特种设备典型事故案例分析.共26页
- 格式:ppt
- 大小:5.61 MB
- 文档页数:26
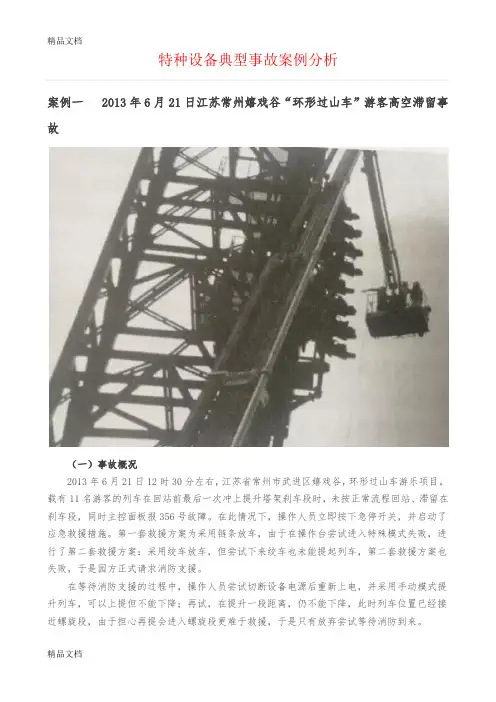
案例一2013年6月21日江苏常州嬉戏谷“环形过山车”游客高空滞留事故(一)事故概况2013年6月21日12时30分左右,江苏省常州市武进区嬉戏谷,环形过山车游乐项目。
载有11名游客的列车在回站前最后一次冲上提升塔架刹车段时,未按正常流程回站、滞留在刹车段,同时主控面板报356号故障。
在此情况下,操作人员立即按下急停开关,并启动了应急救援措施。
第一套救援方案为采用链条放车,由于在操作台尝试进入特殊模式失败,进行了第二套救援方案:采用绞车放车,但尝试下来绞车也未能提起列车,第二套救援方案也失败,于是园方正式请求消防支援。
在等待消防支援的过程中,操作人员尝试切断设备电源后重新上电,并采用手动模式提升列车,可以上提但不能下降;再试,在提升一段距离,仍不能下降,此时列车位置已经接近螺旋段,由于担心再提会进入螺旋段更难于救援,于是只有放弃尝试等待消防到来。
接事故报告后,武进区立即启动突发事件应急救援预案,公安、消防、卫生、质监、旅游、安监等部门和太湖湾度假区管委会等部门立即组织抢险救援和应急处置,紧急调来大型云梯车和救护车。
14时55分,第一名女性乘客被消防云梯车安全转移至地面,至16时53分,乘客全部安全返回地面。
(二)事故原因分析经查,造成列车滞留的直接原因是:传感器故障导致控制系统无法判断车行方向,系统保护将车停在提升塔架顶部刹车段。
而江苏嬉戏族有限公司虽建立了紧急救援预案,平时也进行了应急演练,但是预案中对紧急情况预估不足,紧急救援操作不当造成自救不能正常进行,致使乘客滞留时间过长,也是致使此次故障被扩大为事故的重要原因。
(三)预防同类事故的措施1.制造厂家应立即分析导致该传感器发生故障的原因,并评估今后发生故障的概率,根据评估结果制定相应对策。
对于特别重要的几个传感器(尤其是传感器本身一旦发生故障可能会导致列车悬停空中的)应增设传感器自诊断模块,主控系统在每次发车前需确认这几个传感器的健康状况。
特种设备典型事故案例分析编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(特种设备典型事故案例分析)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为特种设备典型事故案例分析的全部内容。
特种设备典型事故案例分析案例四十五 2011年12月29日浙江省嘉兴其昌不锈钢有限公司氩气储罐爆炸事故(一)事故概况2011年12月29日,浙江省嘉兴其昌不锈钢有限公司发生一起压力容器爆炸事故,未造成人员伤亡,直接经济损失30万元.事发当天凌晨3点,嘉兴其昌不锈钢有限公司气体站内30m3低温液氩储罐(编号A3号)新进液氩28t。
正常情况下,炼钢时需要氩气工作压力为2.5MPa,氧气工作压力为2.0MPa。
