下,工作的滚动轴承采用合金渗碳钢,它主要含有铬镍钼等元素.渗碳钢在表面层深度范围内渗碳,形成表面硬化层,而中心部硬度低,形成表面高硬度而心部具有高的韧性,适用于承受冲击载荷条件轴承,如轧机轴承等.钢中非金属夹杂,易形成早期疲劳剥落,所以高纯度轴承钢(真空感应+真空自耗冶炼),制造高可靠性,长寿命,高精度轴承,如航空发动机主轴轴承,高精度陀螺轴承和高精密(P2,P4级)机床主轴轴承等.对于在化工,航空,原子能,食品,仪器,仪表等现代工业所用滚动轴承还需具有耐腐蚀,耐低温(-253度),耐高渐,搞辐射和防磁等特性.因此,滚动轴承用材料种类较多,常用滚动轴承钢与合金及应用范围见表4-14.4.2冲压滚针套等零件的热处理用08,10,15CrMo,20CrMo钢制冲压成HK型,BK型滚针套,垫圈,保持架和罩等.该类零件要求具有一定强度,较好耐磨性.因此对零件表面需进行表面硬化,如碳氮共渗,渗碳和氮碳共渗等.4.4.2.1冲压滚针套的C-N共渗热处理1.冲压滚针套碳氮共渗(或渗碳)直接淬火并回火后的表面硬度和心部硬度按表4-81的规定执行.注:如用户对心部硬度无要求,生产厂家可不检查心部硬度.如用户对硬化层深度未提出要求,可按表4-82碳氮共渗(或渗碳)总硬化层深度执行.2.硬化层深度,保持架和冲压外圈的硬化层深度应符合产品图样的规定保持架的硬化层深度应以总硬化层深度为准(总硬化层深度:从零件表面垂直测量到与金属基体组织间的显微硬度或显微组织没有明显变化的那一层为硬化层距离)冲压外圈的硬化层深度以有效硬化层深度为准(有效硬化层深度:应从表面垂直测量到550HV处为准) 3.显微组织,滚动轴承零件碳氮共渗后的显微组织应为含氮马氏体,碳氮化合物及残留奥氏体,按JB/T7363标准级别图评定(图1,图2为合格,不允许有图3的1级,2级黑色组织存在).渗碳后的显微组织应为细针状马氏体,分散细小的碳化物以及少量残留奥氏体为佳.参照JB/T7363标准级别评定.4.直径变动量.碳氮共渗(或渗碳)后轴承保持架和冲压外圈的直径变动量,按表4-83执行。
轴承钢球的热处理方法
轴承钢球是工业生产领域中经常使用的轴承部件,在生产过程中,需
要进行热处理,以提高钢球的硬度、耐磨性和耐腐蚀性能。
以下是轴
承钢球的热处理方法。
一、车床球体修磨
在生产过程中,轴承钢球需要经过一定的车床球体修磨,以达到一定
的精度和表面光洁度。
这一步骤需要注意的是要控制车床温度和钢球
的真圆度,保证加工精度。
二、碳化处理
碳化处理的目的是提高钢球的硬度,耐磨性和抗压能力。
这个过程包
括渗碳和回火两个步骤。
首先,将轴承钢球放到加热炉中进行渗碳处理,使钢球表面形成一层碳化层。
然后将钢球放入回火炉中进行回火,以消除碳化层的脆性,提高钢球的强度和韧性。
三、淬火处理
淬火是提高钢球硬度和耐磨性的关键步骤。
淬火时,先将轴承钢球放
入加热炉中进行均热处理,使钢球表面的温度达到淬火温度。
然后将
钢球迅速放入冷却介质中,使钢球表面迅速冷却,形成马氏体,提高
钢球的硬度和强度。
四、极负载加工
对于一些需要特殊用途的轴承钢球,还需要进行极负载加工。
极负载加工是一种高温高压加工方式,可让钢球表面形成一层合金硬质层,提高钢球的耐磨性和负荷能力。
综上所述,轴承钢球的热处理方法包括车床球体修磨、碳化处理、淬火处理和极负载加工。
通过这些热处理工艺,可以提高轴承钢球的硬度、耐磨性和抗压能力,从而保证轴承的稳定运行。

滚动轴承的热处理目的:提高滚动轴承强度、韧性、耐磨性、抗疲劳强度以及良好的尺寸稳定性。
