新型结构竹木复合集装箱底板的生产技术
- 格式:pdf
- 大小:205.70 KB
- 文档页数:3

集装箱板制造工艺流程同学们!今天咱们来聊聊集装箱板是咋制造出来的,也就是集装箱板的制造工艺流程。
这集装箱板啊,可是很重要的东西呢,它们组成了那些大大的集装箱,让货物能够安全地运输到各个地方。
咱们得知道制造集装箱板需要准备些啥材料。
一般来说,主要的材料就是钢材啦。
这种钢材可不是普通的钢材哦,它得有足够的强度和韧性,才能承受住集装箱在运输过程中受到的各种压力和冲击。
有了材料之后,接下来就是第一步啦,那就是钢材的预处理。
这就像是我们要去参加重要活动之前,得先把自己打扮得干干净净的一样。
钢材要经过清洗、除锈等处理,把表面的杂质和铁锈都去掉,这样才能保证后面的加工过程顺利进行。
预处理完了,就进入到关键的环节了,那就是钢材的轧制。
轧制就像是用一个大机器把钢材压扁、拉长,变成我们需要的形状和厚度。
这个过程可厉害了,需要很大的力量和精准的控制。
通过轧制,钢材就变成了一块块平整的钢板,这就是集装箱板的雏形啦。
但是这还不够哦,接下来还要对钢板进行切割。
根据集装箱的不同尺寸和要求,把钢板切成合适的大小。
切割的时候要非常小心,不能有误差,不然集装箱就拼不起来啦。
切割完之后,就得给钢板进行打孔和焊接啦。
打孔是为了安装集装箱的各种配件,比如门锁、铰链啥的。
焊接呢,则是把一块块的钢板连接在一起,组成一个完整的集装箱。
焊接可是个技术活,需要专业的焊工来操作,要保证焊缝牢固、美观,不能有裂缝或者气孔。
焊接完之后,集装箱板还需要进行表面处理。
这就像是给集装箱板穿上一件漂亮的衣服一样。
表面处理可以有很多种方法,比如喷漆、镀锌、喷塑等等。
这些处理方法可以让集装箱板更加耐腐蚀、耐磨损,延长集装箱的使用寿命。
在整个制造过程中,还有一个很重要的环节,那就是质量检测。
每一块集装箱板都要经过严格的检测,确保它的质量符合标准。
检测的项目有很多,比如强度、韧性、尺寸精度、表面质量等等。
只有通过了检测的集装箱板才能被使用,不合格的就得淘汰掉。
最后呢,合格的集装箱板就可以被组装成集装箱啦。

本技术介绍了一种高密度竹木重组材复合板及其生产工艺,以楠竹、黄杨木、木质纤维素、脲醛树脂、胶粘剂和三聚氰胺胶为原料,经切割分片、粉碎蒸煮、碳化处理、烘干、搅拌处理、板材成型、拼合成型、压制热压加工和表面处理等一系列工艺步骤,使得可通过对竹木重组材复合板进行进一步加工,在楠竹内部添加由木质纤维素、脲醛树脂和胶粘剂混合制成的半成品板材,使得可增加该种复合板内部的密度,且在湿度温度变化时,内部因密度高达到稳定性能良好的效果,并通过在板材内部添加有黄杨木制成的木板,使得同样可通过黄杨木密度高的特点增加该种复合板材的密度,对竹木重组材复合板加工制备技术领域具有广泛的实用性。
技术要求1.一种高密度竹木重组材复合板,其特征在于:按配方百分比,包括楠竹300-450份、黄杨木150-200份、木质纤维素45-85份、脲醛树脂20-50份、胶粘剂15-45份、三聚氰胺胶20-50份。
2.如权利要求1所述的一种高密度竹木重组材复合板,按配方百分比计,包括楠竹400份、黄杨木180份、木质纤维素60份、脲醛树脂35份、胶粘剂25份、三聚氰胺胶39份。
3.一种高密度竹木重组材复合板生产方法,其特征在于,具体采用如下步骤:(1)切割分片:选取5年龄大径楠竹,将部分楠竹和黄杨木分别切割成长短相同的竹片和木片;(2)粉碎蒸煮:将剩下的楠竹使用粉碎机进行粉碎,并将步骤(1)中切片完成的楠竹放入蒸煮池内部蒸煮,温度缓慢上升至35-50℃,蒸煮40-60min;(3)碳化处理:将步骤(2)中蒸煮完毕的楠竹放进200-300℃的高压炭化锅炉进行蒸气炭化处理,经过高温高压,使楠竹表面形成坚硬碳化微粒层;(4)烘干:将步骤(3)中碳化完毕的楠竹放置于烘干机内部烘干10-20h,并烘干温度保持在35-55℃,将步骤(1)中切割完毕的黄杨木放置于烘干机内部烘干20-40h,温度保持在40-60℃;(5)搅拌处理:将步骤(2)粉碎完毕的楠竹放置于搅拌机内部,并将准备好的木质纤维素、脲醛树脂和胶粘剂分别放置于搅拌机内部,与粉碎完毕的楠竹进行搅拌,搅拌1-3h;(6)板材成型:将步骤(5)中搅拌完毕的混合物倒入高压锅炉内部,将高压锅炉温度调至180-220℃,并将高压锅炉内部混合物挤压成竹密度半成品板材;(7)拼合成型:将步骤(4)中烘干完毕的黄杨木外侧涂覆三聚氰胺胶,涂制完毕后,将步骤(4)中烘干完毕的楠竹和步骤(6)中成型的竹密度半成品板材进行拼合,拼合顺序为楠竹、黄杨木、竹密度半成品板材和楠竹;(8)压制热压加工:将步骤(7)中拼合成型的板材放置于液压机内部进行压制,将压制完毕的板材放置于热压机内部45-80min,热压机温度为120-160℃;(9)表面处理:将步骤(8)中加工完毕的板材浸泡于桐油内部,浸泡1-5min后取出,将板材晾干,得到高密度竹木重组材复合板。
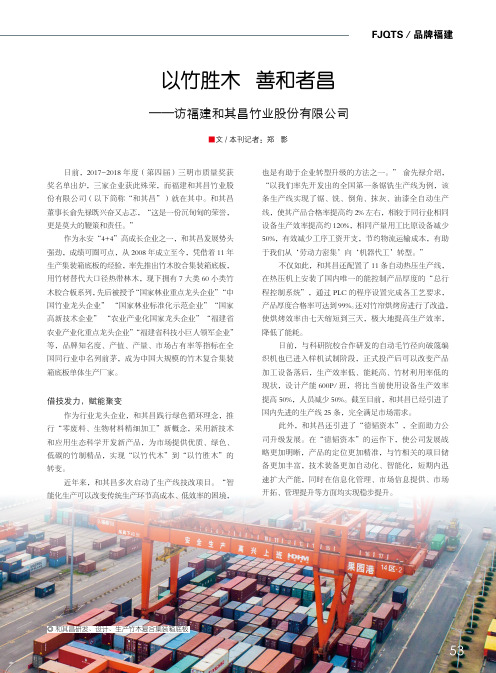
日前,2017-2018年度(第四届)三明市质量奖获奖名单出炉,三家企业获此殊荣,而福建和其昌竹业股份有限公司(以下简称“和其昌”)就在其中。
和其昌董事长俞先禄既兴奋又忐忑,“这是一份沉甸甸的荣誉,更是莫大的鞭策和责任。
”作为永安“4+4”高成长企业之一,和其昌发展势头强劲,成绩可圈可点,从2008年成立至今,凭借着11年生产集装箱底板的经验,率先推出竹木胶合集装箱底板,用竹材替代大口径热带林木,现下拥有7大类60小类竹木胶合板系列,先后被授予“国家林业重点龙头企业”“中国竹业龙头企业” “国家林业标准化示范企业”“国家高新技术企业” “农业产业化国家龙头企业”“福建省农业产业化重点龙头企业”“福建省科技小巨人领军企业”等,品牌知名度、产值、产量、市场占有率等指标在全国同行业中名列前茅,成为中国大规模的竹木复合集装箱底板单体生产厂家。
借技发力,赋能聚变作为行业龙头企业,和其昌践行绿色循环理念,推行“零废料、生物材料精细加工”新概念,采用新技术和应用生态科学开发新产品,为市场提供优质、绿色、低碳的竹制精品,实现“以竹代木”到“以竹胜木”的转变。
近年来,和其昌多次启动了生产线技改项目。
“智能化生产可以改变传统生产环节高成本、低效率的困境,也是有助于企业转型升级的方法之一。
” 俞先禄介绍,“以我们率先开发出的全国第一条锯铣生产线为例,该条生产线实现了锯、铣、倒角、抹灰、油漆全自动生产线,使其产品合格率提高约2%左右,相较于同行业相同设备生产效率提高约120%,相同产量用工比原设备减少50%,有效减少工序工资开支,节约物流运输成本,有助于我们从‘劳动力密集’向‘机器代工’转型。
”不仅如此,和其昌还配置了11条自动热压生产线,在热压机上安装了国内唯一的能控制产品厚度的“总行程控制系统”,通过PLC的程序设置完成各工艺要求,产品厚度合格率可达到99%。
还对竹帘烘烤房进行了改造,使烘烤效率由七天缩短到三天,极大地提高生产效率,降低了能耗。

