各種鐵芯材料命名規則方法
(一)大冶鐵芯命名規則及方法﹕
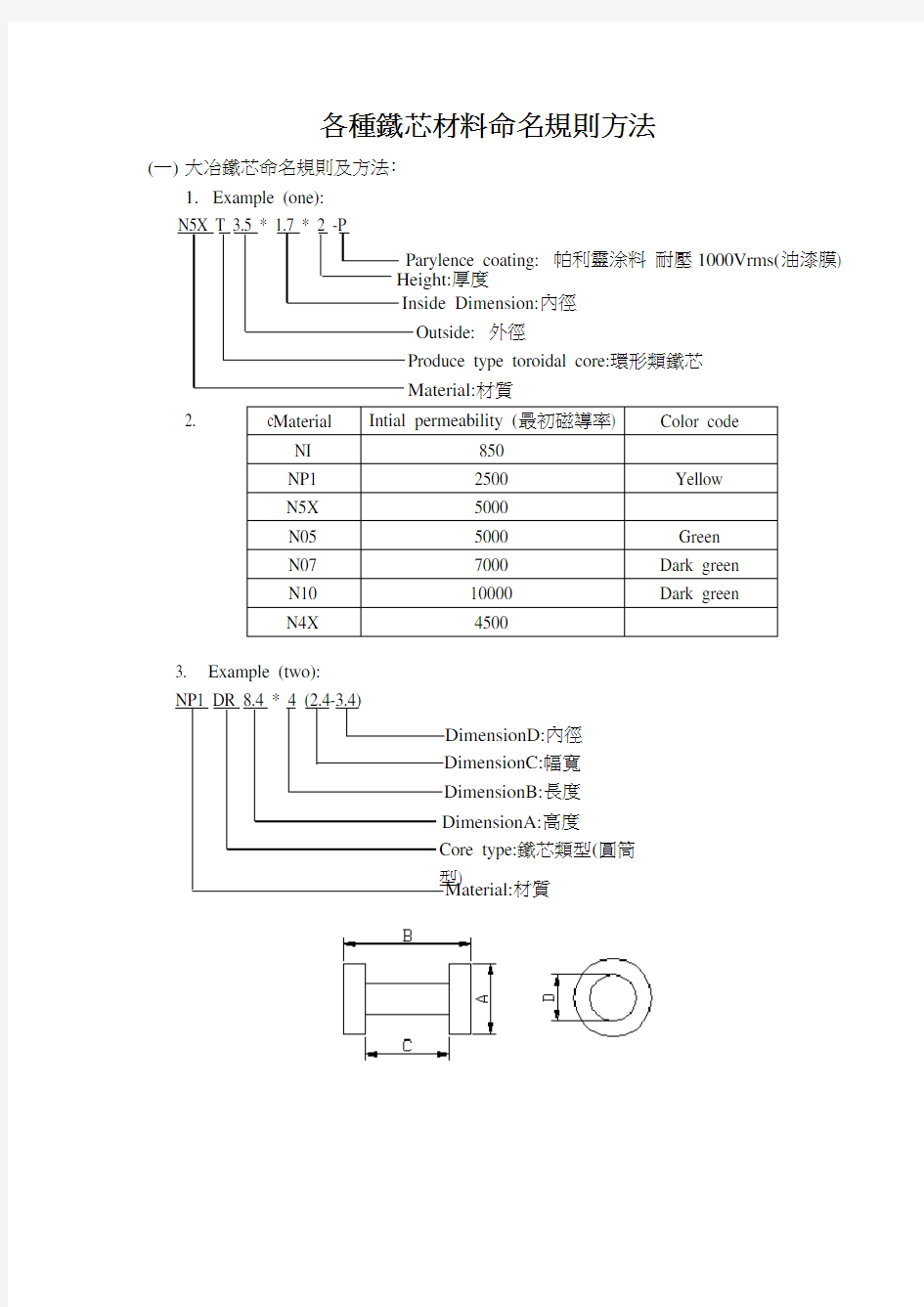
1.Example (one):
N5X T 3.5 * 1.7 * 2 -P
2. c
3. Example (two):
NP1 DR 8.4 * 4 (2.4-3.4)
Material Intial permeability (最初磁導率) Color code
NI 850
NP1 2500 Yellow
N5X 5000
N05 5000 Green
N07 7000 Dark green
N10 10000 Dark green
N4X 4500
Parylence coating: 帕利靈涂料耐壓1000Vrms(油漆膜)
Height:厚度
Inside Dimension:內徑
外徑
Produce type toroidal core:環形類鐵芯
Material:材質
內徑
DimensionC:幅寬
DimensionB:長度
DimensionA:高度
Core type:鐵芯類型(圓筒
型)
材質
(二) 邁拓鐵芯命名規則﹕
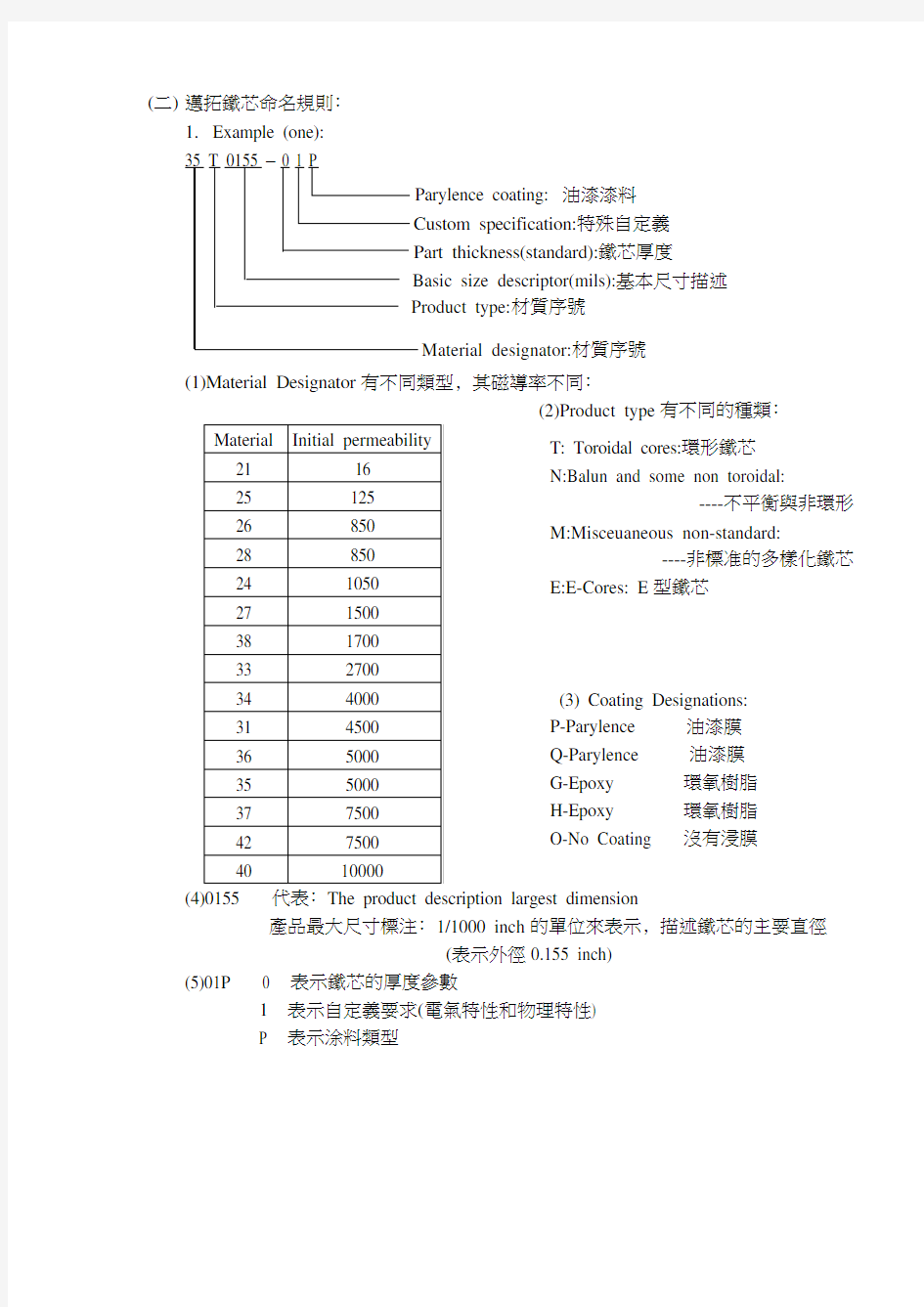
1. Example (one):
(1)Material Designator 有不同類型﹐其磁導率不同﹕
(2)Product type 有不同的種類﹕
產品最大尺寸標注﹕1/1000 inch 的單位來表示﹐描述鐵芯的主要直徑 (表示外徑0.155 inch)
(5)01P 0 表示鐵芯的厚度參數
1 表示自定義要求(電氣特性和物理特性) P 表示涂料類型
油漆漆料 特殊自定義 鐵芯厚度 基本尺寸描述 材質序號 Material designator:材質序號
T: Toroidal cores:環形鐵芯
N:Balun and some non toroidal:
----不平衡與非環形 M:Misceuaneous non-standard:
----非標准的多樣化鐵芯
E:E-Cores: E 型鐵芯
(3) Coating Designations: P-Parylence 油漆膜 Q-Parylence 油漆膜 G-Epoxy 環氧樹脂 H-Epoxy 環氧樹脂 O-No Coating 沒有浸膜
(三) 日華鐵芯﹕
(1) .Example (one):
(四) 德特蒙鐵芯命名規則﹕
(1).Example (one): –
Coating:涂料類型(油漆膜) Product Class:鐵芯種類 Item Type:項目類型 Inside Diameter:內徑 Outside Diameter:外徑 Height:高度
材質
Product Type:鐵芯類型
基本尺寸描述
油漆漆料
(五)美台廠商鐵芯命名規則﹕
(1)Example (one):
(六)緯格廠商鐵芯命名規則﹕
(1)Example (one):
(七)越峰廠商鐵芯命名規則﹕
(1)Example (one):
(八)奇力新鐵芯命名規則﹕
(1)Example (one):
厚度
內徑
外徑
鐵芯類型
厚度
內徑
(環形)
材質
外徑
涂料類型
厚度
內徑
外徑
(環形)
材質)
涂料類型
厚度
內徑
外徑
(環形)
材質)
(九) TOMITA PERRITE 命名規則﹕
(1) Example (one):
(2) 鐵芯類型有﹕E1/EE/EE&E1/EP/RM/uu/u1/EER/PP/PC/TR
(3) Example (two):
Length(A):長度(A 寸法) Type:形狀 Material:材質
沒有中間孔 Length:長度 RM 形狀 材質
数控刀具命名规则-及牌号(材质)详情
数控刀具型号编号规则——山特维克 事例:CNMG120408-PM 4205 C:刀片形状,菱形80 N:刀片后脚,负角型刀片 M:公差 G:刀片类型 PM:刀片槽形 4205:刀片牌号(材质) GC4205(HC)–P05(P01-P15) CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。能承受高温,并且不会降低干湿加工应用中的刃线安全性。 1.
2.
刀片牌号(车削)用于普通车削的牌号
----P钢、铸钢、长切屑可锻铸铁。 基本牌号 CT5015(HT)–P10(P01-P20) 具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号。新型配方提高了韧性。用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。fnxap<0.35mm2 GC1125(HC)–M25(M10-M30 PVD涂层微颗粒硬质合金。推荐用于中等到低切削速度下各种不锈钢的精加工。锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。其很高的耐热冲击性能适用于轻间断切削。 GC1525(HC)-P15(P05-P25)