同时通过特殊的热处理是其具有耐腐蚀、耐高温,防磁等特性。
常用的热处理方式有:退火(Th),它是将金属加热到所需的温度并经过一定时间的保温,然后再缓慢冷却(一般是随炉冷却),退火可降低金属的硬度和脆性,增加塑性,消除内应力等。
正火(Z),它是将金属加热到临界温度以上,并经过一定时间的保温,然后在静止的空气中冷却。
正火可以细化晶粒,改善机械性能鱼切削性能。
淬火(C),它是将金属加热到所需温度,保温后放入淬火剂中冷却,是温度骤然降低。
淬火可增加金属的硬度,但会降低其塑性。
回火,它是将淬火后的金属重新加热到一定的温度然后再用一定的方式进行冷却。
根据回火温度的不同回火可分为,高温回火,中温回火以及低温回火。
回火的目的是为了消除因淬火产生的内应力,降低硬度和脆性,以获得所需的机械性能。
调质,即是所说的淬火加高温回火,这样可以得到所需的强度和韧性。
经过调质处理的钢一般叫调质钢,多指中碳钢和中碳合金结构钢。
钢中的主要金相组织:奥氏体(A)它是碳溶于γ-Fe中形成的固溶体,具有面心立方结构,溶碳能力较铁素体强,机械性能随含碳量的变化而变化,由于它是固溶体,所以不论含碳多少,塑性都很好,而且无磁性。
碳素钢在727°C以上平衡组织中才能看见奥氏体,在有些合金钢中,由于合金元素的作用,在室温下也能得到奥氏体。
铁素体(F)它是碳溶于α-Fe中形成的固溶体,具有体心立方结构,溶碳能力极小,所以也叫纯铁体。
其性能也与纯铁极为相似,即强度、硬度很低,塑性韧性很高,在768°C一下又磁性。
渗碳体(Fe3C),铁与碳形成的化合物,含碳高达6.69%,晶格结构很复杂,其硬度大脆性大,强度低塑性几乎为零。
轴承钢热处理工艺
轴承钢是一种在机械制造和工程领域广泛应用的特种钢。
其在使用过程中要承受较大
的负荷和摩擦,需要具有较高的耐磨性和强度。
为了提高轴承钢的性能,往往需要对其进
行热处理。
下面就轴承钢热处理工艺进行简要介绍。
1. 热处理的基本原理
热处理是通过控制材料的加热和冷却过程来改变其组织和性能的工艺。
在热处理过程中,过高的温度和长时间的加热可以引起晶粒长大,从而影响材料的性能。
而过快的冷却
也会造成应力集中和材料的破裂。
因此,适当的热处理工艺可以在保证材料性能的前提下,提高其硬度、强度、韧性等性能指标。
轴承钢一般采用调质工艺。
具体的流程包括:
(1)预加热:将料坯放入炉中进行加热,使其达到均匀的温度。
(2)淬火:将加热均匀的材料放入油槽中进行淬火。
在淬火过程中,要保证淬火介质的温度和浸泡时间的准确控制,以获得所需的硬度。
(3)中间回火:在淬火之后进行中间回火,将材料回火至预设硬度。
在回火过程中,控制回火温度和时间,以提高材料的韧性和耐磨性。
(4)终点回火:在中间回火之后,再进行一次终点回火,以进一步提高材料的稳定性和韧性。
3. 热处理工艺的注意事项
(1)进入炉前要注意调整料坯的温度,以防止温度过高或过低。
(2)淬火时要控制淬火温度和时间,以获得所需的硬度。
(3)回火时要根据不同的要求选择适当的回火温度和时间,以提高材料的韧性和耐磨性。
(4)热处理过程中要注意防止应力集中和变形,尤其是对于板材和长材,要进行合理的加固和支撑。
轴承钢的热处理工艺轴承钢是一种高碳、高铬的合金钢,因其具有高硬度、高耐磨性和良好的耐疲劳性能,广泛应用于制造各种轴承、齿轮等机械零件。
热处理是轴承钢加工过程中的重要环节,通过合理的热处理工艺,可以显著提高轴承钢的性能,延长使用寿命。