凌晨5点左右,气体站值班人员(持有压力容器作业人员证)接到车间电话,反应车间供气压力低,影响正常炼钢.当时两个人值班(其中一个无压力容器作业人员证),由持证人查看当时各压力容器的运行状况,氩气贮罐(编号B3号)压力不足1。
4MPa,氧气贮罐(编号B2号)压力不足1.6MPa,当时未采取处理措施。
凌晨5点25分左右,未持证人再次接到车间反应供气压力偏低的电话后于是将低温液体泵转速从原先400r/min调高至800r/min。
凌晨5时40分,氩气贮罐发生爆炸,爆炸后形成多块碎片坠落于气体站周围;氩气贮罐下半部以碎片状破裂坠落于气体站周围(见图1),上半部分整体倾翻在原基础的北侧(见图2)。
爆炸造成另一台氩气贮罐(编号B4号)下部三只地脚螺栓断裂后倾翻,在外侧的B1和B5贮罐也收到碎片的打击而局部变形。
三台空温式汽化器和两台低温液体泵变形损坏,连接管道大都已经损坏变形。

特种设备典型事故案例分析案例九2012年10月1日江苏省盐城市阜宁宝翔特钢铸造有限公司煤气发生炉爆炸事故(一)事故概况2012年12月1日,江苏省盐城市阜宁宝翔特钢铸造有限公司煤气发生炉爆炸事故,造成了1人死亡,3人重伤,经济损失300万元。
事发当天晚9点半左右,该公司1号煤气发生炉使用过程中(产品编号R11—061)炉体发生爆炸事故。
爆炸冲击波致使一名加煤工从2层平台跌落,送往医院途中死亡。
煤气发生炉炉体中的高温蒸汽和炉内的燃烧煤块导致在一层工作的3名出渣工受到不同程度烫伤。
炉体爆破口位于炉体东北方位,高压气体冲出,导致炉体反方向向操作平台西南方向冲出,砸坏临近主车间厂房的北部、顶部后,坠落到煤气发生炉原位置的西南角约20m处,将配电柜和墙体撞坏,并将水泥地面上砸出一个坑。
冲击波使临近的煤气发生炉仪表操作间损坏、扶梯严重变形。
经现场勘查,爆炸的1号煤气发生炉爆破口位于炉体下封头最底部内筒体进水管(DN100mm进水口)附近,周围未发现腐蚀减薄等使用缺陷,未发现结垢等现象。
结合爆炸碎片观察发现,炉体的内筒体明显向内鼓包变形,鼓包高度约300mm,变形量较大;炉体的外筒体也明显向外鼓包变形,鼓包高度约300mm。
该煤气发生炉由淄博义丰机械工程有限公司制造,淄博工业搪瓷厂设计,产品制造经山东省特种设备检验研究院监督检验合格,容器出场资料齐全,但未进行安装安全监督检验和办理使用登记手续。
煤气发生炉是单层夹套容器。
其设计参数如下,设计压力:壳程为0.02MPa,夹套为0.25MPa;设计温度:壳程为250℃,夹套为138℃;介质:壳程为炉煤气和水煤气,夹套:为水和蒸汽。
(二)事故原因分析1.直接原因作业人员违反操作规程,在煤气发生炉高温缺水的情况下,贸然向炉体内注水;水在瞬间汽化,体积急剧膨胀,使炉体内部压力迅速增大,超过起所能承受的最大压力,发生爆炸。
2.间接原因①作业人员数量配备严重不足,3台煤气发生炉仅配备1名操作人员,其余为无证人员,日常安全巡查流于形式,对当班工人无证串岗操作等违规违章行为未能及时采取有效防范措施。
