特种设备典型事故案例分析资料共26页
- 格式:ppt
- 大小:6.27 MB
- 文档页数:26
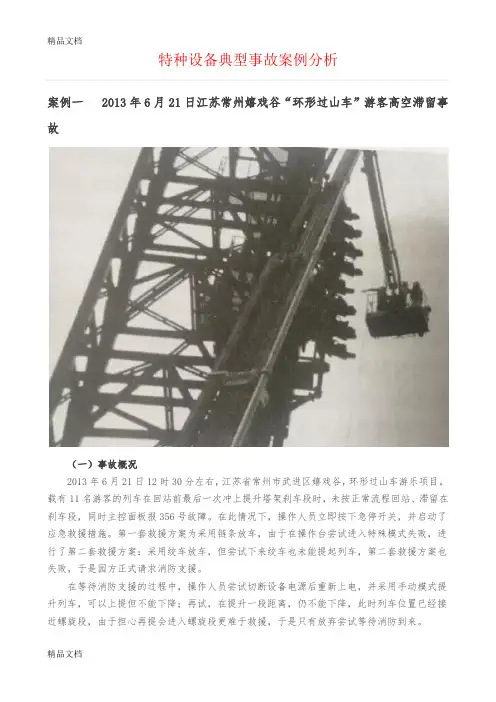
案例一2013年6月21日江苏常州嬉戏谷“环形过山车”游客高空滞留事故(一)事故概况2013年6月21日12时30分左右,江苏省常州市武进区嬉戏谷,环形过山车游乐项目。
载有11名游客的列车在回站前最后一次冲上提升塔架刹车段时,未按正常流程回站、滞留在刹车段,同时主控面板报356号故障。
在此情况下,操作人员立即按下急停开关,并启动了应急救援措施。
第一套救援方案为采用链条放车,由于在操作台尝试进入特殊模式失败,进行了第二套救援方案:采用绞车放车,但尝试下来绞车也未能提起列车,第二套救援方案也失败,于是园方正式请求消防支援。
在等待消防支援的过程中,操作人员尝试切断设备电源后重新上电,并采用手动模式提升列车,可以上提但不能下降;再试,在提升一段距离,仍不能下降,此时列车位置已经接近螺旋段,由于担心再提会进入螺旋段更难于救援,于是只有放弃尝试等待消防到来。
接事故报告后,武进区立即启动突发事件应急救援预案,公安、消防、卫生、质监、旅游、安监等部门和太湖湾度假区管委会等部门立即组织抢险救援和应急处置,紧急调来大型云梯车和救护车。
14时55分,第一名女性乘客被消防云梯车安全转移至地面,至16时53分,乘客全部安全返回地面。
(二)事故原因分析经查,造成列车滞留的直接原因是:传感器故障导致控制系统无法判断车行方向,系统保护将车停在提升塔架顶部刹车段。
而江苏嬉戏族有限公司虽建立了紧急救援预案,平时也进行了应急演练,但是预案中对紧急情况预估不足,紧急救援操作不当造成自救不能正常进行,致使乘客滞留时间过长,也是致使此次故障被扩大为事故的重要原因。
(三)预防同类事故的措施1.制造厂家应立即分析导致该传感器发生故障的原因,并评估今后发生故障的概率,根据评估结果制定相应对策。
对于特别重要的几个传感器(尤其是传感器本身一旦发生故障可能会导致列车悬停空中的)应增设传感器自诊断模块,主控系统在每次发车前需确认这几个传感器的健康状况。
特种设备典型事故案例分析编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(特种设备典型事故案例分析)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为特种设备典型事故案例分析的全部内容。
特种设备典型事故案例分析案例四十五 2011年12月29日浙江省嘉兴其昌不锈钢有限公司氩气储罐爆炸事故(一)事故概况2011年12月29日,浙江省嘉兴其昌不锈钢有限公司发生一起压力容器爆炸事故,未造成人员伤亡,直接经济损失30万元.事发当天凌晨3点,嘉兴其昌不锈钢有限公司气体站内30m3低温液氩储罐(编号A3号)新进液氩28t。
正常情况下,炼钢时需要氩气工作压力为2.5MPa,氧气工作压力为2.0MPa。