林业工程学报,2023,8(4):43-50JournalofForestryEngineeringDOI:10.13360/j.issn.2096-1359.202211028收稿日期:2022-11-19㊀㊀㊀㊀修回日期:2023-01-22基金项目:云南省新型生物质预制建材研发创新团队项目(202105ZA160002)㊂作者简介:董浩,男,研究方向为木质复合材料㊂通信作者:黄素涌,女,副教授㊂E⁃mail:lillahuangsuyong@163.com竹⁃橡胶木复合正交胶合木的制备和性能董浩1,黄素涌1∗,肖岩2,王建和1,3,缪本浩1(1.西南林业大学材料与化学工程学院,昆明650224;2.浙江大学(宁海)生物质材料与碳中和建设联合研究中心,宁海315600;3.宁波中加低碳新技术研究院有限公司,宁海315600)摘㊀要:以锯材为基本单元的正交胶合木是具有广泛应用前景的重型木结构建筑材料㊂为减少对国外树种的进口和依赖,首次采用竹篾层积材与橡胶木2种本土层板原料,以相同制备工艺(胶黏剂为单组分聚氨酯,施胶量为180g/m2,冷压时间1h,压力为1.0MPa),在大幅面压机上压制尺寸为2400mmˑ1200mmˑ96mm的三层竹木复合正交胶合木(cross⁃laminatedtimber,CLT)以及另外3种不同复合形式的CLT(纯木CLT㊁木竹复合CLT㊁纯竹CLT),通过对竹木复合CLT强轴方向的抗弯弹性模量㊁抗弯强度㊁胶层剪切强度㊁层间剪切强度和浸渍剥离率等性能的评估和不同复合形式CLT弯曲性能差异的分析,研究国内树种与竹材制备足尺竹木复合CLT的可行性㊂结果表明:采用单组分聚氨酯制备的竹木复合CLT,其干态和真空加压状态下的强度㊁木破率以及浸渍剥离率均符合ANSIAPAPRG320-2019 Standardforperformance⁃ratedcross⁃laminatedtimber 中使用环境1的要求;抗弯性能和剪切性能测试值均能达到以上标准和LY/T3039—2018‘正交胶合木“标准中E2等级性能的要求㊂上述试验研究和分析为竹木复合CLT在建筑工程中的应用提供了设计参考及理论依据㊂关键词:正交胶合木;竹篾层积材;橡胶木;竹木复合CLT;抗弯弹性模量;抗弯强度;胶层剪切;浸渍剥离中图分类号:S781.9㊀㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀㊀文章编号:2096-1359(2023)04-0043-08Manufactureandperformanceofnewcross⁃laminatedtimbermadefrombambooandrubberwoodDONGHao1,HUANGSuyong1∗,XIAOYan2,WANG(Brad)Jianhe1,3,MIAOBenhao1(1.SchoolofMaterialsandChemicalEngineering,SouthwestForestryUniversity,Kunming650024,China;2.ZhejiangUniversity(Ninghai)JointResearchCenterforBio⁃BasedMaterialsandCarbonNeutralDevelopment,Ninghai315600,China;3.NingboSino⁃CanadaLow⁃CarbonNewTechnologyResearchInstituteCo.Ltd.,Ninghai315600,China)Abstract:Duringtheglobalindustrializationprocessofmanufacturingcross⁃laminatedtimber(CLT),attemptshavebeenmadetoefficientutilizethelow⁃costlocalwoodspecies.CLTisapanelproductobtainedbygluingsawnlumberorstructuralcompositelumbertoformalargedimensionalprefabricatedproductsforbuildingwall,floor,androofapplications.However,thereisarelativeshortageoftimberresourcesinChina,andwiththeimplementationofthenationalnaturalresourceprotectionpolicy,thesupplyofdomestictimberhasbeeninsufficient,somostofthedimen⁃siontimberusedinthedomesticproductionofCLThasbeenimportedfromabroad.Inordertoovercomethissituationandreducethecarbonemissionduringtransportation,inthisstudy,thelaminatedbambooandGradeH18rubberwoodwereselectedaslaminationmaterialstomanufacturebamboo⁃woodcompositeCLT,whichisanoveltechnique.Usingthesameprocessingparameters(one⁃componentpolyurethaneadhesivewithaglueapplicationrateof180g/m2,1hcoldpressingtime,and1.0MPapressure)tomanufacturethree⁃layerbamboo⁃woodcompositeCLTandthreeotherstructuresofCLT(purewoodCLT,wood⁃bamboocompositeCLT,andpurebambooCLT).Thefeasibilityofman⁃ufacturingfull⁃sizebamboo⁃woodcompositeCLTfromdomesticspeciesandbamboowasinvestigatedbyevaluatingthepanel smodulusofelasticity,modulusofrupture,interlaminarshearstrength,blockshearanddelaminationper⁃centageinthemajorstrengthdirectionandanalyzingthedifferencesinbendingpropertiesfordifferentcompositeformsofCLT.Theresultsshowedthattheaverageshearstrengthofthebamboo⁃woodcompositeCLTunderdrycon⁃ditionwas3.25MPa,whichwasdecreasedto1.15MPaunderwetcondition.Itwasdemonstratedthatthebondingqualityofthebamboo⁃woodcompositeCLTwassensitivetothechangeofenvironmentalhumidity.IntheusingofEnvironment#1,bothbondingqualityanddelaminationpercentageofthebamboo⁃woodcompositeCLTcouldmeettherequirementsspecifiedinANSIAPAPRG320⁃2019andLY/T3039-2018standardsindryorwetcondition.