沉铜工序作业指导书讲解
- 格式:doc
- 大小:232.00 KB
- 文档页数:16

多层板沉铜工艺流程沉铜,简单来说,就是在多层板的孔壁上沉积一层铜。
这就像是给孔壁穿上一层铜制的小衣服,让它能够更好地导电啦。
一、前处理。
在沉铜之前呀,得把多层板处理得干干净净的。
这就好比我们化妆之前要先洗脸一样重要。
要把板子表面的油污、灰尘还有那些可能影响沉铜效果的脏东西统统去掉。
这一步要是没做好,后面的沉铜就像是在脏桌子上画画,怎么画都画不好呢。
二、微蚀。
微蚀这个环节也很关键哦。
它就像是给板子表面轻轻打磨一下,让表面变得有点粗糙。
这样做的目的呢,是为了让铜层能够更好地附着在上面。
你想啊,如果表面太光滑,铜就像在冰面上走路,很容易滑倒,根本就站不住脚呢。
这个时候,会用一些化学药水来进行微蚀,把表面的铜稍微腐蚀一点点,形成一种适合铜沉积的状态。
三、活化。
活化这一步就像是给板子表面的孔壁注入活力。
经过微蚀之后,板子表面虽然适合铜附着了,但是还得让它对铜离子有更强的吸引力才行。
活化剂就像是一个个小媒婆,把铜离子吸引到孔壁上去。
这个过程中,化学药水发挥着神奇的作用,让那些铜离子像是被召唤一样,纷纷往孔壁上跑。
四、沉铜。
终于到了沉铜这个核心环节啦。
这时候,会把板子放到专门的沉铜液里。
沉铜液里有很多铜离子,它们就像一群勤劳的小工匠,开始在孔壁上一点一点地堆积起来。
这个过程有点像盖房子,一砖一瓦地把铜层给盖起来。
刚开始的时候,可能还不太明显,但是随着时间的推移,铜层就会越来越厚啦。
而且呀,这个过程得控制好各种条件,比如说温度、时间还有药水的浓度等等。
如果温度太高,铜离子可能就会太兴奋,到处乱跑,沉积得就不均匀;要是时间太短呢,铜层就会太薄,达不到我们想要的效果。
五、后处理。
沉铜完成之后,可不能就这么算了。
还得进行后处理呢。
就像我们做完一件大事之后,还得检查检查有没有什么小问题一样。
后处理包括清洗板子,把板子上残留的药水都洗干净。
如果残留的药水留在板子上,就像我们吃完饭不擦嘴一样,很不卫生,而且还可能会对板子造成损害呢。
产品名称双面板
作业指导书文件编号版本版次A0
产品型号通用制定单位制定人
制定日审核人批准人
工程编号 1 工程名沉铜作业顺序及方法
图解
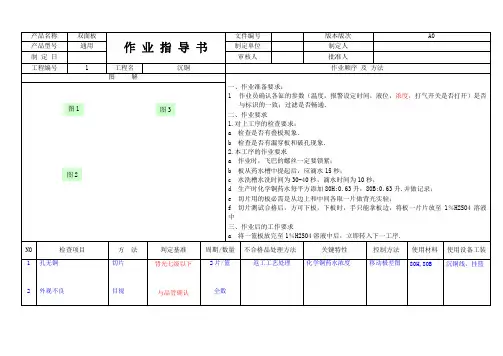
一、作业准备要求:
1作业员确认各缸的参数(温度,报警设定时间,液位,浓度,打气开关是否打开)是否
与标识的一致;过滤是否畅通.
二、作业要求
1.对上工序的检查要求:
a 检查是否有叠板现象.
b 检查是否有漏穿板和破孔现象.
2.本工序的作业要求
a 作业时,飞巴的螺丝一定要锁紧;
b 板从药水槽中提起后,应滴水15秒;
c 水洗槽水洗时间为30-40秒,滴水时间为10秒;
d 生产时化学铜药水每平方添加80H:0.63升,80B:0.63升.并做记录;
e 切片用的板必需是从边上和中间各取一片做背光实验;
f 切片测试合格后,方可下板,下板时,手只能拿板边,将板一片片放至1%H2SO4溶液
中
三、作业后的工作要求
a 将一篮板放完至1%H2SO4溶液中后,立即转入下一工序.