PVD涂层金属陶瓷牌号。具有优良的耐磨损性和刃口韧性。用于低碳钢和低合金钢的精加工和半精加工。适用于中等和高切削速度下要求高表面质量的场合。fnxap<0.35mm2 GC4205(HC)–P05(P01-P15 CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。能承受高温,并且不会降低干湿加工应用中的刃线安全性。 GC4215(HC)-P15(P01-P30) 用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。 GC4225(HC)-P25(P10-P40
纳米材料的研究属于一种微观上的研究,纳米是一个十分小的尺度,而一些物质在纳米级别这个尺度,往往会表现出不同的特性。纳米技术就是对此类特性进行研究、控制。那么,关于纳米材料的特性及相关应用有哪些呢?下面就来为大家例举介绍一下。 一、纳米材料的特性 当粒子的尺寸减小到纳米量级,将导致声、光、电、磁、热性能呈现新的特性。比方说:被广泛研究的II-VI族半导体硫化镉,其吸收带边界和发光光谱的峰的位置会随着晶粒尺寸减小而显著蓝移。按照这一原理,可以通过控制晶粒尺寸来获得不同能隙的硫化镉,这将大大丰富材料的研究内容和可望获得新的用途。我们知道物质的种类是有限的,微米和纳米的硫化镉都是由硫和镉元素组成的,但通过控制制备条件,可以获得带隙和发光性质不同的材料。也就是说,通过纳米技术获得了全新的材料。纳米颗粒往往具有很大的比表面积,每克这种固体的比表面积能达到几百甚至上千㎡,这使得它们可作为高活性的吸附剂和催化剂,在氢气贮存、有机合成和环境保护等领域有着重要的应用前景。对纳米体材料,我们可以用“更轻、更高、更强”这六个字来概括。“更轻”是指借助于纳米材料和技术,我们可以制备体积更小性能不变甚至更好的器件,减小器件的体
积,使其更轻盈。如现在小型化了的计算机。“更高”是指纳米材料可望有着更高的光、电、磁、热性能。“更强”是指纳米材料有着更强的力学性能(如强度和韧性等),对纳米陶瓷来说,纳米化可望解决陶瓷的脆性问题,并可能表现出与金属等材料类似的塑性。 二、纳米材料的相关应用 1、纳米磁性材料 在实际中应用的纳米材料大多数都是人工制造的。纳米磁性材料具有十分特别的磁学性质,纳米粒子尺寸小,具有单磁畴结构和矫顽力很高的特性,用它制成的磁记录材料不仅音质、图像和信噪比好,而且记录密度比γ-Fe2O3高几十倍。超顺磁的强磁性纳米颗粒还可制成磁性液体,用于电声器件、阻尼器件、旋转密封及润滑和选矿等领域。 2、纳米陶瓷材料 传统的陶瓷材料中晶粒不易滑动,材料质脆,烧结温度高。纳米陶瓷的晶粒尺寸小,晶粒容易在其他晶粒上运动,因此,纳米陶瓷材料具有极高的强度和高韧性以及良好的延展性,这些特性使纳米陶瓷材料可在常温或次高温下进行冷加工。如果在次高温下将纳米陶瓷颗粒加工成形,然后做表面退火处理,就可以使
各国晶体三极管型号命名方法 1、中国半导体器件型号命名方法 半导体器件型号由五部分(场效应器件、半导体特殊器件、复合管、PIN型管、激光器件的型号命名只有第三、四、五部分)组成。五个部分意义如下: 第一部分:用数字表示半导体器件有效电极数目。2-二极管、3-三极管 第二部分:用汉语拼音字母表示半导体器件的材料和极性。表示二极管时:A-N型锗材料、B-P型锗材料、C-N型硅材料、D-P型硅材料。表示三极管时:A-PNP型锗材料、B-NPN 型锗材料、C-PNP型硅材料、D-NPN型硅材料。 第三部分:用汉语拼音字母表示半导体器件的内型。P-普通管、V-微波管、W-稳压管、C-参量管、Z-整流管、L-整流堆、S-隧道管、N-阻尼管、U-光电器件、K-开关管、X-低频小功率管(F<3MHz,Pc<1W)、G-高频小功率管(f>3MHz,Pc<1W)、D -低频大功率管(f<3MHz,Pc>1W)、A-高频大功率管(f>3MHz,Pc>1W)、T-半导体晶闸管(可控整流器)、Y-体效应器件、B-雪崩管、J-阶跃恢复管、CS-场效应管、BT-半导体特殊器件、FH-复合管、PIN-PIN型管、JG-激光器件。 第四部分:用数字表示序号 第五部分:用汉语拼音字母表示规格号 例如:3DG18表示NPN型硅材料高频三极管 2、日本半导体分立器件型号命名方法 日本生产的半导体分立器件,由五至七部分组成。通常只用到前五个部分,其各部分的符号意义如下: 第一部分:用数字表示器件有效电极数目或类型。0-光电(即光敏)二极管三极管及上述器件的组合管、1-二极管、2三极或具有两个pn结的其他器件、3-具有四个有效电极或具有三个pn结的其他器件、┄┄依此类推。 第二部分:日本电子工业协会JEIA注册标志。S-表示已在日本电子工业协会JEIA注册登记的半导体分立器件。 第三部分:用字母表示器件使用材料极性和类型。A-PNP型高频管、B-PNP型低频管、C-NPN型高频管、D-NPN型低频管、F-P控制极可控硅、G-N控制极可控硅、H-N基极单结晶体管、J-P沟道场效应管、K-N沟道场效应管、M-双向可控硅。 