林业工程学报第8卷Bamboo⁃woodcompositeCLTbeamsweretestedbythemethodofout⁃of⁃planefour⁃pointbending,andthecross⁃sec⁃tionstraininthemiddleofthespanwasuniformlyandsymmetricallylinear⁃distributedalongtheheightdirection.Therefore,itcouldbeconsideredthatthebendingdeformationofCLTbeamsfollowedtheplanesectionassumptionwithalargespan⁃heightratio.Themodulusofelasticityandmodulusofruptureofthebamboo⁃woodcompositeCLTwere9631and44.7MPa,respectively.BothbendingandshearperformancescouldmeetE2graderequirementsintheabovestandards.Thus,itisfeasibletomanufacturethebamboo⁃woodcompositeCLTwithrubberwoodandlami⁃natedbambooforitsengineeredapplications.Keywords:CLT;laminatedbamboo;rubberwood;bamboo⁃woodcompositeCLT;modulusofelasticity;modulusofrupture;blockshear;delamination㊀㊀正交胶合木(cross⁃laminatedtimber,CLT)是一种由欧洲较早开发的三层及以上锯材以正交组坯的方式制成的重型木结构产品,主要优势体现在绿色低碳㊁轻质高强㊁保温隔热性能好㊁可预制㊁组装快速方便及耐久性优异等方面[1-2]㊂但我国的木材资源相对短缺,随着天然林保护工程的实施,国内木材的供应量进一步下降,供需矛盾突出,因此国内生产CLT所用的规格材大部分从国外进口,高额的运输成本和贸易壁垒成为CLT在中国推广受限的重要因素㊂我国竹材资源十分丰富,由此发展而来的竹产品更是多种多样,主要包括重组竹㊁竹胶板和集成竹等,且强度高㊁韧性好,物理力学性能优异㊂竹产品的出现满足了现代竹结构建筑对建筑材料力学性能及尺寸等方面的要求,解决了原竹不能用于现代竹结构建筑的问题㊂因此,为了降低运输成本和碳排放,减少对国外木材的依赖,充分利用国内树种及竹材资源制备CLT是科学㊁合理地开发利用竹材资源及推动CLT国产化进程的有效途径㊂国内针对竹木复合材料的研究在广度和深度上都超出国外水平,但目前仍然集中于产品开发和生产工艺研究㊂张齐生等[3-5]的研究集中于集装箱底板,使竹木复合材料成为一个研究热点㊂王志强等[6]研究了不同树种复合制备CLT的力学性能㊂Wei等[7-8]㊁Li等[9]和张齐生等[10]在国际上较早提出了利用竹木复合来生产轻质高强建筑预制板 竹木复合CLT的想法,并获得了中国发明专利㊂Wei等[7-8]和Li等[9]研究了不同结构的竹材层板与木材复合制备CLT的可行性,结果表明:竹篾重组材㊁三层正交展平竹㊁竹帘竹席复合材与进口铁杉复合制备CLT在工业上是可行的㊂但以上研究均未考虑采用国产工业或经济树种与竹材复合制备CLT㊂笔者采用国产竹材制备的竹篾层积材与云南产橡胶木复合制备新型竹木复合CLT,以探索其生产的可行性㊂竹篾层积材是采用径向竹篾通过编织得到竹帘后,再通过浸胶㊁干燥㊁热压等工序制成的层积板材,目前国内主要运用于集装箱底板和车厢底板;而橡胶树是我国云南和海南等地的重要工业或经济树种,每年有90万 120万m2的种植量,居世界第4位[11]㊂云南地区目前有超过30万m2的橡胶树林区,橡胶树在种植㊁采胶25 30a后需更新,待更新的橡胶木是一种具有很高利用价值的木材,因其颜色浅白㊁纹理通直㊁材质均匀㊁加工性能好等优点主要运用于家具及家具部件制造㊁室内装饰材[12]㊂但竹材和橡胶木鲜见在建筑领域制备复合材,而采用新树种和竹材复合材料作为CLT层板制造的原材料,加工工艺和参数应严格控制,否则新型竹木复合CLT产品性能参数不能满足建筑和结构工程的应用要求[13]㊂因此,笔者测试并分析了新型竹木复合CLT材料强轴方向的抗弯弹性模量㊁抗弯强度㊁剪切强度㊁胶层剪切强度和胶合耐久性,判断其性能是否满足相关标准要求,从而为建筑工程的实际应用打下基础㊂图1㊀竹篾层积材示意图Fig.1㊀Diagramoflaminatedbamboo1㊀材料与方法1.1㊀试验材料竹材层板采用的竹篾层积材产自湖南桃花江,共19层,外层为竹篾经过编织后得到的竹帘材料,内层按照4ʒ1的比例正交组坯(图1),保证了一定的主次强度㊂竹篾层积材尺寸为2440mmˑ1200mmˑ28mm,气干密度为0.83g/cm3,含水率为8.7%,平面弯曲弹性模量均值为12GPa,侧面弯曲弹性模量均值为10.5GPa,抗弯强度均值为88MPa,变异系数均小于10%㊂因此,本研究中竹篾层积材按照T/CECS10138 2021‘工程竹材“全部统一为Ep14等级,为后续足尺竹木复合CLT计算提供力学数据基础㊂44㊀第4期董浩,等:竹⁃橡胶木复合正交胶合木的制备和性能木材原料采用橡胶树(HeveaBrasiliensis)锯材,产地为云南省西双版纳州,尺寸规格为1400mmˑ140mmˑ40mm,平均含水率为7.8%,气干密度均值为0.63g/cm3,顺纹弹性模量均值为9.09GPa,抗弯强度均值为105MPa,变异系数为13%㊂将310根规格材橡胶木按照LY/T2383 2014‘结构用木材强度等级“,通过应力分等,以抗弯弹性模量平均值和抗弯强度特征值为参数分为H14㊁H18㊁H243个等级㊂1.2㊀制备工艺本试验选取的胶黏剂为单组分聚氨酯树脂PUR(浅黄色液体,黏度7500mPa㊃s,固含量100%),陈放时间15 