NO 检查项目方法判定基准周期/数量不合格品处理方法关键特性控制方法使用材料使用设备工装
1 2 孔无铜
外观不良
切片
目视
背光七级以下
与品管确认
2片/篮
全数
返工工艺处理化学铜药水浓度移动极差图80H,80B 沉铜线,挂篮图1 图3
图2。
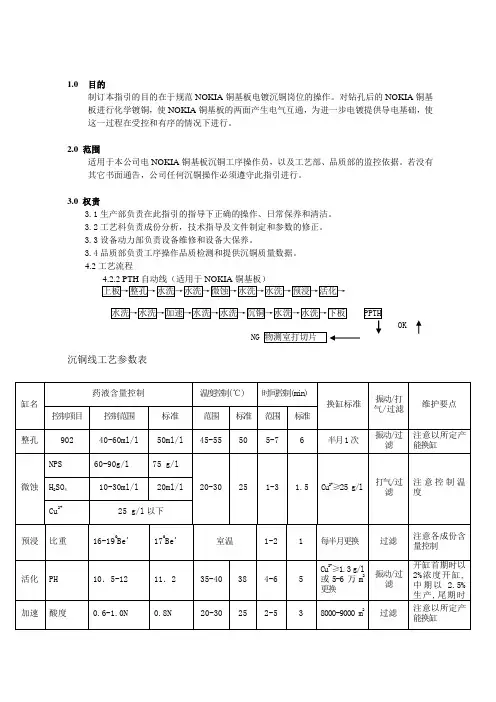
1.0 目的制订本指引的目的在于规范NOKIA 铜基板电镀沉铜岗位的操作。
对钻孔后的NOKIA 铜基板进行化学镀铜,使NOKIA 铜基板的两面产生电气互通,为进一步电镀提供导电基础,使这一过程在受控和有序的情况下进行。
2.0 范围适用于本公司电NOKIA 铜基板沉铜工序操作员,以及工艺部、品质部的监控依据。
若没有其它书面通告,公司任何沉铜操作必须遵守此指引进行。
3.0 权责3.1生产部负责在此指引的指导下正确的操作、日常保养和清洁。
3.2工艺科负责成份分析,技术指导及文件制定和参数的修正。
3.3设备动力部负责设备维修和设备大保养。
3.4品质部负责工序操作品质检测和提供沉铜质量数据。
4.2工艺流程OK沉铜线工艺参数表4.3操作流程说明及注意事项4.3.1正常生产操作4.3.1.1通知化验室分析药水并检查生产板批量及数量并核对MI指示;4.3.2.2做好开工前检查项目:水洗、打气、过滤、温度是否受控,并做好记录4.3.2.3上板时必须戴好帆布手套,沉铜上板前先需将铜基板上到专用的挂蓝上,然后沉铜时再把架子抬到沉铜挂蓝上,架子要放稳,否则容易返车擦花板面。
下板戴橡胶手套;4.3.2.4待化验室分析完药水并经生产部人员调整后方可正常生产;4.3.2.5下板后放入1%的酸中,贮存时间双面板不要超过1小时、4.3.2.6物理实验室测试首板背光级数, 沉铜后QA拿一块板吹干,用放大镜检查孔壁是否沉上铜合格后方可做板电,不行则返工,同时看板边是否也全部沉上铜。
合格后方可板电;(四)、沉铜、板电4.检验项目及标准:(五)、干膜规范作业指导1.0目的为使NOKIA铜基板干膜线路作业标准化,特制定本指引。
2.0范围本指引适用于线路车间操作人员。
3.0职责3.1线路车间负责本指引的执行.3.2工艺部负责本指引的修订及技术支援。
3.3品质部负责监督本指引的执行及监控品质状况。
3.4设备部负责设备的正常运行及设备相关保养。
沉铜讲义一、沉铜目的:沉铜的目的是利用化学反应原理在孔壁上沉积一层0.3um-0.5um的铜,使原本绝缘的孔壁具有导电性,便于后续板面电镀及图形电镀的顺利进行,从而完成PCB电路网络间的电性互通。
二、沉铜原理:利用甲醛在强碱性环境中所具有的还原性并在Pd作用下而使Cu2+被还原成铜。
Cu2++2HCHO+4OH- Cu+2HCOO-+2H2O+H2↑三、工艺流程:粗磨→膨胀→除胶渣→三级水洗→中和→二级水洗→除油→稀酸洗→二级水洗→微蚀→预浸→活化→二级水洗→加速→一级水洗→沉铜→二级水洗→板面电镀→幼磨→铜检四、工艺简介:1. 粗磨:目的是除去板面氧化、油污等杂质,清除孔口披锋及孔中的树脂粉尘等杂物。