第四部分:用数字表示在日本电子工业协会JEIA登记的顺序号。两位以上的整数-从“11”开始,表示在日本电子工业协会JEIA登记的顺序号;不同公司的性能相同的器件可以使用同一顺序号;数字越大,越是近期产品。 第五部分:用字母表示同一型号的改进型产品标志。A、B、C、D、E、F表示这一器件是原型号产品的改进产品。 3、美国半导体分立器件型号命名方法 美国晶体管或其他半导体器件的命名法较混乱。美国电子工业协会半导体分立器件命名方法如下: 第一部分:用符号表示器件用途的类型。JAN-军级、JANTX-特军级、JANTXV-超特军级、JANS-宇航级、(无)-非军用品。 第二部分:用数字表示pn结数目。1-二极管、2=三极管、3-三个pn结器件、n-n个pn 结器件。 第三部分:美国电子工业协会(EIA)注册标志。N-该器件已在美国电子工业协会(EIA)注册登记。
第二章铁芯制造工艺 第一节裁剪 一、剪切 剪切就是指用剪床与剪刀加工工件的工作。按照剪刀的安装方法,分为平口剪与斜口剪两种。平口剪的上下剪刃平行,一般用于剪切窄而厚的材料。斜口剪的上刀刃相对下刀刃有一个斜角。用于剪切宽而薄的板料。由于斜口剪上剪刃只有一点与板材接触,随着上刀刃下降,逐渐将板材剪成两部分;而平口剪剪刀全部与板材接触,在全宽范围内一下剪成两部分,因而斜口剪比平口剪省力,所以现在几乎全部采用斜口剪。由于斜口剪上剪刃与下剪刃有斜角φ,因而在侧向产生一个推力,所以角第一不宜过大,一般在10°~15°;第二在剪切时,在剪刃开口的一边加一挡料板,其用途有两点;一就是档料与抵消推力,二就是用作剪切定位,如图1-1a所示。 图1-1 斜口剪切示意图 a)斜口剪切示意图b)剪刃形状及有关角度图1-1b所示为剪刃形状的有关角度,其中δ角称为剪刃角,它就是直接影响刀刃的强度、锐利程度、剪切力大小与剪切质量好坏的重要因素。剪切硅钢片时,根据剪刀材质的不同,可在75°~85°之间选择。 为了减少剪刃上部与材料之间的摩擦,在上下剪刃靠近材料一侧,磨出一个1、5°~3°的后角α。 为了减少剪刃与剪切后的材料见的摩擦起见,在垂直材料的方向上,对上下刀刃各磨出一个1°~1、5°的前角γ。刃角δ为β角与前角γ之差。 由于卷料硅钢片的问世,原有的一般剪床已无法加工,因而产生了用圆盘滚刀来进行剪切,这就就是滚剪。滚剪刀具理论上后角α=0°,前角γ=0°。实际在刃磨时,后角α=0°,前角γ=1°,上下刃重合度为板厚的50%~70%,间隙为板厚的2、5%~5%。 剪切可按剪切刃与冷轧钢带的轧制方向的相对位置来分。在硅钢带剪切中,一般可分为纵剪、90°横剪与45°剪三种。 纵剪,就就是采用上述的圆盘滚剪刀,在纵滚生产线上。沿冷轧硅钢带的轧制方向,
各种产品等级 ?. SK = 玻纤增强的树脂 ?. S=未增强树脂 ?. LW = 低翘曲树脂 ?. T=增韧树脂 ?. ST = 超韧级别 ?. HR= 抗水解改良 词尾 ?. HF=高流动 ?. FR=UL-94 V-0 树脂 Delrin. POM 多数Delrin. 产品被编码以3 个或4 个数字以第一数字(如果3 数字共计) 或第一2 个数字(如果4 个数字共计) 近似地代表融解流速的. (使用ISO1133标准 , 与2 .16 KG装载, g/10min) 。因而, 100系列是黏度最高的系列(或最低的融指), 300, 500, 900,以此类推流动性越来越高。 多数等级被编码正如每以下例子: Delrin. 500P NC010 Delrin. - 产品系列和注册商标 500 -产品编码 P - 词尾 NC010 .-颜色代码 编码.-特例 X00 系列.-经常是“classic”均聚物一般用途等级 X00P 系列.-基于一个改良的热量稳定系统; 这些通用级别的均聚牌号有在更大的范围内更好的稳定性。 X11P 系列.-同P一样经热稳定改良,在通用均聚物和改良级别中提高了结晶成型周期, 降低模具收缩, 减少翘曲和的空隙, 并且增强注塑制件的尺寸稳定。X60 系列.-共聚物一般用途等级
X07 系列.-紫外稳定等级。 X27UV 系列.-是热稳定和紫外稳定等级。 X50 系列.-挤出等级 编码.-前缀 DE .-发展或商业代码, 随机号 编码.-后缀含义 AL .-添加先进的润滑剂 Kevlar? 改良 ST .-超韧 P .-热稳定改良 T .-增韧 MT .-半增韧 紫外稳定 抗静电/加硬 抗静电/增韧 ATB .- 抗静电/增韧, 选择级 CM .-X42CM 2次加工成型 AF .-PTFE及 Teflon.填充 CL .-添加化学润滑剂 LM .-可做激光标志 TL .-添加PTFE 润滑剂 GR .-玻纤增强 MF .-矿物填充 E .-低放射性 DP .-尺寸稳定和高产量级 Delrin的颜色代码 NC010 .-自然色为通用等级 NC000 .-自然色为GR 或MF 等级 BK602, 402 .-标准黑代码 BK601, 401 .-黑色防UV级别 BK000 .-黑色代码某些被填充的级别 BKL001 .-可做激光标志的颜色代码(在这种情况下为黑色) ** 注意.-在某些情况下, 可以是没有颜色代码的如500