20min,采用冷压时间1h㊁冷压压力1.0MPa工艺制备竹木复合CLT㊂不同复合方式制备的CLT如表1所示,为了对比不同复合方式对CLT力学性能的影响,选用H14㊁H18㊁H243个等级橡胶木与竹篾层积材,采用相同的制备工艺制造出4种不同复合方式的CLT:竹木复合CLT(以下简称CLTBWB)㊁纯木CLT(以下简称CLTWWW)㊁木竹复合CLT(竹材在芯层,以下简称CLTWBW)㊁纯竹CLT(以下简称CLTBBB)㊂本试验在宁波中加低碳新技术研究院有限公司完成㊂新型竹木复合CLT主要制备工艺流程如图2所示㊂表1㊀4种不同复合形式CLT尺寸参数Table1㊀DimensionparametersofCLTwithfourcompositestructuresCLT类型平行层层板选择平行层厚度/mm垂直层层板选择垂直层厚度/mm尺寸/mm结构示意图CLTBWB竹篾层积材28橡胶木402000ˑ305ˑ96CLTWWW橡胶木40橡胶木402400ˑ305ˑ120CLTWBW橡胶木40竹篾层积材282200ˑ305ˑ108CLTBBB竹篾层积材28竹篾层积材282400ˑ305ˑ84图2㊀新型竹木复合CLT生产工艺流程Fig.2㊀Manufacturingprocessofnewbamboo⁃woodcompositeCLT图3㊀新型竹木复合CLT结构示意图Fig.3㊀Structureofnewbamboo⁃woodcompositeCLT㊀㊀通过上述生产工艺流程制备的竹木复合CLT结构示意图如图3所示㊂其中分等是为了确保锯材的力学性能达到制备竹木复合CLT楼板或墙板的要求,层板刨光和砂光可统一规格材尺寸并消除表面氧化层,提高胶合性能㊂通过刨光将层板厚度控制在(40ʃ0.1)mm,通过砂光可将竹篾层积材表面不利于胶黏剂渗透的竹青砂掉,而喷雾(喷雾量为25mL/m2)可较好改善竹木复合胶合界面的含水率状况,促进PUR均匀并充分发泡,从而提高胶合性能㊂1.3㊀抗弯性能测试及等效刚度计算试件锯割示意图见图4㊂将制备好的竹木复合CLT锯割为所需尺寸,如图4A1区域所示,每块板材取2个试件㊂锯割完成后,利用万能力学性能试验机(济南天辰公司)进行测试㊂测试时跨距取18倍试件厚54林业工程学报第8卷注:L1和L2分别为剪切试验与浸渍试验取样区域长度和宽度,mm;a为试件中心与取样区域边缘的距离,mm;其中L1和L2均为900mm,a为100mm㊂图4㊀试件锯割示意图Fig.4㊀Schematicdiagramofcuttingspecimens度(1710mm),加载点之间的距离为667mm,观察并分析竹木复合CLT试件在试验过程中的破坏模式,记录竹木复合CLT试件破坏并失效时的最大破坏载荷,计算出弯曲强度和模量,并与表1所示中不同复合形式的CLT进行弯曲性能的对比㊂考虑到竹篾层积材制造工艺的影响,竹材层板厚度与木材不同,因此,需要考虑层板厚度对竹木复合CLT弹性模量的影响㊂依据LY/T3039 2018‘正交胶合木“中的剪切类比法,以CLTWWW为对照组,再对不同复合形式的CLT进行等效刚度的计算,分析竹篾层积材厚度与CLT力学性能的关系㊂1.4㊀竹木复合CLT层间剪切强度测试根据LY/T3039 2018标准规定,测试时跨距取6倍试件厚度(576mm)㊂试验过程中时刻观察试件破坏形式与位置,直到试件破坏为止㊂测试结束时,记录试件破坏一瞬间的最大载荷,计算竹木复合CLT层间剪切强度㊂1.5㊀竹木复合CLT胶层剪切强度及木破率测试如图4B1区域所示,根据LY/T3039 2018标准规定制备试件,每块板材取3个试件,进一步加工成楼梯状试件(尺寸为112mmˑ100mmˑ96mm)㊂运用块状剪切法(blockshear)测试了竹木复合CLT试件在干湿两态条件下的胶层剪切强度和木破率㊂测试前,用游标卡尺测量剪切面的尺寸并记录,并对不同试件的每个胶合界面进行编号㊂1.6㊀浸渍剥离测试如图4D1区域所示,依据ANSIAPAPRG320-2019 Standardforperformance⁃ratedcross⁃laminatedtimber 及LY/T3039 2018标准锯割试件,每块板材取3个试件,用自制的真空⁃加压罐通过浸渍的方法处理后进行测试㊂测试设备包括真空压力罐(0.1m3)㊁真空泵㊁空气压缩设备以及气管若干(图5)㊂具体试验方法:将试件放入可施加真空和压力的密闭容器中,并加入足量的(22ʃ5)ħ水,使试件完全浸没;施加(85ʃ10)kPa的真空并维持30min;释放真空,施加500 600kPa的压力并维持2h;取出试件,将试件放置于65 78ħ的烘箱中干燥10 15h,试件质量达到初始质量的100% 110%即可认为试验结束㊂图5㊀浸渍剥离测试Fig.5㊀Delaminationtesting2㊀结果与分析2.1㊀抗弯性能竹木复合CLT抗弯性能测试载荷⁃位移曲线及破坏模式见图6㊂通过分析可得,竹木复合CLT梁在抗弯受力过程中,其面外四点弯曲破坏过程大致可以分为3个阶段(图6a)㊂第1阶段为弹性阶段,跨中位移随载荷的增加而增加,载荷⁃位移曲线的斜率基本不变㊂第2阶段为弹塑性阶段,当载荷增加到弹性阶段最大值后,跨中位移随载荷增加而加速度增大,载荷⁃位移曲线的斜率略微减小,发生竹篾层积材的胶层破坏,分析原因为竹篾层积材表面孔隙率较大,层板有效胶合面积较小,载荷不断地施加容易导致应力集中于胶合较弱或未胶合处㊂第3阶段为破坏阶段,竹木复合CLT梁即将到达极限载荷前,发出一系列密集的响声,并在一声较大声响后试件发生层间剪切破坏,载荷迅速下降㊂竹木复合CLT梁的芯层橡胶木层板横纹强度较低,导致竹木复合CLT梁整体抗弯承载力下降㊂64㊀第4期董浩,等:竹⁃橡胶木复合正交胶合木的制备和性能图6㊀竹木复合CLT抗弯性能测试载荷⁃位移曲线及破坏模式Fig.6㊀Load⁃displacementcurveandfailuremodeofbamboo⁃woodcompositeCLTbendingpropertytest㊀㊀竹木复合CLT与不同复合形式的CLT抗弯性能对比结果见表2㊂通过表2分析可得,竹木复合CLT的弯曲强度和弹性模量均优于CLTWWW及CLTWBW,与王韵璐等[13]研究的三层加拿大铁杉CLT抗弯模量结果相似,与Li等[9]研究的BMCP与加拿大杉木复合制备竹木复合CLT抗弯弹性模量相比高约50%㊂证明将竹篾层积材放在三层CLT的平行层可以充分发挥其竹篾层积材抗弯性能优异的优势,改善整体构件的性能,其抗弯强度高出CLTWWW约46%,高出CLTWBW约82%,而抗弯弹性模量与CLTWWW相似,但高出CLTWBW约33%㊂纯竹CLT在弯曲强度上优于竹木复合CLT,但弹性模量低于竹木复合CLT,因此还有待进一步研究㊂将橡胶木作为平行层制备的CLT其弯曲强度变异性较大,分析原因为橡胶木指接材工艺目前还不完善,需要进一步改善㊂表2㊀CLT抗弯性能对比Table2㊀ComparisonofCLTbendingpropertiesCLT类型密度/(g㊃cm-3)含水率/%弯曲强度弹性模量平均值/MPa标准差/MPa变异系数/%平均值/MPa标准差/MPa变异系数/%CLTBWB0.768.444.70.761.79631444.74.8CLTWWW0.637.830.75.6418.69218449.04.9CLTWBW0.698.124.65.2921.57252123.71.7CLTBBB0.838.785.24.625.48510501.85.9㊀㊀1.3节中4种不同复合形式的CLT等效刚度计算结果见表3㊂分析可知,CLTWBW和CLTBBB均需要竹材达到40mm厚时才能达到CLTWWW的等效力学性能,考虑成本等因素,这两种复合形式不可取㊂竹木复合CLT竹篾层积材厚度为35mm时,其等效刚度和承载力均超过CLTWWW,因此可在CLTWWW的基础上将平行层方向40mm厚的木材层板更换为35mm厚的竹材层板,从而减少板厚并有效利用竹材㊂表3㊀不同厚度层板制备CLT的等效刚度计算Table3㊀CalculationofeffectivestiffnessofCLTpreparedbylaminatewithdifferentthicknessCLT类型竹篾层积材厚度/mm等效弯曲承载力/(ˑ106N㊃mm㊃m-1)等效弯曲刚度/(ˑ109N㊃mm2㊃m-1)等效剪切刚度/(ˑ106N㊃m-1)CLTWWW0222.215147.1CLTBWB35232.6152212.5CLTWBW40248.615258.1CLTBBB40260.114909.72.2㊀层间剪切性能竹木复合CLT短梁三点弯曲层间剪切试验的典型载荷⁃位移曲线及破坏模式见图7㊂依据LY/T3039 