本文将介绍轴承钢的热处理工艺。
一、预热处理预热处理是轴承钢热处理的第一步,其目的是消除材料内部的应力,提高材料的稳定性。
预热处理主要包括以下步骤:1.退火:将轴承钢加热到750℃左右,保温一段时间后缓慢冷却至室温。
退火可以消除材料内部的应力,改善材料的塑性和韧性。
2.球化退火:将轴承钢加热到780℃左右,保温一段时间后缓慢冷却至室温。
球化退火可以使钢中的碳化物呈球状分布,提高材料的耐磨性和韧性。
二、淬火处理淬火处理是轴承钢热处理的关键步骤,其目的是提高材料的硬度和耐磨性。
淬火处理主要包括以下步骤:1.加热:将轴承钢加热到奥氏体化温度(通常为850℃左右),保温一段时间,使钢完全奥氏体化。
2.冷却:将钢快速冷却至室温,通常采用油淬或水淬的方式。
油淬是将钢在淬火油中快速冷却,水淬是将钢在水中快速冷却。
淬火可以使钢中的奥氏体转变为马氏体,提高材料的硬度和耐磨性。
三、回火处理回火处理是轴承钢热处理的最后一步,其目的是调整材料的性能,提高其稳定性和韧性。
回火处理主要包括以下步骤:1.加热:将淬火后的轴承钢加热到回火温度(通常为150℃-650℃之间),保温一段时间。
回火温度的选择取决于所需的材料性能。
2.冷却:将加热后的轴承钢缓慢冷却至室温。
回火可以使钢中的马氏体转变为回火组织,降低材料的内应力,提高其稳定性和韧性。
根据不同的使用要求,可以选择不同的回火温度和时间,以获得所需的材料性能。
例如,低温回火可以提高材料的韧性和抗腐蚀性;高温回火可以提高材料的硬度和耐磨性。
总之,轴承钢的热处理工艺是提高其性能的关键环节。
通过合理的预热处理、淬火处理和回火处理,可以显著提高轴承钢的硬度和耐磨性,延长使用寿命。
轴承钢的热处理方式-回复
轴承钢的热处理方式主要有淬火和回火两种。
1. 淬火:将轴承钢加热到淬火温度,然后迅速冷却,使钢材表面迅速冷却,从而形成硬度高、耐磨性强的表面结构。
淬火温度和冷却速度对最终的性能都非常重要。
2. 回火:将已经淬火的轴承钢加热到回火温度,然后慢慢冷却。
回火可以降低轴承钢的硬度,提高其韧性和抗拉强度,同时改善其机械性能和热稳定性。
以上两种热处理方式都是制造高质量轴承的关键步骤。
不同的轴承钢材料和使用要求都需要采用不同的热处理方式,以达到最佳的性能和使用寿命。
轴承的材料及热处理一、轴承的材料轴承材料的选择是设计师依据轴承工况和轴承零件的功能要求进行的。
滚动轴承主要由套圈,滚动体,保持架和其他一些零件所组成,其零件材料可划分为:套圈与滚动体材料;保持架材料;其他零件如铆钉,防尘盖,密封圈等材料。
上述零件所使用的材料多种多样,由于它们的理化和机械性能不同,因而各具有不同的特性,以适应各种不同工况和环境下工作的要求。
轴承材料选择恰当与否直接关系到能否满足机构的功能与使用要求,对轴承工作性能和疲劳寿命具有决定性的影响。
通常在材料选择正确的情况下,只要配合与安装、润滑与维护保养正常,轴承就会获得良好的工作性能和满足可靠性要求。
这里扼要叙述轴承套圈、滚动体和保持架材料的应用情况。
(一)套圈与滚动体材料1.高碳铬轴承钢绝大多数轴承套圈和滚动体都采用专用钢材制造。
用高碳铬轴承钢(GCr15和GCr15SiMn与ZGCr15和ZGCr15SiMn)制造套圈和滚动体,其零件硬度如下:用GCr15和ZGCr15材料制造的套圈和滚子为HRc61~65,钢球为HRc62~66;用GCr15SiMn和ZGCr15SiMn材料制造的套圈和滚子为HRc60~64,钢球为HRc60~66。