纳米材料属于纳米技术中的一种,是一种很特殊的材料。物质到纳米尺度以后,大约是在0.1—100纳米这个范围空间,物质的性能就会发生突变,出现特殊性能。纳米材料指的就是这种尺度达到纳米单位的、具备特殊性能的材料。它在现实生活中的应用广泛,包含以下几点: 1、纳米磁性材料 在实际中应用的纳米材料大多数都是人工制造的。纳米磁性材料具有十分特别的磁学性质,纳米粒子尺寸小,具有单磁畴结构和矫顽力很高的特性,用它制成的磁记录材料不仅音质、图像和信噪比好,而且记录密度比γ-Fe2O3高几十倍。超顺磁的强磁性纳米颗粒还可制成磁性液体,用于电声器件、阻尼器件、旋转密封及润滑和选矿等领域。 2、纳米陶瓷材料 传统的陶瓷材料中晶粒不易滑动,材料质脆,烧结温度高。纳米陶瓷的晶粒尺寸小,晶粒容易在其他晶粒上运动,因此,纳米陶瓷材料具有极高的强度和高韧性以及良好的延展性,这些特性使纳米陶瓷材料可在常温或次高温下进行冷加工。如果在次高温下将纳米陶瓷颗粒加工成形,然后做表面退火处理,就可以使纳米材料成为一种表面保持常规陶瓷材料的硬度和化学稳定性,而内部仍具有纳
米材料的延展性的高性能陶瓷。 3、纳米传感器 纳米二氧化锆、氧化镍、二氧化钛等陶瓷对温度变化、红外线以及汽车尾气都十分敏感。因此,可以用它们制作温度传感器、红外线检测仪和汽车尾气检测仪,检测灵敏度比普通的同类陶瓷传感器高得多。 4、纳米倾斜功能材料 在航天用的氢氧发动机中,燃烧室的内表面需要耐高温,其外表面要与冷却剂接触。因此,内表面要用陶瓷制作,外表面则要用导热性良好的金属制作。但块状陶瓷和金属很难结合在一起。如果制作时在金属和陶瓷之间使其成分逐渐地连续变化,让金属和陶瓷“你中有我、我中有你”,便能结合在一起形成倾斜功能材料,它的意思是其中的成分变化像一个倾斜的梯子。当用金属和陶瓷纳米颗粒按其含量逐渐变化的要求混合后烧结成形时,就能达到燃烧室内侧耐高温、外侧有良好导热性的要求。 5、纳米半导体材料 将硅、砷化镓等半导体材料制成纳米材料,具有许多优异性能。例如,纳米半导体中的量子隧道效应使某些半导体材料的电子输运反常、导电率降低,电导热系数也随颗粒尺寸的减小而下降,甚至出现负值。这些特性在大规模集成电路器件、光电器件等领域发挥重要的作用。 利用半导体纳米粒子可以制备出光电转化效率高的、即使在阴雨天也能正常工作的新型太阳能电池。由于纳米半导体粒子受光照射时产生的电子和空穴具有较强的还原和氧化能力,因而它能氧化有毒的无机物,降解大多数有机物,然后生成无毒、无味的二氧化碳、水等,所以,可以借助半导体纳米粒子利用太阳能
提高压缩机效率的关键是降低其空载损耗。空载损耗主要为铁损,铁损是磁滞损与涡流损之和。在频率固定时,涡流损与矽钢片厚度平方成正比,涡流损与磁滞损关键与材料的组织特性(含碳量、含硅量、组织晶粒大小及组织内应力等)有关。矽钢片冷作加工后的热处理是保证其组织特性的关键。 电磁钢板等软磁性材料,其磁导率、矫顽力和磁滞损耗等磁性能具有较强的组织敏感性,冷加工过程中产生的任何应力均使其磁性恶化,为了获得高磁性,硅钢片应该是杂质少(特别是降低碳含量)、晶粒大、无应力。因此去应力成为必要的后续热处理工艺处理。 对于电机定转子这样的特定工件,实际处理工艺应按四阶段进行:首先,上道工序残留在定转子上的油渍,退火时可能在叠片间形成污垢以及对叠片渗碳,导致磁性能降低(矫顽力增大,磁导率降低),因此退火前除油是必需的,这可以通过在400℃时使油渍蒸发和燃烧来完成;其次,在保护气氛下(DX气)进行退火以消除定转子叠片冷加工应力,改善硅钢片的组织结构,恢复硅钢片原有铁磁特性(磁感应强度高,低铁损);使毛刺钝化,改善硅钢片的平整性,电磁钢板去应力退火一般采用不发生α=γ相变的最高温度即850℃左右,硅钢片受其表面涂敷材料(硼酸盐)氧化程度的影响,退火温度在750℃左右;再次,为避免急速冷却产生内应力而导致磁性能下降(以保证组织晶粒长大),应以100℃/h~150℃/h的速度从750℃缓慢冷却至450℃(750℃缓慢冷却至600℃应保证其缓冷速度);再次,450℃的工件转入发蓝炉,在DX气+饱和水蒸气的强制对流气氛下,主要对硅钢片被剪切断面进行发蓝处理,形成以四氧化三铁为主的致密绝缘保护膜,防止定、转子组装前的短期生锈,成为提高电机节能性能不可缺少的工艺。最后,工件在450℃以下转入风冷台快速冷却。
数控刀具型号编号规则——山特维克 事例:CNMG120408-PM 4205 C:刀片形状,菱形80 N:刀片后脚,负角型刀片 M:公差 G:刀片类型 PM:刀片槽形 4205:刀片牌号(材质) GC4205(HC)–P05(P01-P15) CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。能承受高温,并且不会降低干湿加工应用中的刃线安全性。 1. 2.