2018标准中层间剪切强度计算公式,计算竹木复合CLT三点弯曲测试的层间剪切强度,分析了竹木复合CLT层间剪切性能测试的载荷⁃位移曲线及破坏模式㊂通过计算得到竹木复合CLT的层间剪切强度平均值为2.61MPa,与Li等[9]研究的BMCP与加拿大杉木复合制备竹木复合CLT层间剪切强度相74林业工程学报第8卷图7㊀竹木复合CLT层间剪切性能测试载荷⁃位移曲线及破坏模式Fig.7㊀Load⁃displacementcurveandfailuremodeofbamboo⁃woodcompositeCLTinterlayershearpropertytest似㊂由图7可以发现,与面外四点弯曲试验一样,三点弯曲试验的破坏也可分为3个阶段㊂第1阶段为弹性阶段,试件的载荷⁃位移曲线斜率基本不变,载荷随着位移的增加而增大㊂第2阶段为弹塑性阶段,试件在所承受的载荷到达比例极限后进入弹塑性阶段,随着位移的增加,荷载挠度曲线的斜率不断减小,同样先发生胶层破坏㊂分析原因为竹篾层积材孔隙率较大,在层板内部的有效胶合面积较小,不断施加载荷容易导致应力集中于未胶合图8㊀竹木复合CLT干态及真空加压状态下胶层剪切强度及木破率Fig.8㊀Shearstrengthandwoodfailurepercentageunderdryandwetconditionsofbamboo⁃woodcompositeCLT处,导致胶层的破坏;竹木复合CLT梁在弹塑性阶段中后期平行层会因为孔隙率较大,受压产生连续声响㊂第3阶段为破坏阶段,竹木复合CLT梁到达极限荷载时,芯层木材产生的滚动剪切破坏裂纹向胶层处迅速发展,导致竹木复合胶合界面破坏,从而发生层间剪切破坏,且试验过程中层间剪切破坏主要发生在试件支撑点附近的位置,且一般位于竹木复合交界面上,且偏向木材较多㊂根据剪应力互等定理,破坏面偏向于界面的纵向层或横向层是与各自层板的剪切模量和剪切强度有关的,经前期试验测得木材剪切模量为440MPa,竹材剪切模量为810MPa高于木材,因此破坏主要发生在木材㊂从材料力学角度分析,在三点加载的弯曲试验测试下,由于测试跨距较短,试件受剪力影响较大[14],对试件施加一个处于跨距中点且方向向下的载荷P,2个支座都会对竹木复合CLT试件产生与载荷方向相反的约束力㊂因此,试件在尤为靠近2个支座内侧的部位假想切开,从而使其发生剪切变形[15]㊂2.3㊀胶层剪切强度及木破率干态及真空加压状态下剪切强度及木破率结果见图8㊂依据LY/T3039 2018记录试件的破坏载荷,根据计算公式算得竹木复合CLT干态和真空加压状态下的胶层剪切强度,再根据每个试件84㊀第4期董浩,等:竹⁃橡胶木复合正交胶合木的制备和性能2个胶合界面的胶合强度及木破率变异系数分析其所有竹木复合CLT试件的胶合耐久及耐候性㊂通过计算分析可得:在干态下,竹木复合CLT的胶层剪切强度均值为3.25MPa,木破率均值为59.11%;在真空加压状态下,竹木复合CLT的胶层剪切均值为1.15MPa,木破率均值为25.91%,与Wang等[16]测试的规格材加拿大杉木CLT胶层剪切强度类似㊂2种状态下的胶层剪切强度以及木破率变异系数都较高,原因可能为橡胶木的复杂性及各向异性,同时橡胶木密度较大,胶合性能差㊂相比干态条件,真空加压条件处理后竹木复合CLT的胶层剪切强度下降了64%,而木破率降低了30%,产生上述现象的原因为:木材顺纹湿胀远小于横纹湿胀,将橡胶木作为竹木复合CLT芯层时,横纹湿胀应力较大,湿胀率为9% 12%;竹篾层积材主要以轴向竹材组坯,其湿胀应力较小,湿胀率为3% 6%㊂部分湿应力抵消后仍有较大应力,因此湿强度下降较多[17]㊂这证明胶合界面附近竹木材料力学性能受真空加压处理的影响比胶层本身更为显著,且单组分PUR胶黏剂的耐候耐久性能达到ANSIAPAPRG320-2019标准中使用环境1的相关要求㊂2.4㊀浸渍剥离浸渍剥离率结果见图9,根据ANSIAPAPRG320-2019标准中规定的计算方法,计算干燥达到指定质量的试件胶层剥离率,同时计算了变异系数㊂竹木复合CLT浸渍剥离率均值为9.11%,满足标准规定值,其变化区间为0% 20%,与王建和等[18]采用加拿大西部铁杉制备的CLT浸渍剥离率相似,因此竹木复合CLT的耐久耐候性能达到实际项目的应用要求㊂尽管浸渍剥离率在不同试件间变异较大,但导致胶层剥离的机理对于所有试件而言极有可能是一样的㊂对于大多数试验而言,浸渍剥离发生在单侧胶层㊂由于真空⁃加压循环导致图9㊀竹木复合CLT浸渍剥离率Fig.9㊀Delaminationpercentageofbamboo⁃woodcompositeCLT木材弦向和径向膨胀远大于长度方向的膨胀,且木材的湿胀大于竹材,这会导致胶合界面形成层间剪切正应力㊂但仍有个别试件浸渍剥离率高于标准值,且变异系数较大,考虑因素:竹篾层积材孔隙较多,有效胶合面积小,且橡胶木本身胶合性能较差,其干缩应力大于胶合强度导致试件剥离;较低胶合压力下,胶黏剂渗透木材较浅,胶层较厚,会导致更多的胶接面直接暴露于水中导致浸渍剥离率增加㊂此外,PUR可以和水发生化学反应,所以使用PUR作为CLT胶黏剂时,适当增加压力可提高胶合的耐久性㊂因此,后续将对竹篾层积材孔隙率及胶合工艺参数做进一步研究㊂3㊀结㊀论通过对新型竹木复合CLT强轴方向的弯曲模量㊁弯曲强度㊁剪切强度㊁胶合质量及胶层的耐候耐久性系统地测评和剖析,结果表明,利用竹篾层积材与橡胶木层板单元制备竹木复合CLT是可行的㊂主要结论如下:1)竹篾层积材㊁橡胶木规格材所制备的竹木复合CLT主要性能测试值均能达到ANSIAPAPRG320-2019和LY/T3039 2018等标准的相关要求㊂2)用单组份PUR胶黏剂制备的竹木复合CLT符合建筑和结构工程使用时对竹木复合CLT胶合耐久性的要求㊂其干态下胶层剪切强度均值为3.25MPa,真空加压状态下均值为1.15MPa,较干态下降了65%,说明环境湿度变化对竹木复合CLT胶合质量影响很大㊂3)竹木复合CLT梁的平均弹性模量是9631MPa,平均抗弯强度是44.7MPa,均高于其他以橡胶木和竹篾层积材为层板原料制备的CLT,且破坏模式没有平行层拉伸断裂破坏㊂证明将竹材放在CLT表面能充分发挥竹材弯曲强度较高的优势,使得三层竹木复合CLT的弯曲性能得到充分保障㊂4)三层竹木复合CLT(CLTBWB)在竹材层板厚度为35mm时就能达到纯木CLTWWW层板厚度为40mm时的承载刚度要求,因此竹木复合CLT不仅可充分利用竹材优势,减少CLT的板厚,还可推进CLT生产原料的国产化㊂致谢:对宁波中加低碳新技术研究院有限公司为本项目提供试验场所,以及浙江大学(宁海)生物质材料和碳中和建设联合研究中心为本项目提供竹篾层积材表示感谢,同时感谢宁波中加低碳新技术研究院有限公司员工对本项目研究的支持和建议㊂94林业工程学报第8卷参考文献(References):[1]曹瑜,王韵璐,王正,等.