2. 膨胀:因基材树脂为高分子化合物,分子间结合力很强,为了使钻污树脂被有效地除去,通过膨胀处理使其膨松软化,从而便于MnO4-离子的浸入,使长碳链裂解而达到除胶的目的。
3. 除胶:使孔壁环氧树脂表面产生微观上的粗糙,以提高孔壁与化学铜之间的接合力,并可提高孔壁对活化液的吸附量,其原理是利用KMnO4在碱性环境中强氧化性的特性将孔壁表面树脂氧化分解。
①反应机理:4MnO4-+C(树脂)+4OH-→MnO42-+CO2↑+2H2O②副反应:2MnO4-+2OH-→2MnO42-+1/2O2+H2OMnO4-+H2O→MnO2↓+2OH-+1/2O2③高锰钾的再生:要提高高锰钾工作液的使用效率,必须考虑将溶液中的MnO42-再生转变为Pd CuMnO4-,从而避免MnO42-的大量产生,目前我司采用的电解再生法,再生机理为:MnO42-+e→MnO4-。
4. 中和:经碱性KMnO4处理后的板,在板面及孔内带有大量的MnO4-、MnO42-、MnO2等药水残留物,因MnO4-本身具有极强的氧化性,对后工序的除油剂及活化性是一种毒物,故除胶后的板必须经中和处理将MnO4-进行还原,以消除它的强氧化性。
还原中和常用H2O2-H2SO4还原体等或其它还原剂的酸性溶液:MnO4-+H2O2+H+→MnO42-+O2↑+H2OMnO4-+R+H+→MnO42-+H2O有时为了对孔壁上的玻璃纤维进行蚀刻和粗化作用,在中和槽中加入NH4HF+H2SO4作为玻璃蚀刻工艺。
沉铜讲义一、沉铜目的:沉铜的目的是利用化学反应原理在孔壁上沉积一层0.3um-0.5um的铜,使原本绝缘的孔壁具有导电性,便于后续板面电镀及图形电镀的顺利进行,从而完成PCB电路网络间的电性互通。
二、沉铜原理:利用甲醛在强碱性环境中所具有的还原性并在Pd作用下而使Cu2+被还原成铜。
Cu2++2HCHO+4OH- Cu+2HCOO-+2H2O+H2↑三、工艺流程:粗磨→膨胀→除胶渣→三级水洗→中和→二级水洗→除油→稀酸洗→二级水洗→微蚀→预浸→活化→二级水洗→加速→一级水洗→沉铜→二级水洗→板面电镀→幼磨→铜检四、工艺简介:1. 粗磨:目的是除去板面氧化、油污等杂质,清除孔口披锋及孔中的树脂粉尘等杂物。
2. 膨胀:因基材树脂为高分子化合物,分子间结合力很强,为了使钻污树脂被有效地除去,通过膨胀处理使其膨松软化,从而便于MnO4-离子的浸入,使长碳链裂解而达到除胶的目的。
3. 除胶:使孔壁环氧树脂表面产生微观上的粗糙,以提高孔壁与化学铜之间的接合力,并可提高孔壁对活化液的吸附量,其原理是利用KMnO4在碱性环境中强氧化性的特性将孔壁表Pd Cu面树脂氧化分解。
①反应机理:4MnO4-+C(树脂)+4OH-→MnO42-+CO2↑+2H2O②副反应:2MnO4-+2OH-→2MnO42-+1/2O2+H2OMnO4-+H2O→MnO2↓+2OH-+1/2O2③高锰钾的再生:要提高高锰钾工作液的使用效率,必须考虑将溶液中的MnO42-再生转变为MnO4-,从而避免MnO42-的大量产生,目前我司采用的电解再生法,再生机理为:MnO42-+e→MnO4-。