用高碳钢铬轴承钢制造的轴承一般适用于工作温度为-40℃~130℃范围,油与脂润滑正常。
可满足一般机械的要求。
高碳铬轴承钢轴承零件经高温回过火后,其适应工作温度可高达250℃。
随着冶炼技术的进步,高碳铬轴承钢可以采用不同的冶炼方法,如真空冶炼技术等可使钢材的内在质量大大改革,尢其是钢中含氧量及其所形成的非金属夹杂物有明显的减少。
用这种高碳铬轴承钢制造的轴承,其疲劳寿命能成倍的增长。
根据大量试验对比数据表明,不同冶炼方法所获得GCr15、GCr15SiMn、ZGCr15、ZGCr15SiMn轴承钢制造轴承。
2.渗碳轴承钢用渗碳轴承钢等制造的套圈和滚动体,其硬度为HRc60~64,一般适合于工作温度为-40℃~140℃范围,油与脂润滑正常,能在较大冲击振动条件下使用,如机车车辆及轧钢机用轴承等,但该钢种的热处理工艺比较复杂。
轴承热处理
轴承热处理是一种将轴承材料进行热处理的工艺,目的在于提高轴承的耐磨性、强度和硬度,使得轴承在使用中具有更好的性能和寿命。
常用的热处理方法有淬火、回火和表面渗碳等。
淬火是指将轴承材料加热到一定温度,然后迅速冷却,使材料的组织发生相变,从而提高轴承的硬度和强度。
回火是指将淬火后的轴承再次加热到一定温度,使其组织趋于稳定,消除残余应力,提高韧性和耐脆性。
而表面渗碳是指在轴承表面加入一定的碳元素,使其在热处理后表面形成一层高强度的碳化物,提高轴承的耐磨性和耐疲劳性。
轴承热处理的工艺参数需要根据不同材料、不同型号和不同用途进行调整。
热处理质量的好坏直接影响轴承的使用寿命和产品质量,因此在操作中需要非常注意,确保每一步操作都符合工艺要求。
安昂商城四种轴承的热处理方法介绍轴承是目前机械设备中比较重要的零部件,轴承的主要功能就是支撑机械的旋转体降低机械在运动过程中的摩擦系数,并且保证其回转的精度。
轴承可分为两种,一种是滚动轴承,一种是滑动轴承。
每一种类型的轴承都有其特定的功能等,如果我们使用轴承就要了解更多的轴承知识。
下面总结了一些相关知识我们一起来了解吧!1、精密热处理对于精密热处理来说有两种含义:一种是根据零件的使用要求、材料、结构尺寸,利用物理冶金的知识以及先进的计算机模拟检测技术,优化其工艺参数,达到所需要的性能或者最大的发挥其潜力;另一种是保证优化工艺的稳定性,使产品热处理畸变为零以及产品质量分散度很小或者为零。
2、节能热处理科学的能源管理和生产是能源有效利用最大因素,建立专业的热处理厂来保证满负荷生产、充分发挥设备的能力是科学管理的选择。
在热处理能源结构方面,需要优先选择一次能源;充分利用余热、废热;采用能耗比较低、周期比较短的工艺替代周期比较长、耗能比较大的工艺等等。
3、清洁热处理热处理生产时所形成的废气、废水、废盐、粉尘、电辐射以及噪声等都会对环境造成污染。
为了减少SO2、CO、CO2、煤渣以及粉尘的排放,现在已经基本使用煤作燃料,重油的使用也减少,轻油比较多,天然气仍是比较理想的燃料。
4、少无氧化热处理以采用保护气氛加热代替氧化气氛加热到精确控制碳势、氮势的可控气氛加热,热处理之后零件的性能会得到提高,热处理缺陷比如裂纹、脱碳等会减少,热处理后精加工的留量会减少,可以有效提高材料的利用率以及机加工效率。
以上就是天津FAG轴承经销商的工作人员给大家介绍的四种轴承热处理方法。
希望能够帮助大家更好的了解轴承,只有了解了轴承知识,才能在轴承使用中得心应手,更好的提高企业的生产效率。