国外正交胶合木建筑技术的应用与研究进展[J].林产工业,2016,43(12):3-7.DOI:10.19531/j.issn1001-5299.2016.12.001.CAOY,WANGYL,WANGZ,etal.Applicationandresearchprogressofoverseascross⁃laminatedtimber(CLT)construction[J].ChinaForestProductsIndustry,2016,43(12):3-7.[2]张婷婷,孙巧,孙雪敏,等.正交胶合木的研究现状及国产化展望[J].林业机械与木工设备,2017,45(1):4-7.DOI:10.13279/j.cnki.fmwe.2017.0001.ZHANGTT,SUNQ,SUNXM,etal.Researchstatusandlo⁃calizationprospectsofcross⁃laminatedtimber[J].ForestryMa⁃chinery&WoodworkingEquipment,2017,45(1):4-7.[3]张齐生,孙丰文.竹木复合结构是科学合理利用竹材资源的有效途径[J].林产工业,1995,22(6):4-6.DOI:10.19531/j.issn1001-5299.1995.06.002.ZHANGQS,SUNFW.Bamboo⁃woodcompositestructureisaneffectivewaytomakescientificandrationaluseofbamboore⁃sources[J].ChinaForestProductsIndustry,1995,22(6):4-6.[4]张齐生,孙丰文.竹木复合集装箱底板的研究[J].林业科学,1997,33(6):546-554.ZHANGQS,SUNFW.Astudyonbamboowoodcompositeboardforcontainerfloor[J].ScientiaSilvaeSinicae,1997,33(6):546-554.[5]张齐生,朱一辛,蒋身学,等.结构用竹木复合空心板的初步研究[J].林产工业,1997,24(3):6-9.DOI:10.19531/j.issn1001-5299.1997.03.003.ZHANGQS,ZHUYX,JIANGSX,etal.Preliminarystudyonbamboo⁃woodcompositehollowslabforstructure[J].ChinaForestProductsIndustry,1997,24(3):6-9.[6]王志强,付红梅,戴骁汉,等.不同树种木材复合交错层压胶合木的力学性能[J].中南林业科技大学学报,2014,34(12):141-145.DOI:10.14067/j.cnki.1673-923x.2014.12.025.WANGZQ,FUHM,DAIXH,etal.Experimentalstudyonmechanicalpropertiesofcross⁃laminatedtimberwithdifferenttreespecieswood[J].JournalofCentralSouthUniversityofForestry&Technology,2014,34(12):141-145.[7]WEIPX,WANGBJ,WANGLB,etal.Anexploratorystudyofcompositecross⁃laminatedtimber(CCLT)madefrombambooandhemlock⁃firmix[J].BioResources,2019,14(1):2160-2170.DOI:10.15376/biores.14.1.2160-2170.[8]WEIPX,WANGBJ,LIH,etal.Performanceevaluationofanovelcross⁃laminatedtimbermadefromflattenedbambooandwoodlumber[J].BioResources,2021,16(3):5187-5202.DOI:10.15376/biores.16.3.5187-5202.[9]LIH,WANGBJ,WANGLB,etal.Characterizingengineeringperformanceofbamboo⁃woodcompositecross⁃laminatedtimbermadefrombamboomat⁃curtainpanelandhem⁃firlumber[J].CompositeStructures,2021,266:113785.DOI:10.1016/j.compstruct.2021.113785.[10]张齐生,王建和,李瑜,等.轻质高强木或竹基层积复合预制板或梁:CN101817189B[P].2015-12-02.ZHANGQS,WANGJH,LIY,etal.Lightweighthighstrengthwoodorbamboobaselaminatedcompositeprecastslaborbeamandmanufacturingmethodthereof:CN101817189B[P].2015-12-02.[11]刘秀英,蒋明亮.中国橡胶木加工利用调查[J].木材工业,1997,11(5):6-8.DOI:10.19455/j.mcgy.1997.05.002.LIUXY,JIANGML.CurrentsituationofrubberwoodprocessingandutilizationtechnologyinChina[J].ChinaWoodIndustry,1997,11(5):6-8.[12]陈绪和,郭焰明.橡胶木加工利用现状和展望[J].世界林业研究,1994,7(4):42-47.DOI:10.13348/j.cnki.sjlyyj.1994.04.009.CHENXH,GUOYM.Thestateandoutlookofprocessingandutilizationofrubbertreewood[J].WorldForestryResearch,1994,7(4):42-47.[13]王韵璐,曹瑜,王正,等.加拿大铁杉正交胶合木弯曲性能预测与评估[J].林产工业,2017,44(7):15-20.DOI:10.19531/j.issn1001-5299.201707004.WANGYL,CAOY,WANGZ,etal.PredictionandassessmentofCanadianhemlockCLTbendingperformance[J].ChinaForestProductsIndustry,2017,44(7):15-20.