凌晨5点左右,气体站值班人员(持有压力容器作业人员证)接到车间电话,反应车间供气压力低,影响正常炼钢.当时两个人值班(其中一个无压力容器作业人员证),由持证人查看当时各压力容器的运行状况,氩气贮罐(编号B3号)压力不足1。
4MPa,氧气贮罐(编号B2号)压力不足1.6MPa,当时未采取处理措施。
凌晨5点25分左右,未持证人再次接到车间反应供气压力偏低的电话后于是将低温液体泵转速从原先400r/min调高至800r/min。
凌晨5时40分,氩气贮罐发生爆炸,爆炸后形成多块碎片坠落于气体站周围;氩气贮罐下半部以碎片状破裂坠落于气体站周围(见图1),上半部分整体倾翻在原基础的北侧(见图2)。
爆炸造成另一台氩气贮罐(编号B4号)下部三只地脚螺栓断裂后倾翻,在外侧的B1和B5贮罐也收到碎片的打击而局部变形。
三台空温式汽化器和两台低温液体泵变形损坏,连接管道大都已经损坏变形。

特种设备典型事故案例分析案例九2012年10月1日江苏省盐城市阜宁宝翔特钢铸造有限公司煤气发生炉爆炸事故(一)事故概况2012年12月1日,江苏省盐城市阜宁宝翔特钢铸造有限公司煤气发生炉爆炸事故,造成了1人死亡,3人重伤,经济损失300万元。
事发当天晚9点半左右,该公司1号煤气发生炉使用过程中(产品编号R11—061)炉体发生爆炸事故。
爆炸冲击波致使一名加煤工从2层平台跌落,送往医院途中死亡。
煤气发生炉炉体中的高温蒸汽和炉内的燃烧煤块导致在一层工作的3名出渣工受到不同程度烫伤。
炉体爆破口位于炉体东北方位,高压气体冲出,导致炉体反方向向操作平台西南方向冲出,砸坏临近主车间厂房的北部、顶部后,坠落到煤气发生炉原位置的西南角约20m处,将配电柜和墙体撞坏,并将水泥地面上砸出一个坑。
冲击波使临近的煤气发生炉仪表操作间损坏、扶梯严重变形。
经现场勘查,爆炸的1号煤气发生炉爆破口位于炉体下封头最底部内筒体进水管(DN100mm进水口)附近,周围未发现腐蚀减薄等使用缺陷,未发现结垢等现象。
结合爆炸碎片观察发现,炉体的内筒体明显向内鼓包变形,鼓包高度约300mm,变形量较大;炉体的外筒体也明显向外鼓包变形,鼓包高度约300mm。
该煤气发生炉由淄博义丰机械工程有限公司制造,淄博工业搪瓷厂设计,产品制造经山东省特种设备检验研究院监督检验合格,容器出场资料齐全,但未进行安装安全监督检验和办理使用登记手续。
煤气发生炉是单层夹套容器。
其设计参数如下,设计压力:壳程为0.02MPa,夹套为0.25MPa;设计温度:壳程为250℃,夹套为138℃;介质:壳程为炉煤气和水煤气,夹套:为水和蒸汽。
(二)事故原因分析1.直接原因作业人员违反操作规程,在煤气发生炉高温缺水的情况下,贸然向炉体内注水;水在瞬间汽化,体积急剧膨胀,使炉体内部压力迅速增大,超过起所能承受的最大压力,发生爆炸。
2.间接原因①作业人员数量配备严重不足,3台煤气发生炉仅配备1名操作人员,其余为无证人员,日常安全巡查流于形式,对当班工人无证串岗操作等违规违章行为未能及时采取有效防范措施。
重庆天原化工总厂压力容器爆炸氯气泄漏事故2004年4月15日21:00,重庆天原化工总厂氯氢分厂1号氯冷凝器列管腐蚀穿孔,造成含铵的盐水泄漏到液氯系统,生成大量三氯化氮。