4. 中和:经碱性KMnO4处理后的板,在板面及孔内带有大量的MnO4-、MnO42-、MnO2等药水残留物,因MnO4-本身具有极强的氧化性,对后工序的除油剂及活化性是一种毒物,故除胶后的板必须经中和处理将MnO4-进行还原,以消除它的强氧化性。
还原中和常用H2O2-H2SO4还原体等或其它还原剂的酸性溶液:MnO4-+H2O2+H+→MnO42-+O2↑+H2OMnO4-+R+H+→MnO42-+H2O有时为了对孔壁上的玻璃纤维进行蚀刻和粗化作用,在中和槽中加入NH4HF+H2SO4作为玻璃蚀刻工艺。

文件编号DS-SP-PE01标题工艺作业指引书版次 1 发行日期 2012-3-22 制定部门工艺部页数9退膜、蚀刻操作指引书版本审批栏受控印章栏A 编制人 : 韦虎军审核 : 批准 :发送一览表“(√)”注明发送部门( √) 厂长 ( √ ) 工程部 ( √ ) 品质部 ( √ ) 生产部 ( √ ) 工艺部 ( √ ) 财务部( √ ) 物控部 ( √ ) 维修部 ( √ ) 市场部1.0目的为PCB的生产操作、过程控制等过程提供标准依据,指导操作员工正确操作,保证品质。
2.0 适用范围本操作指引适用于垂直化学沉铜制作流程。
3.0 职责权限生产部:执行日常操作、控制工艺参数、生产中出现问题及时进行处理、日常保养并做好相应记录。
工艺部:负责为流程工艺问题解决和提供技术支持。
维修部:负责为生产设备提供保养及维修服务和新设备安装,调试。
品质部:负责流程参数的监控,指导员工操作及测试仪器和调校。
仓库部:负责提供合格的物料。
4.0作业流程工艺(作业)流程上板→膨松→双逆流漂洗→除胶渣(凹蚀)→回收水洗→顶喷水洗→溢流水洗→预中和→双逆流漂洗→中和→双逆流漂洗→除油→热水洗→双逆流漂洗→微蚀→双逆流漂洗→酸洗→双逆流漂洗→预浸→活化→双逆流漂洗→加速→双逆流漂洗→沉铜→双逆流漂洗→下板→放入2%的稀硫酸液浸泡。
流程说明膨松:膨松及软化基材使易于被KMnO4咬蚀。
除胶:通过KMnO4对基材及胶渣的蚀刻作用以清除钻孔留下的胶渣并使孔壁粗化﹐以利于钯的吸附﹐增强化学铜的结合能力。
回收:对凹蚀液进行回收再利用。
预中和:调整铜面及保护中和槽液中和: 清除除胶渣后的残液﹐并除去孔内及版面上残留下之高价锰﹐确保孔壁为最佳状态。
除油:清洁孔壁表面并调整其电荷,使催化剂易于吸附。
热水洗:防止除油温度过高,保护板的伸缩性。
微蚀:蚀刻孔壁内层及板面的铜层,增强电镀铜层与基材铜层的结合力。
酸洗:清除微蚀液中的微量元素。
预浸:调整铜面及保护活化槽液。
版本:A 页码:Page 4 Of 5 文件名称:沉铜镀铜工艺规程7.1.12加入旧微蚀药水,开启打气及循环,浸泡至缸底缸壁CU全部溶解为止。
7.1.13放掉缸中微蚀液,用水冲洗3-4次,使铜缸彻底清洗干净。
加满DI H2O7.1.14 加入20KG工业级NaOH,开启打气FILTER,至少1小时以上。
7.1.15放掉缸中碱液,加入DI H2O开启,打气、过滤约10MIN,放掉再用DI水冲洗干净缸底、缸壁备用7.2镀铜保养7.2.1擦洗“V”座及各种电触点7.2.2扭紧各电接触点螺丝,更换破损钛蓝袋,碳芯吸咐4小时加入新棉芯。