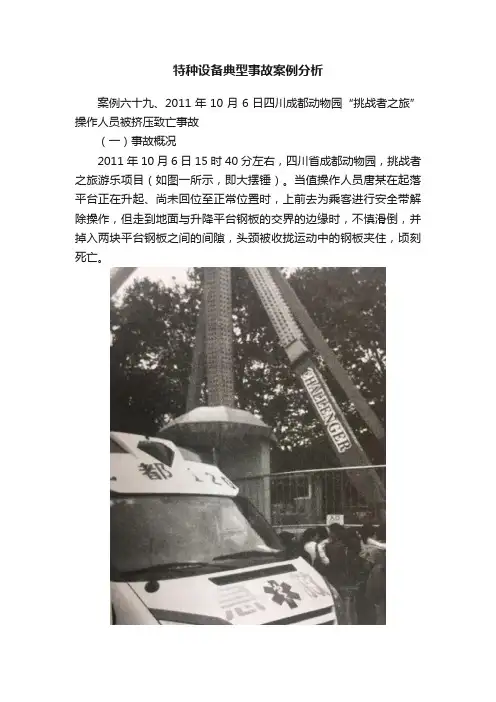
特种设备典型事故案例分析案例六十九、2011年10月6日四川成都动物园“挑战者之旅”操作人员被挤压致亡事故(一)事故概况2011年10月6日15时40分左右,四川省成都动物园,挑战者之旅游乐项目(如图一所示,即大摆锤)。
当值操作人员唐某在起落平台正在升起、尚未回位至正常位置时,上前去为乘客进行安全带解除操作,但走到地面与升降平台钢板的交界的边缘时,不慎滑倒,并掉入两块平台钢板之间的间隙,头颈被收拢运动中的钢板夹住,顷刻死亡。
图1 涉事的设备图2 事发现场(二)事故原因分析据了解,事故发生当日,成都动物园的游客很多,打算乘坐挑战者之旅游乐项目的游客也排起了队伍。
也许是为了减少游客的等待时间,当值操作人员唐某(死者本人)在大摆锤刚停下,升降平台(图2)尚未完全升到位——钢板正处于合拢过程中时,就提前踏上钢板为游客解除安全带,以加速游客的离座。
但很不巧,唐某刚好踩中尚未清理的呕吐物,瞬间滑倒并被夹入两块钢板缝隙中挤死。
该事故的直接原因是唐某自我安全保护意识淡薄,未按照操作规程作业导致,但更深层次的原因是运营单位的安全管理问题。
(1)运营单位的安全管理责任制未得到有效落实,安全管理人员未经过专项安全培训,未取得安全管理资格证书。
(2)运营单位制定的操作规程有瑕疵,对操作人员进入升降平台的时间点未进行严格限定。
(3)运营单位疏于现场的管理,未及时发现和制止操作人员的不安全行为。
而作为场地提供方的动物管理处,在平日的安全教育时着重对游客的安全防护,缺少对管理人员自身的安全防护意识培养。
(三)预防同类事故的措施1.运营单位应严格规范大型游乐设施作业人员的管理,按相关法律法规的要求切实做到所有人员持证上岗,并加强对员工的各项安全(包括自身安全)知识教育。
2.运营单位应对操作规程中各种可能引发意外的细节进行审慎评估,重新制定操作规程,并对相关作业人员重新进行作业技能培训,使得他们不仅需要了解、熟悉相关的操作规程,而且要对其中的各项要求能够真正理解。
特种设备事故反面案例剖析材料一、案例概述1.1 案件背景本案例涉及的特种设备事故发生在某化工企业,该企业使用了一台老化严重的锅炉进行生产,由于长期使用未进行定期检修和维护,导致了锅炉在生产过程中突然发生爆炸,造成了严重的人员伤亡和环境污染。
1.2 案件影响该特种设备事故不仅给企业带来了巨大的经济损失,同时也对企业的声誉和形象造成了严重的影响,更重要的是造成了不可挽回的人员伤亡和环境污染。
二、问题分析2.1 未进行定期检修和维护该企业使用的锅炉长期未进行定期检修和维护,导致设备老化严重,存在安全隐患。
在特种设备使用过程中,必须定期进行安全检查和维护保养,以确保设备的正常运行和安全生产。
2.2 管理不善企业在特种设备管理方面存在着严重的管理漏洞,未能建立健全的设备管理制度和安全管理体系,对特种设备的使用和维护监管不到位,对现场人员进行安全教育和培训不充分。