[14]SIKORAKS,MCPOLINDO,HARTEAM.Effectsofthethicknessofcross⁃laminatedtimber(CLT)panelsmadefromIrishSitkaspruceonmechanicalperformanceinbendingandshear[J].ConstructionandBuildingMaterials,2016,116:141-150.DOI:10.1016/j.conbuildmat.2016.04.145.[15]谢文博,王正,高子震,等.正交胶合木(CLT)性能测试及其分析[J].林产工业,2018,45(10):40-45.DOI:10.19531/j.issn1001-5299.201810009.XIEWB,WANGZ,GAOZZ,etal.Performancetestandanal⁃ysisofcross⁃laminatedtimber(CLT)[J].ChinaForestProductsIndustry,2018,45(10):40-45.[16]WANGJB,WEIPX,GAOZZ,etal.Theevaluationofpanelbondqualityanddurabilityofhem⁃fircross⁃laminatedtimber(CLT)[J].EuropeanJournalofWoodandWoodProducts,2018,76(3):833-841.DOI:10.1007/s00107-017-1283-7.[17]卫佩行,王建和,郭叶莹子,等.层积结构对加拿大铁杉三层胶合木典型力学性能的影响[J].林业工程学报,2023,8(1):59-65.DOI:10.13360/j.issn.2096-1359.202203037.WEIPX,WANGJH,GUOYYZ,etal.Theinfluenceoflam⁃inatedstructureonthetypicalmechanicalpropertiesofCanadahemlockplywood[J].JournalofForestryEngineering,2023,8(1):59-65.[18]王建和,卫佩行,高子震,等.加拿大西部铁杉正交胶合木胶合性能与耐久性初探[J].林产工业,2017,44(4):12-15.DOI:10.19531/j.issn1001-5299.201704003.WANGJH,WEIPX,GAOZZ,etal.PreliminaryinvestigationofhemlockCLTbondingperformanceanddurability[J].ChinaForestProductsIndustry,2017,44(4):12-15.(责任编辑㊀莫弦丰)05。

建筑建材领域“以竹代塑”工程材料研究现状与发展趋势目录1. 内容概要 (2)1.1 研究背景 (2)1.2 研究意义 (3)1.3 文献综述 (5)2. 竹材及其特性 (6)2.1 竹材组成与结构 (7)2.2 竹材特性比较 (8)2.3 竹材资源分布 (9)3. 塑料材料对环境的影响 (10)3.1 塑料的产生与应用 (11)3.2 塑料的环境问题 (12)3.3 塑料回收与替代方案 (13)4. “以竹代塑”工程材料研究 (15)4.1 竹材在工程中的应用 (16)4.2 竹材改性技术 (17)4.3 竹塑复合材料 (18)4.4 竹材在建筑领域的创新应用 (20)5. 现有研究进展 (21)5.1 竹材建材的研发进展 (22)5.2 竹材与塑料的替代性研究 (23)5.3 竹材建材的性能测试 (25)6. 发展策略与展望 (26)6.1 技术研发需求 (27)6.2 政策支持与市场前景 (29)6.3 国际合作与技术交流 (30)1. 内容概要我们将对竹这种天然资源的优势,尤其是在建筑建材领域替代塑料材料方面的潜力进行详细分析。
同时,也将介绍目前国内外已有的竹基工程材料种类、应用案例和技术路线。
我们会深入探讨竹基工程材料发展所面临的挑战,包括竹材加工技术、性能优化、生产规模化和规范标准体系建立等方面。
基于现状分析和挑战展望,我们将对竹基工程材料未来发展趋势进行预测,包括材料多功能化、性能提升、应用领域扩展、产业链完善等方面,并为其未来的发展提出建议和展望。
以竹代塑是可持续发展的重要方向,竹基工程材料将为建筑行业提供更环保、更优质的绿色解决方案,并推动竹产业的转型升级。
1.1 研究背景在全球范围内,塑料污染问题的日趋严峻引发了各界关注。
传统塑料产品的广泛应用带来了废弃塑料的累积和排放到自然环境中,导致严重的生态问题。
化石燃料资源的枯竭以及石油基塑料在生产过程中排放的大量温室气体和高能耗问题,也对人类的可持续发展构成了巨大威胁。

竹材加工与利用技术作业指导书第1章竹材基础知识 (3)1.1 竹子的分类与分布 (3)1.2 竹材的物理与化学性质 (4)1.3 竹材的力学功能 (4)第2章竹材采集与预处理 (5)2.1 竹材采集技术 (5)2.1.1 选择竹材 (5)2.1.2 采伐工具 (5)2.1.3 采伐方法 (5)2.1.4 采伐时间 (5)2.1.5 采伐后处理 (5)2.2 竹材预处理方法 (5)2.2.1 竹材切割 (5)2.2.2 竹材去皮 (5)2.2.3 竹材蒸煮 (5)2.2.4 竹材漂白 (5)2.2.5 竹材干燥 (5)2.3 竹材储存与运输 (5)2.3.1 竹材储存 (6)2.3.2 竹材堆放 (6)2.3.3 竹材运输 (6)2.3.4 竹材装卸 (6)第3章竹材切割与加工 (6)3.1 竹材切割技术 (6)3.1.1 切割前的准备 (6)3.1.2 竹材切割方法 (6)3.1.3 切割注意事项 (6)3.2 竹材锯切与刨光 (6)3.2.1 锯切 (6)3.2.2 刨光 (7)3.2.3 锯切与刨光注意事项 (7)3.3 竹材表面处理 (7)3.3.1 表面处理方法 (7)3.3.2 表面处理注意事项 (7)第4章竹材胶合技术 (7)4.1 胶黏剂的选择与应用 (7)4.1.1 胶黏剂类型 (7)4.1.2 胶黏剂功能要求 (7)4.1.3 胶黏剂的应用 (8)4.2 竹材胶合工艺 (8)4.2.1 胶合前的准备 (8)4.2.3 胶合工艺参数 (8)4.3 胶合质量检测与控制 (8)4.3.1 胶合强度检测 (8)4.3.2 外观质量检测 (8)4.3.3 胶合质量控制 (8)第5章竹集成材加工技术 (9)5.1 竹集成材概述 (9)5.2 竹集成材加工工艺 (9)5.2.1 原料准备 (9)5.2.2 干燥 (9)5.2.3 胶合 (9)5.2.4 热压 (9)5.2.5 精加工 (9)5.3 竹集成材表面装饰 (9)5.3.1 涂饰 (9)5.3.2 贴膜 (10)5.3.3 烫印 (10)5.3.4 镀膜 (10)5.3.5 烤漆 (10)第6章竹编工艺技术 (10)6.1 竹编基础知识 (10)6.1.1 竹编材料的选择 (10)6.1.2 竹编工具及设备 (10)6.1.3 竹编基本技法 (10)6.2 竹编工艺流程 (10)6.2.1 竹材处理 (10)6.2.2 编织 (10)6.2.3 后期处理 (11)6.3 竹编产品设计与应用 (11)6.3.1 竹编产品设计 (11)6.3.2 竹编产品应用 (11)6.3.3 竹编产品市场与发展 (11)第7章竹塑复合材料加工技术 (11)7.1 竹塑复合材料概述 (11)7.2 竹塑复合材料的制备工艺 (11)7.2.1 