7.2.3充实各钛蓝铜粒,更换破损钛蓝袋,清洗铜球。
7.2.4依各前处理缸周期添加或更缸药水。
7.2.5每次大保养后以0.5ASD电解6小时,1.0-1.5ASD拖缸2小时。
7.2.2拖缸7.2.2.1将洁净拖缸板固定在飞巴上,空余夹仔需上板条,过正常流程入铜缸。
7.2.2.2拖缸以平板拖缸,前2小时以5-10ASF拖,后2小时以15-20ASF拖。
7.2.3棉芯(5UM)更换周期7.2.3.1每2周更换一次过滤泵棉芯并用碳芯过滤。
7.2.3.2每三天更换一次自来水过滤棉芯。
7.3碳处理周期12-18个月。
7.3.1抽药水入碳处理泳池进行药水处理,具体操作为抽取药水进入碳处理槽中,加热升温至40℃后,在搅拌状态下加入5ML/LH2O2,继续升温50-60℃并恒温4小时,然后补加活性碳粉,继续恒温4小时,停止搅拌升温,沉降12小时后过滤回铜缸。
7.3.2抽出钛蓝并将铜粒及缸壁清洗干净。
7.3.3更换全部钛蓝袋。
7.3.4将经过处理的药水抽入缸内后,以2-4ASF电流拖缸,12小时5ASF拖缸4小时,10ASF4小时,15-20ASF2小时。
7.4铜粒处理程序:7.4.1新铜先用小缸开5%NaOH溶液。
7.4.2将新铜粒慢慢入缸浸泡2-4小时。
7.4.3抽掉碱液,用水冲洗铜粒3次。
沉铜工序作业指导书宇文皓月1.0目的建立详细的作业规范,籍以稳定品质,提升生产效率,并作为设备调养、员工操纵的依据,此文件同时也是本岗位新员工培訓之教材。
2.0适用范围本作业规范适用于本公司电镀班沉铜工序。
3.0职责3.1工艺部职责:负责沉铜线全面的工艺技术管理和工艺过程的控制,工艺及生产问题的解决,员工的培训,包管生产过程的顺利进行;3.2生产计划部职责: 负责生产组织与管理,员工的培训与培养,工艺过程和设备的日常维护和调养,产品产量和质量的包管;3.3品质部职责:负责对工艺过程、设备的维护和调养以及工序产品质量进行监控;3.4机修班职责:生产设备的管理、维护和维修;3.5电镀班:负责组织员工按本作业指导书进行操纵及对工艺与设备进行日常维护和调养.4.0作业内容4.1工艺流程4.1.1双面板沉铜流程(行车用1#程序)磨板→上料→除油(清洁整孔)→溢流水洗→溢流水洗→微蚀→水洗→酸洗→水洗→预浸→活化→水洗→水洗→加速→水洗→沉铜→水洗→转板电加厚铜4.1.2多层板沉铜流程(行车用2#程序)磨板→上料→膨胀→溢流水洗→除胶渣→回收水洗→溢流水洗→溢流水洗→中和→溢流水洗→溢流水洗→接双面板流程4.2 工艺流程说明4.2.1磨板:清洁板面氧化、污渍、残胶等使板面粗化,增加结合力。
如有刮伤、残胶等缺陷应先用细砂纸打磨后再过磨板机。
4.2.2膨胀:使环氧树脂软化膨松,便于KMnO4咬蚀树脂,以除去钻孔发生的碎屑污物。
4.2.3除胶渣:在高温强碱的环境下,利用KMnO4的强氧化性咬蚀膨松软化的环氧树脂。
4.2.4中和:用来还原多层板带出的高锰酸根,并完全除去孔内残留的MnO2、MnO42-等;4.2.5除油:清洁孔壁,调整孔壁基材概况的静电荷,提高孔壁对胶体钯的吸附能力。