刀片牌号(车削) 用于普通车削的牌号 ----P钢、铸钢、长切屑可锻铸铁。 基本牌号 CT5015(HT)–P10(P01-P20) 具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号。新型配方提高了韧性。用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。fnxap<0.35mm2
GC1125(HC)–M25(M10-M30 PVD涂层微颗粒硬质合金。推荐用于中等到低切削速度下各种不锈钢的精加工。锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。其很高的耐热冲击性能适用于轻间断切削。 GC1525(HC)-P15(P05-P25) PVD涂层金属陶瓷牌号。具有优良的耐磨损性和刃口韧性。用于低碳钢和低合金钢的精加工和半精加工。适用于中等和高切削速度下要求高表面质量的场合。fnxap<0.35mm2 GC4205(HC)–P05(P01-P15 CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。能承受高温,并且不会降低干湿加工应用中的刃线安全性。 GC4215(HC)-P15(P01-P30) 用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。 GC4225(HC)-P25(P10-P40 CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳的硬度和韧性。此材质能以高金属去除率进行连续切削和间断切削,并且其应用范围极广。 GC4235(HC)-P35(P20-P45 涂层硬质合金牌号,用于工况差时钢和钢铸件的粗加工。梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳硬度和和韧性。刃线高安全性使此牌号能用于以高金属去除率进行的间断切削。 GC3005(HC)-P10(P01-P25 CVD涂层硬质合金牌号,高耐磨涂层与硬基体的结合强度高,可以承受很高的温度。用于高合金钢的高切削速度精加工和半精加工。 补充牌号 GC1025(HC)–P25(P10-P35) PVD涂层微颗晶粒硬质合金牌号。推荐用于要求优良的表面质量时的低碳钢或其它“粘性”材料的精加工。它的高耐热冲击性能使它适用于断续切削。 GC2015(HC)–P25(P20-P30) CVD涂层硬质合金牌号。与槽形相结合提供锋利的切削作用,推荐用于低碳钢和其它“粘性”材料的精加工到轻粗加工。 GC2025(HC)–P35(P25-P40)
b物料命名规范(公司编号和图) 目的:规范公司ERP系统的编码规则,使ERP系统运行有效,符合公司管理要求范围:所有产品料号及公司规范物品、设备、工具 公司现有的物料分类: 物料分类ERP内部编码 NI板卡N A5000 ~ A5171 连接器电子元件 D A1000 ~ A1*** PCB板P A3018 开关电源k A3000 ~ A3202 原材料传感器 C A6000 ~A 6056 物料电线、电缆X A1075 A1079 A1082 A3191 A3188 机箱、机箱内外部配件S A4000 ~ 装固物料:螺丝L A4108 ~ 包装标志物料 B A7053 工具类G A4123 ~ 4127 固定资产JB01 ~ JX01 办公用品Y A7000 ~ A7061 成品T A8000 ~ A8012 物料编码规则: 1.物料编号由名称、规格、型号、材质、产地、品牌、重量、体积、颜色、长度来组成 仓库ERP物料编辑栏里已有种类、规格、单位、厂家,所以名称可使用狭义词+品牌、颜色 比如电源线: 电源线+包尔星克+黑色 也可: 电源线 规格材质长度颜色厂家写多几种物料属性进行描述,说明物料的差异化。名称要简单化
U盘----金士顿----淘宝使用功能一致,通过品牌、供应商区分U盘----闪迪------京东 A7028 A7>办公用品的代码028 >序号
J是固定资产代码B是“笔”记本拼音大写005是序号 编码要求: 命名基本要求: 1、正确性:确定物料名称、规格、型号,做到名称准确,型号清晰简洁 2、同一性:同一物料类别,应采用相同物料名称。 3、名称长度不能超过30个汉字
电机定转子铁芯零件的现代冲压技术 邓卫国 ( 常州机电职业技术学院江苏常州213022 ) [摘要]:介绍在制造电机定转子铁芯零件方面采用高精度、高效率、高寿命模具的现代冲压技术,配合高速冲床,实现高速自动化作业,提高了冲制铁芯零件的尺寸精度和生产效率,在大批量制造电机定转子铁芯零件方面有着非常现实的意义。 [关键词]:定子铁芯转子铁芯自动叠片带回转和扭斜自动冲压高速精密级进模 Modern Stamping Technology Into The Motor Lamination DengWeiGuo ( Tempel (Changzhou) Precision Metal Products Co., Limited Jiangsu Changzhou 213022 ) Abstract This thesis introduces the modern stamping technology on producing the motor laminations, utilizing the dies with high precision, great efficiency and long life, the high speed presses, which has realized high-speed automatization, increased the precision and efficiency of the motor lamination parts, and the technology plays a practical action during volume-producing the motor lamination parts. Keywords:stator stack lam rotor stack lam auto-lamination indexing and skew auto-pressing high-speed precision progressive die 1.引言 现代冲压技术是集设备、模具、材料和工艺等多种技术于一体的高新技术。高速冲压技术是近20年发展起来的先进成形加工技术。电机定转子铁芯零件的现代冲压技术是用高精度、高效率、长寿命、集各工序于一副模具的多工位级进模在高速冲床上进行自动化冲制,其冲制过程是冲制条料从卷料上出来后,先经过校平机进行校平,再通过自动送料装置进行自动送料,然后条料进入模具,可以连续完成冲裁、成形、精整、切边、铁芯自动叠片、带扭斜叠片落料、带回转叠片落料等工序的冲制,到铁芯零件成品从模具中输送出来,整个冲 图1 高速冲床冲制过程 制过程都是在高速冲床上自动完成的,如图1所示。随着电机制造工艺不断发展,现代冲压技术引用到制造电机铁芯方面的工艺方法,现在越来越多地被制造电机厂家所接受,制造电机铁芯的加工手段也越来越先进。在国外,一般先进制造电机厂家,都采用现代冲压技术来 冲制铁芯零件。在国内,用现代冲压技术来冲制铁芯零件的加工方法正在进一步发展起来, 而且这项高新制造技术日趋成熟,在电机制造行业中,这项制造电机工艺的优势已被许多制造电机厂家所重视。用现代冲压技术来冲制铁芯零件与原来用普通模具及设备冲制铁芯零件