竹材预处理 (11)7.2.2 竹纤维制备 (12)7.2.3 塑料基体选择 (12)7.2.4 混合与成型 (12)7.2.5 后处理 (12)7.3 竹塑复合材料的应用 (12)第8章竹材环保利用技术 (12)8.1 竹材废料处理与利用 (12)8.1.2 竹材废料处理方法 (13)8.1.3 竹材废料利用途径 (13)8.2 竹材生物质能源开发 (13)8.2.1 竹材生物质能源特点 (13)8.2.2 竹材生物质能源转化技术 (13)8.2.3 竹材生物质能源应用 (13)8.3 竹材环保产品应用 (13)8.3.1 环保型竹制品 (13)8.3.2 竹基复合材料 (13)8.3.3 竹材环保产品市场前景 (13)第9章竹材加工设备与维护 (13)9.1 竹材加工设备选型 (14)9.1.1 设备选型原则 (14)9.1.2 设备选型方法 (14)9.2 设备操作与维护 (14)9.2.1 设备操作 (14)9.2.2 设备维护 (14)9.3 设备故障排除与维修 (15)9.3.1 故障排除 (15)9.3.2 维修技巧 (15)第10章竹材产品质量检测与认证 (15)10.1 竹材产品质量标准 (15)10.1.1 概述 (15)10.1.2 我国竹材产品质量标准体系 (15)10.1.3 主要竹材产品标准 (15)10.2 竹材产品检测方法 (15)10.2.1 检测方法概述 (15)10.2.2 物理功能检测 (16)10.2.3 力学功能检测 (16)10.2.4 化学功能检测 (16)10.2.5 生物功能检测 (16)10.3 竹材产品认证与评价体系 (16)10.3.1 认证与评价体系概述 (16)10.3.2 我国竹材产品认证制度 (16)10.3.3 竹材产品评价方法 (16)10.3.4 竹材产品绿色认证 (16)10.3.5 竹材产品质量追溯体系 (16)第1章竹材基础知识1.1 竹子的分类与分布竹子,作为禾本科竹亚科植物,具有丰富的种类和广泛的分布。
竹木复合单板层积材制备工艺嘿,朋友们!今天咱来聊聊竹木复合单板层积材制备工艺,这可有意思啦!你看啊,竹木就像一对好兄弟,要想让它们完美结合,那可得下一番功夫呢!首先得把竹子和木材都准备好,这就好比做菜前要把食材备好一样。
竹子要挑那种直直的、结实的,木材呢,也得是质量上乘的。
然后呢,就是切片啦!把竹子和木材切成薄薄的单板,这就像是给它们来个“瘦身计划”。
可别小看这一步,切得不好可就影响后面的效果啦!就好像一件衣服,如果裁剪得歪歪扭扭,那做出来能好看吗?接着就是关键的复合环节啦!把竹单板和木单板一层一层地叠起来,就跟搭积木似的。
这可得细心点,要让它们紧紧地贴在一起,不能有缝隙哦,不然这“房子”可就不牢固啦!在这个过程中,胶水可是个重要的角色,就像把积木粘在一起的胶水一样,得选好的,才能保证它们稳稳当当的。
再之后就是压制啦!把叠好的单板放在压机里,用力压一压,让它们更加紧密地结合在一起。
这就好像给它们来个“拥抱”,让它们感情更深。
等压制好了,这竹木复合单板层积材可就初步成型啦!但还没完事儿呢,还得进行一些修整和处理,把边边角角弄整齐,让它看起来更漂亮。
这就像是给一个人打扮一样,得精心打理才能出效果呀!你说这竹木复合单板层积材制备工艺神奇不神奇?它把竹子和木材的优点都结合起来了,既结实又环保。
这就像一个优秀的团队,每个人都发挥自己的长处,共同创造出好的成果。
咱平时用的好多东西可能都有竹木复合单板层积材的身影呢!你想想,要是没有这么好的工艺,那我们的生活得多无趣呀!所以说呀,这工艺可太重要啦!这就是竹木复合单板层积材制备工艺,它看似简单,实则蕴含着大大的智慧呢!咱得好好珍惜这来之不易的成果,好好利用它们,让我们的生活更加美好,更加丰富多彩!怎么样,朋友们,是不是对这工艺有了更深的了解啦?。
竹木复合板与竹木复合层积材的抗弯性能武秀明,孙正军*,许敏敏,覃道春,宋光喃(国际竹藤中心,北京100102)摘要:采用成熟的竹木复合集装箱底板制造工艺,根据不同的组坯方式,用竹帘及杨木单板压制成竹木复合板和竹木复合层积材。
该工艺的创新点在于只将杨木单板浸胶,而竹帘直接干燥铺装,以减少人工操作对竹帘的破坏。
通过研究两种板的抗弯性能,发现其顺向抗弯性能非常好,可将其分别作为集装箱底板和建筑结构用材。
此外,针对竹木复合板性能不稳定的问题提出了改进方案。
关键词:竹木复合板;竹木复合层积材;弯曲强度;弯曲模量中图分类号:TS 612文献标识码:A文章编号:2095-2953(2014)06-0018-03Flexural Performance of Bamboo-wood Composite Boards andBamboo-wood Composite LVLWU Xiu-ming,SUN Zheng-jun*,XU Min-min,QIN Dao-chun,SONG Guang-nan(International Centre for Bamboo and Rattan,Beijing 100102,China )Abstract :Using mature bamboo-wood composite container floor manufacturing process and according to different assembly modes,bamboo-wood composite plate and laminated bamboo-wood composite lumber are made by using bamboo curtains and poplar veneers.The innovation point of the process is that only the poplar veneer is dipped in the glue and the bamboo curtains are directly dried and paved to reduce the damage to bamboo curtains caused by artificial operation.The study on the flexural performances of the two kinds of boards shows that they have excellent forward bending performances and can be directly used as materials for container floors and building structural material.Besides,an improvement plan for solving the instability of bamboo-wood composite boards is presented.Key words :bamboo-wood composite board;bamboo-wood composite LVL;modulus of rupture;bending modulus近年来,随着竹木复合结构材料在汽车、船舶、铁路、车辆制造及建筑业等领域的广泛应用,人们也越来越重视对竹木复合结构材料的研究。