2.3 缺乏应急预案特种设备事故发生后,企业未能有效地进行应急处置,缺乏完善的应急预案和紧急救援措施,导致事故造成了严重后果。
三、反思与启示3.1 加强特种设备维护管理企业应该加强特种设备的维护管理,建立健全的设备维护保养制度,确保设备的安全运行和有效使用。
3.2 建立完善的安全管理体系企业需要建立完善的安全管理体系,包括设备的日常巡检和定期检修计划,加强安全管理和技术培训,确保人员具备安全操作技能。
3.3 制定应急预案企业应该制定完善的应急预案,并进行定期演练,以应对特种设备事故可能发生的情况,保障人员生命安全和环境保护。
3.4 加强监管和法律意识政府部门应该加强对特种设备的监管,强化安全生产法律法规的宣传和执行,提高企业对特种设备安全管理的法律意识和责任意识,促进企业正规经营和安全生产。
结语特种设备事故反面案例的剖析为我们提供了宝贵的教训和经验,希望各企业能够引以为戒,加强特种设备的管理和维护,确保安全生产,共同建设一个安全稳定的社会环境。
四、改进措施4.1 强化设备维护管理为了避免类似特种设备事故的再次发生,企业需要加强设备维护管理。

特种设备典型事故案例分析(一)事故概况2011年4月22日,吉林省松原市扶余化工有限责任公司糠醛车间发生一起压力容器泄漏事故,造成1人死亡,1人受伤,直接经济损失10万元事发时,该公司糠醛车间5号水解锅在生产过程中,上盖螺栓断开,水解锅上盖脱落,事故发生时设备运行压力为0.7MPa(设计压力为0.84MPa,允许使用压力为0.8MPa)。
(二)事故原因分析1.活节螺栓存在质量问题,致使设备在运行过程中,因螺栓承受不住额定载荷而发生断裂引发事故,水解锅使用的M36活节螺栓未按设计图纸要求采取全截面焊透方式。
焊接时无焊接工艺评定,未注明性能等级、材料牌号、化学成分、未做任何检验检测。
实际上活节螺栓焊口处断裂面施焊面积为301.44mm²,按设计全焊透方式施焊面积应为1017.36mm²,实际施焊面积只占全焊透方式施焊面积的29.62%。
2.压力容器安装前未告知、未申请监督检验。
3.公司特种设备安全生产管理制度不完善,使用未经监督检验、不符合安全技术规范要求的特种设备。
水解工无特种设备操作证。
(三)预防同类事故的措施1.压力容器制造单位应严格按照法规、规范、标准及设计图样的要求进行制造,确保压力容器的产品质量符合要求。
2.使用单位应认真执行特种设备法规和规定。
建立健全特种设备安全生产管理制度、操作规程和事故应急预案。
完善特种设备档案,全面落实企业特种设备安全主体责任,增强企业领导干部、安全管理人员和职工的安全责任意识,确保特种设备安全运行。
案例四十二 2008年1月6日上海奉贤桥式起重机挤压事故(一)事故概况2008年1月6日10时30分左右,上海市奉贤区上海市奉贤设备容器厂发生一起桥式起重机事故,造成1人死亡。
事故发生当日,河南省新乡市中原起重机械总厂驻奉贤业务负责人徐某定指派徐某本、徐某国、李某(常驻奉贤容器厂维修工)3人到奉贤容器厂生产车间,排除一台10t通用桥式起重机异响故障。