杜邦材料命名规则
各种产品等级 Crastin.PBT ?. SK = 玻纤增强的树脂 ?. S=未增强树脂 ?. LW = 低翘曲树脂 ?. T=增韧树脂 ?. ST = 超韧级别 ?. HR= 抗水解改良 词尾 ?. HF=高流动 ?. FR=UL-94 V-0 树脂 Delrin. POM 多数Delrin. 产品被编码以3 个或4 个数字以第一数字(如果3 数字共计) 或第一2 个数字(如果4 个数字共计) 近似地代表融解流速的. (使用ISO1133标准, 与2 .16 KG装载, g/10min) 。因而, 100系列是黏度最高的系列(或最低的融指), 300, 500, 900,以此类推流动性越来越高。 多数等级被编码正如每以下例子: Delrin. 500P NC010 Delrin. - 产品系列和注册商标 500 -产品编码 P - 词尾 NC010 .-颜色代码 编码.-特例 X00 系列.-经常是“classic”均聚物一般用途等级 X00P 系列.-基于一个改良的热量稳定系统; 这些通用级别的均聚牌号有在更大的范围内更好的稳定性。 X11P 系列.-同P一样经热稳定改良,在通用均聚物和改良级别中提高了结晶成型周期, 降低模具收缩, 减少翘曲和的空隙, 并且增强注塑制件的尺寸稳定。
Hytrel.TEEE Hytrel. 高性能和通用级别全部以四位数命名原则命名, 典型的通用级别是在数字前面加G 。前两个数字代表Shore D 硬度。第三个数字代表相对黏度在相同的硬度和等级之内。例如, 如果您比较G5544, 5526, 和5556, 硬度全部是55D 。而G5544 是通用级别。在5526 和5556 之间, 5526 有更低的融指或更高的流动性。第四个数字表示稳定性类型: 0-5 变色和6-9 不变色的。 专业等级, 当加前缀HTR, 根据连续数字体系命名。否则, 遵循上述命名原则。 ?Hytrel. . 3078 .-最软的级别 ?. HTR6108 有最低的渗透性 ?. 5555HS 添加了热稳剂适合用于高温环境 ?. HTR8068 是所有Hytrel.级别中唯一的UL V-0等级。 吹塑级别全部是黑色命名也根据连续数字系统。 DYM 等级是全部染黑的, 并且数字代码代表聚合物的弯曲模量根据ISO178标准在室温, MPa下测得的。因而DYM100BK 比DYM350BK 更具有韧性的。Rynite. PET 树脂代码 ?. 100 系列是基于RBR的树脂 ?. 400 系列是变增韧的树脂 ?. 500 系列是通用树脂 ?. 800 系列是包装树脂 ?. 900 系列是矿物l/玻璃薄片/云母增强树脂 词尾 ?. FR=UL-94 V-0 树脂 ?. PCR=基于RBR树脂 ?. SST=超韧树脂 Zenite. LCP
编制 Writer 李长春批准Approver 产品命名规则 为规范本公司的产品,现将本公司现有产品的命名规则规范如下: 1.外置灯管:External Tube 例:GXLED-NS1-48-2-CW-C 即这个是24W系列灯管(一个电源2根灯管,1.2M长,色温5000K,透明罩。 型号单支功率灯珠 GXLED-NS1-48-2-XX-X 12 3528 GXLED-NS1-48-3-XX-X 18 3528 GXLED-NS1-96-1-XX-X 24 5730 GXLED-NS2-48-2-XX-X 18 5730 GXLED-NS2-2U-2-XX-X 18 5730 GXLED-NS3-48-2-XX-X 18 2835 2.内置灯管:Internal Tube 例:GXLED-NSN-48-3-3-CW-C 即常规系列1.2M长,277V 27W色温5000K,透明罩。
编制 Writer 李长春批准Approver 产品命名规则 3.玉米灯Corn light 样例:GXT20-CW-1-E4即玉米灯20W 色温5000k 输入电压100-277Vac,E39/E40灯头的产品。 4.冰箱灯Refrigerator lamps 样例:GX-CS185070D即这个产品是1.8M的冰箱灯。 5.射灯spot light 样例:GXSL-M81-CW-2即MR16型的8W射灯,输入电压12V,色温5000K,发光角度20°。
编制 Writer 李长春 批准Approver 产品命名规则 6.面板灯 AXON LED Panel light 例:GXTF-A2-1-CW 即这个产品是600X600 110V 调光 5000K 色温面板灯。 7.NOVASTRIP (灯管替换类 灯板LED PCBA+电源DRIVE+PC COVER ) GXNP - X - XX - XX 8、SNOW MACHINE 雪花灯 DIG-HPS 15 NOVASTRI 灯板数 2:1拖2 功率24:24W 色温:SW=3000K WW=3500K 客户公司名 DIGICO IMAGING INC Happy 2015
工程编号:2013043K ****电工科技有限公司 高效电机、电机关键零部件铁心及SMC 软磁材料产业基地建设项目 可行性研究报告 **有限公司 工程咨询证书:工咨甲11220070056 二0一三年五月
工程编号:2012043K ****电工科技有限公司 高效电机、电机关键零部件铁心及SMC 软磁材料产业基地建设项目 可行性研究报告 总经理:黄列群 分管院长:朱捷 副总工程师:潘东杰 项目负责人:陈为犇 **有限公司 工程咨询证书:工咨甲11220070056 二0一三年五月
项目主办单位:****电工科技有限公司 参加编制人员 **有限公司
目录 1.总论 (1) 1.1项目概况 (1) 1.2项目背景 (1) 1.3项目建设的必要性 (2) 1.4项目编制依据和原则 (7) 1.5项目目标及主要内容 (8) 1.6 可研报告结果 (9) 1.7主要技术经济指标表 (11) 2.企业基本情况 (14) 2.1企业概况 (14) 2.2公司实施本项目的有利条件 (14) 3.市场分析及产品方案 (16) 3.1电机发展状况 (16) 3.2电机销售市场趋势预测 (19) 3.3 硅钢片发展现状及应用情况 (26) 3.4 拟建规模 (35) 3.5产品说明 (35) 4.物料供应及生产协作 (38) 5.工程设计方案 (39) 5.1项目指导思想及主要原则 (39) 5.2工程技术方案 (39) 5.3总平面布置和运输 (50) 5.4土建方案 (54) 5.5公用动力部分 (56) 6.环境保护、职业安全卫生及消防 (60) 6.1环境保护 (60) 6.2工业职业安全卫生 (62) 6.3 消防 (63) 7.节能及合理利用 (65) 7.1 设计依据 (65) 7.2 工程概述 (65) 7.3 能耗指标及分析 (65) 7.4 节能措施 (66) 7.5 建筑节能 (67) 8.生产组织和人员培训 (69)