4月16日凌晨发生排污罐爆炸,1:33全厂停车;2:15左右,排完盐水4h后的1号盐水泵在停止状态下发生粉碎性爆炸。
16日17:57,在抢险过程中,突然听到连续2声爆响,经查是5号、6号液氯储罐内的三氯化氮发生了爆炸。
爆炸使5号、6号液氯储罐罐体破裂解体,并将地面炸出1个长9m、宽4m、深2m的坑。
以坑为中心半径200m范围内的地面与建筑物上散落着大量爆炸碎片。
此次事故造成9人死亡,3人受伤,15万名群众疏散,直接经济损失277万元。
事故分析经调查分析确认,事故爆炸直接因素的关系链是:氯冷凝器列管腐蚀穿孔→盐水泄漏进入液氯系统→氯气与盐水中的铵反应生成三氯化氮→三氯化氮富集达到爆炸浓度→启动事故氯处理装置因震动引爆三氯化氮。
事故直接原因:1、设备腐蚀穿孔导致盐水泄漏,是造成三氯化氮形成和富集的原因。
根据重庆大学的技术鉴定和专家分析,造成氯气泄漏和含铵盐水流失是1号氯冷凝器列管腐蚀穿孔。
列管腐蚀穿孔的主要原因是:1)氯气、液氯、氯化钙冷却盐水对氯气冷凝器存在的腐蚀作用;2)列管内氯气中的水分对碳钢的腐蚀;3)列管外盐水中由于离子电位差对管材产生电化学腐蚀和点腐蚀;4)列管和管板焊接处的应力腐蚀;5)使用时间较长,并未进行耐压试验,对腐蚀现象未能在明显腐蚀和穿孔前及时发现。
1992年和2004年1月该液氯冷冻岗位的氨蒸发系统曾发生过泄漏,造成氨进入盐水,生成了含高浓度铵的氯化钙盐水。
1号氯冷凝器列管腐蚀穿孔,导致含高浓度铵的氯化钙盐水进入液氯系统,生成并大量富集具有极具危险的三氯化氮,演变成16日的三氯化氮大爆炸。
2、三氯化氮富集达到爆炸浓度和启动事故氯处理装置造成振动引起三氯化氮爆炸。
调查证实,厂方现场处理人员未经指挥部同意,为加快氯气处理速度,在对三氯化氮富集爆炸危险性认识不足情况下,急于求成,判断失误,凭借以前操作处理经验,自行启动了事故氯处理装置,对4号、5号、6号液氯储罐(计量槽)及1号、2号、3号气化器进行抽吸处理。
特种设备事故反面案例剖析材料一、案例概述1.1 案件背景本案例涉及的特种设备事故发生在某化工企业,该企业使用了一台老化严重的锅炉进行生产,由于长期使用未进行定期检修和维护,导致了锅炉在生产过程中突然发生爆炸,造成了严重的人员伤亡和环境污染。
1.2 案件影响该特种设备事故不仅给企业带来了巨大的经济损失,同时也对企业的声誉和形象造成了严重的影响,更重要的是造成了不可挽回的人员伤亡和环境污染。
二、问题分析2.1 未进行定期检修和维护该企业使用的锅炉长期未进行定期检修和维护,导致设备老化严重,存在安全隐患。
在特种设备使用过程中,必须定期进行安全检查和维护保养,以确保设备的正常运行和安全生产。
2.2 管理不善企业在特种设备管理方面存在着严重的管理漏洞,未能建立健全的设备管理制度和安全管理体系,对特种设备的使用和维护监管不到位,对现场人员进行安全教育和培训不充分。
2.3 缺乏应急预案特种设备事故发生后,企业未能有效地进行应急处置,缺乏完善的应急预案和紧急救援措施,导致事故造成了严重后果。
三、反思与启示3.1 加强特种设备维护管理企业应该加强特种设备的维护管理,建立健全的设备维护保养制度,确保设备的安全运行和有效使用。
3.2 建立完善的安全管理体系企业需要建立完善的安全管理体系,包括设备的日常巡检和定期检修计划,加强安全管理和技术培训,确保人员具备安全操作技能。
3.3 制定应急预案企业应该制定完善的应急预案,并进行定期演练,以应对特种设备事故可能发生的情况,保障人员生命安全和环境保护。
3.4 加强监管和法律意识政府部门应该加强对特种设备的监管,强化安全生产法律法规的宣传和执行,提高企业对特种设备安全管理的法律意识和责任意识,促进企业正规经营和安全生产。
结语特种设备事故反面案例的剖析为我们提供了宝贵的教训和经验,希望各企业能够引以为戒,加强特种设备的管理和维护,确保安全生产,共同建设一个安全稳定的社会环境。
四、改进措施4.1 强化设备维护管理为了避免类似特种设备事故的再次发生,企业需要加强设备维护管理。
特种设备安全事故分析案例【特种设备典型事故案例分析】特种设备安全事故分析案例【特种设备典型事故案例分析】案例三十一2021年1月3日湖北随州市李庭树胶合板厂锅炉爆炸事故(一)事故概况2021年1月3日上午7时20分,湖北省随州市随县均川镇,李庭树胶合板厂发生一起锅炉爆炸事故,造成3人死亡。
事故锅炉型号为LSH0.5-0.4-II。
额定蒸发量为0.5t/h。
额定蒸汽压力为0.4MPa,额定蒸汽温度为151℃。
该锅炉为河南某公司于2021年1月21日制造,于2021年2月私自安装,2月14日开始使用,安装时未办理告知手续,未进行安装监检,未办理使用登记。
事故发生时当班锅炉操作工未经培训,无特种设备作业操作证。
事故现场如图I所示。
(二)事故原因分析1.蒸汽出口阀和排污阀均处于关闭状态。
安全阀阀瓣锈死,失去正常保护作用,见图2。
锅炉超压运行,导致炉胆失稳变形,拉开了炉门圈与锅壳连接焊缝,见图3和图4。
冲天管与锅壳封头搭接焊缝,锅炉结构发生破坏,导致爆炸事故发生。
2.锅炉使用单位未建立安全培训教育制度,对作业人员未进行专门的安全教育和岗前教育培训,锅炉操作人员无证上岗。
3.事故锅炉属于非法安装,没有履行安装告知和报检手续,未经质监部门注册登记擅自投入使用,无管理制度,无操作规程,无运行记录。
(三)预防同类事故的措施1.锅炉使用单位要严格按照锅炉法规和安全技术规范的要求建立锅炉安全管理制度和操作规程,锅炉安装必须请有合法资质的单位和人员进行,严格履行安装告知和报检手续,及时办理使用登记。
2.加强锅炉管理和操作人员的安全技术教育培训,提高管理、操作水平和应急处理能力,确保锅炉操作人员严格按照规程操作并持证上岗。
案例三十二2021年7月16日广西桂林灵川古东景区“滑道”被抛出死亡事故(一)事故概况2021年7月16日19时10分左右,广西壮族自治区桂林市灵川县大圩镇古东景区,桂林古东旅游有限公司滑道项目。
工作人员白某和秦某分别上两台滑道车,白某在前、秦某在后(两车之间有一定距离),白某先开动滑道车下去,在距离站台约60m时,白某突然被后面的车撞了一下,后头发现后面是空车,他立即感觉秦某可能出事了,马上停车并通知在下站台等待他们的工作人员。