纳米材料应用的新进展 来源:全球电源网 世界上已经研制成功四种贮氢合金材料:即稀土镧镍系、铁一钛系、镁系以及钒、铌、锆等多元素系合金材料。但它们全都是非纳米材料。最近几年世界各国在大力开发纳米贮氢电极材料,一系列纳米贮氢材料不断问世。它们的进展为更好利用氢能带来了福音。目前开发的主要材料系列有镁镍合金、碳纳米管和纳米铁钛合金。三种纳米材料的开发已经形成热潮。美洲和欧洲国家开发工作最集中的是镍金属氢化物电池用的镁镍合金和碳纳米管,其次是燃料电池用的铁钛合金及碳纳米管。包括中国在内的亚洲国家开发纳米镁镍合金主要是针对镍金属氢化物电池的应用,开发纳米铁钛合金及碳纳米管主要是针对燃料电池的应用。在开发金属氢化物储氢方面,过去的主要问题是贮氢量低,成本高及释氢温度高。现在在开发纳米储氢材料过程中这些问题仍是值得注意的问题。本文介绍目前科研人员针对上述问题开发纳米储氢材料方面的进展。1 镁镍合金开发继续升温镁系贮氢合金是最具开发前途的贮氢材料之一,所以目前开发最热的是镁镍合金。镁镍合金成本低,其贮氢质量高,若以CD ( H )代表合金贮氢的质量分数, 理论上纯镁的质量分数为7.6% ,而稀土LaNi5 的只有1.4% ,钛系TiFe 只为1.9%。这就是形成镁系合金开发热潮的原因。以前主要使用熔铸法和快速凝固法生产镁合金。能够体现出高技术的发展水平是现在的机械研磨技术。也就是先在600 C以上使镁与镍形成合金,经过检测确定是Mg2Ni合金以后,然后进行机械研磨。目前普遍用机械研磨法生产多元纳米贮氢合金、纳米复合贮氢合金。新型纳米镁镍合金同稀土系、钛系和锆系贮氢材料相比具有许多优点。镁系合金中最典型的是Mg2Ni 合金。其氢化物Mg2NiH4 合金贮氢量为3.6%。1.1 代换镁的金属呈增加趋势国内外制备传统镁系合金采取的措施是添加铝、铁、钴、铬、钒、锰、铜、钛及镧等元素来替换镁,使其形成多元镁镍合金。第二种是将 纯镁粉与低稳定性的贮氢合金复合。第三种是把镁系合金与别的合金混合制成复 合贮氢材料。最后就是将负极浸入铜、镍-硼或镍-磷等镀液里,使镀上一层金属膜,镀
参考资料: 《电机制造工艺学》湖南大学方日杰主编1995年 《国外中小型电机制造工艺》 1973 《电机制造工艺学》王永昌 1984 《电机制造工艺学》胡志强主编.—北京:机械工业出版社,2011 铁心是电机的有效部分之一,铁心制造工艺对电机的运行性能影响很大。铁心制造工艺包括冲片制造和铁心压装两部分。冲片的冲制属于冲压工艺范肩。本章先介绍铁心冲片材料的种类及其应用,冲压工艺的一般问题,然后阐述铁心冲片制造、铁心压装、铁心创造质量的检查及其对产品质量的影响等问题。 由于软磁材料的磁导率高、磁滞损耗小和便于制造,因此,铁心一般均用软磁材料制造。软磁材料的品种有普通碳素结构钢、硅钢片、电工纯铁和导磁合金等。除直流电机和同步电机的磁极铁心常用普通碳素结构钢板制造外,电机铁心冲片最常用的材料是硅钢片,有些电机中也采用电工纯铁或导磁合金(如铁镍合金、铁锅台金等)。 硅钢片越薄,铁心损耗越小,但冲片的机械强度降低,铁心制造工时增加。叠装后,由于冲片绝缘厚度所占的比例增加,使铁心的叠压系数降低,导致铁心的有效长度和截面积减小。所以,在电机制适中不宜采用过薄的电工钢带(片),通常采用的厚度为0.5mm与0.35mm。 冷冲压工艺的特点 1、操作简单。主要依靠冲床和模具进行工作,操作者只做简单的送料工作,对操作者的技术水平要求较低。 2、精度可靠。工件的尺寸精度主要决定于模具,而与操作者关系极小,因此工件的尺寸稳定,互换性好。 3、生产率高。冲床工作速度快,冲压过程又便于实现机械化和自动化,生产率很高。 4、材料利用率高。工件可套裁,冲压件只需经过少量切削,甚至无需切削加工使可直接使用。 5、模具制造周期校长,其制造费用较高。
一、目的及范围 统一规划产品开发中所涉及电路板型号命名,提供和识别产品具体信息内容及相关文档的可控性,便于操作和统一管理,特此规范与说明。 作用范围包括环氧、铝基、瓷基、柔性、纸基等通用型线路板。 二、适用性 适用于xxxxxx 硬件开发部。 三、公司产品开发思路 当前所发布的产品和公司的业务发展方向----向智能感知、物联网方向发展,因此,为 保证产品开发进度,采用模块化产品开发模式,不同模块组合构成柔性的、可变的、多样化的产品,从而尽量缩短开发时间,同时减少商务、生产、测试的物流流转时间,为争取最快的上市时间提供保障。实现“以不变(模块系列)应多变(用户需求)的产品开发模式。 模块化设计的基本方法: 新产品=不变部分(通用模块)+准通用部分(改型模块)+专用部分(新功能模块) 从公司当前业务发展和及方向看,通用模块主要有(以后有新的需求再增加): A :基于视频分析应用通用模块; B :基于物联网应用的通用模块; C :基于逻辑控制的通用模块; D :基于数据交换的通用模块。 因此线路板的命名分为通用模块线路板命名规则和专用功能接口线路板命名规则。 1、通用模块线路板命名规则 商标“HFC ” 业务应用类型 特征信息 附属信息 版本信息
商标信息:固定为“HFC ”; 业务应用类型(最多3位): 基于视频分析应用通用模块:标识“A ”; 基于物联网应用的通用模块:标识“M2M ”; 基于逻辑运算控制类通用模块:标识“ LOC ”; 基于数据交换的通用模块:标识为“SW ”。 *若后续有补充,可进行增添。 特征信息(最多3位): 主要描述通用模块关键特征,利于区分相同业务应用类型模块之间差异。例如:交换机 有5以太网,则此位标识“5”,有8口,则此位标识“8”。如果没有,默认用“n ”标识。 附属信息(最多4位,可数值也可文字) 主要表述核心芯片的信息,诸如,A8板采用TI Davinic DM6446芯片,则在附属信息中“6446”用于标识; 版本信息(2位数值) 该标识位表示线路板的版本,用括号内数值代表,默认第一版用“(10)”(以版本号右 移一位作为版本标识),若更改线路板相关内容,即改版打样,数值相应增加,如改过一次大的,一次局部布局,并打样,最新版本为“(21)”。 2、专用部分线路板命名规则 在此之前的产品没有按此规则命名的,在改版后必须按以下命名规则执行。 商标“HFC ” 产品类型 用途信息 附属信息 版本信息 商标信息:固定为“HFC ”;
纳米材料及其应用前景 摘要:21世纪,纳米技术、纳米材料在科技领域将扮演重要角色。纳米技术是当今世界最有前途的决定性技术之一。本文简要地概述了纳米材料的基本特性以及其在力学、磁学、电学、热学等方面的主要应用,并简单展望了纳米材料的应用前景。 关键词:纳米材料;功能;应用; 一、纳米材料的基本特性 所谓纳米材料是指材料基本构成单元的尺寸在纳米范围即1~100纳米或者由他们形成的材料。由于纳米材料是由相当于分子尺寸甚至是原子尺寸的微小单元组成,也正因为这样,纳米材料具有了一些区别于相同化学元素形成的其他物质材料特殊的物理或是化学特性例如:其力学特性、电学特性、磁学特性、热学特性等,这些特性在当前飞速发展的各个科技领域内得到了应用。科学家们和工程技术人员利用纳米材料的特殊性质解决了很多技术难题,可以说纳米材料特性促进了科技进步和发展。 1、力学性质 高韧、高硬、高强是结构材料开发应用的经典主题。具有纳米结构的材料强度与粒径成反比。纳米材料的位错密度很低,位错滑移和增 殖符合Frank-Reed模型,其临界位错圈的直径比纳米晶粒粒径还要大,增殖后位错塞积的平均间距一般比晶粒大,所以纳米材料中位错滑移和 增殖不会发生,这就是纳米晶强化效应。金属陶瓷作为刀具材料已有50 多年历史,由于金属陶瓷的混合烧结和晶粒粗大的原因其力学强度一直 难以有大的提高。应用纳米技术制成超细或纳米晶粒材料时,其韧性、 强度、硬度大幅提高,使其在难以加工材料刀具等领域占据了主导地位。 使用纳米技术制成的陶瓷、纤维广泛地应用于航空、航天、航海、石油 钻探等恶劣环境下使用。 2、热学性质 纳米材料的比热和热膨胀系数都大于同类粗晶材料和非晶体材料的值,这是由于界面原子排列较为混乱、原子密度低、界面原子耦合作用 变弱的结果。因此在储热材料、纳米复合材料的机械耦合性能应用方面 有其广泛的应用前景。例如Cr-Cr2O3颗粒膜对太阳光有强烈的吸收作 用,从而有效地将太阳光能转换为热能。 3、电学性质 由于晶界面上原子体积分数增大,纳米材料的电阻高于同类粗晶材料,甚至发生尺寸诱导金属——绝缘体转变(SIMIT)。利用纳米粒子的 隧道量子效应和库仑堵塞效应制成的纳米电子器件具有超高速、超容量、超微型低能耗的特点,有可能在不久的将来全面取代目前的常规半导体 器件。2001年用碳纳米管制成的纳米晶体管,表现出很好的晶体三极管 放大特性。并根据低温下碳纳米管的三极管放大特性,成功研制出了室 温下的单电子晶体管。随着单电子晶体管研究的深入进展,已经成功研 制出由碳纳米管组成的逻辑电路。
各種鐵芯材料命名規則方法 (一)大冶鐵芯命名規則及方法﹕ 1.Example (one): N5X T 3.5 * 1.7 * 2 -P 2. c 3. Example (two): NP1 DR 8.4 * 4 (2.4-3.4) Material Intial permeability (最初磁導率) Color code NI 850 NP1 2500 Yellow N5X 5000 N05 5000 Green N07 7000 Dark green N10 10000 Dark green N4X 4500 Parylence coating: 帕利靈涂料耐壓1000Vrms(油漆膜) Height:厚度 Inside Dimension:內徑 外徑 Produce type toroidal core:環形類鐵芯 Material:材質 內徑 DimensionC:幅寬 DimensionB:長度 DimensionA:高度 Core type:鐵芯類型(圓筒 型) 材質
(二) 邁拓鐵芯命名規則﹕ 1. Example (one): (1)Material Designator 有不同類型﹐其磁導率不同﹕ (2)Product type 有不同的種類﹕ 產品最大尺寸標注﹕1/1000 inch 的單位來表示﹐描述鐵芯的主要直徑 (表示外徑0.155 inch) (5)01P 0 表示鐵芯的厚度參數 1 表示自定義要求(電氣特性和物理特性) P 表示涂料類型 油漆漆料 特殊自定義 鐵芯厚度 基本尺寸描述 材質序號 Material designator:材質序號 T: Toroidal cores:環形鐵芯 N:Balun and some non toroidal: ----不平衡與非環形 M:Misceuaneous non-standard: ----非標准的多樣化鐵芯 E:E-Cores: E 型鐵芯 (3) Coating Designations: P-Parylence 油漆膜 Q-Parylence 油漆膜 G-Epoxy 環氧樹脂 H-Epoxy 環氧樹脂 O-No Coating 沒有浸膜
牌号命名方法 彩涂板的牌号由彩涂代号、基板特性代号和基板类型代号三个部分组成,其中基板特性代号和基板类型代号之间用加号“+”连接。 彩涂代号用“涂”字汉语拼音的第一个字母“T”表示。 基板特性代号 a) 冷成形用钢 电镀基板时由三个部分组成,其中第一部分为字母“D”,代表冷成形用钢板;第二部分为字母“C”,代表轧制条件为冷轧;第三部分为两位数字序号,即01、03和04。 热镀基板时由四个部分组成,其中第一和第二部分与电镀基板相同,第三部分为两位数字序号,即 51、52、53和54;第四部分为字母“D”,代表热镀。 b) 结构钢 由四个部分组成,其中第一部分为字母“S”,代表结构钢;第二部分为3位数字,代表规定的最小屈服强度(单位为MPa),即250、280、300、320、350、550;第三部分为字母“G”,代表热处理;第四部分为字母“D”,代表热镀。 基板类型代号 “Z”代表热镀锌基板、“ZF”代表热镀锌铁合金基板、“AZ”代表热镀铝锌合金基板、“ZA”代表热镀锌铝合金基板,“ZE”代表电镀锌基板。 TDC51D+AZ: T -- 彩涂代号用“涂”字汉语拼音的第一个字母 D--冷成形用钢板 C--轧制条件为冷轧 51--两位数字序号 D--热镀 AZ--热镀铝锌合金基板 冷轧卷 B210P1 : (抗凹陷性冷连轧钢带牌号命名方法) B——宝钢(BAOSTEEL)缩写 210——最小屈服点值 P——强化方式(P:强化;H:烘烤硬化) 1——由1或2表示(1:超低碳;2:低碳) 例:B210P1:深冲压用高强度钢;B250P2:一般加工用含磷高强度钢;B180H1:深冲用烘烤硬化钢SAE1010(美): 等同于国内牌号的10F(平均含碳量为0.1%的沸腾钢)普通含锰量钢组 用途:用4mm以下冷压深冲制品,如深冲器皿、炮弹弹体。也可制造锅炉管、油桶顶盖及钢带、钢丝、焊接件、机械零件。 SAE1008和SPHC比较近SAE1006和SPHD比较近,两者一般不作结构用途热轧产品.SAE1006这东西要比SS300,ST33软,抗冷热脆性也要好,可惜是非抗时效型热轧产品.但现在还是主流.SAE1006&1008是深冲用冷轧的热轧基板. 美国机动车工程师学会(SAE)和美国材料与试验协会(ASTM) BUSD: (一)冲压用冷连轧钢带牌号命名方法 1、一般冲压用钢:BLC B——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);C——一般用(Commercial) 2、抗时效性低屈服钢:BLD B——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);D——冲压用(Drawing) 3、非时效性极深冲用钢:BUFD ( BUSD )