4.2.6微蚀:去除氧化层,提高铜箔概况与化学铜之间的结合力。
4.2.7酸洗:清洁铜面,减少铜离子对活化缸的污染。
4.2.8预浸:为防止板材将水带到随后的活化槽中,使活化液的浓度和PH 值变更影响活化效果。
文件编号DS-SP-PE01标题工艺作业指引书版次 1 发行日期 2012-3-22 制定部门工艺部页数9退膜、蚀刻操作指引书版本审批栏受控印章栏A 编制人 : 韦虎军审核 : 批准 :发送一览表“(√)”注明发送部门( √) 厂长 ( √ ) 工程部 ( √ ) 品质部 ( √ ) 生产部 ( √ ) 工艺部 ( √ ) 财务部( √ ) 物控部 ( √ ) 维修部 ( √ ) 市场部1.0目的为PCB的生产操作、过程控制等过程提供标准依据,指导操作员工正确操作,保证品质。
2.0 适用范围本操作指引适用于垂直化学沉铜制作流程。
3.0 职责权限生产部:执行日常操作、控制工艺参数、生产中出现问题及时进行处理、日常保养并做好相应记录。
工艺部:负责为流程工艺问题解决和提供技术支持。
维修部:负责为生产设备提供保养及维修服务和新设备安装,调试。
品质部:负责流程参数的监控,指导员工操作及测试仪器和调校。
仓库部:负责提供合格的物料。
4.0作业流程工艺(作业)流程上板→膨松→双逆流漂洗→除胶渣(凹蚀)→回收水洗→顶喷水洗→溢流水洗→预中和→双逆流漂洗→中和→双逆流漂洗→除油→热水洗→双逆流漂洗→微蚀→双逆流漂洗→酸洗→双逆流漂洗→预浸→活化→双逆流漂洗→加速→双逆流漂洗→沉铜→双逆流漂洗→下板→放入2%的稀硫酸液浸泡。
流程说明膨松:膨松及软化基材使易于被KMnO4咬蚀。
除胶:通过KMnO4对基材及胶渣的蚀刻作用以清除钻孔留下的胶渣并使孔壁粗化﹐以利于钯的吸附﹐增强化学铜的结合能力。
回收:对凹蚀液进行回收再利用。
预中和:调整铜面及保护中和槽液中和: 清除除胶渣后的残液﹐并除去孔内及版面上残留下之高价锰﹐确保孔壁为最佳状态。
除油:清洁孔壁表面并调整其电荷,使催化剂易于吸附。
热水洗:防止除油温度过高,保护板的伸缩性。
微蚀:蚀刻孔壁内层及板面的铜层,增强电镀铜层与基材铜层的结合力。
酸洗:清除微蚀液中的微量元素。
预浸:调整铜面及保护活化槽液。
沉铜车间操作流程一、车间准备工作。
咱进沉铜车间之前呢,得先把自己捯饬好。
可不是让你打扮得花枝招展的哈,是要穿上合适的工作服,戴上帽子,这帽子可不能歪着戴,得规规矩矩的,就像我们上学时候戴小黄帽一样,要戴好。
还有那手套,必须得是专业的防护手套,这可关乎咱的安全呢。
然后呢,检查一下车间里的设备,看看那些机器有没有什么不对劲的地方,就像检查自己的小宠物有没有受伤一样,仔仔细细地查看。
那些线路呀,也得捋一捋,可别让它们像乱麻一样缠在一起,要是线路出问题了,机器就没法好好工作啦。
二、原材料准备。
接下来就是原材料啦。
咱们得清楚每种原材料的脾气。
那些要用来沉铜的板子呀,得像对待宝贝一样,轻拿轻放,不能让它们磕着碰着。
还有那些化学药剂,可不能瞎搞哦。
要按照规定的量来取,多了少了都不行。
就像做饭放调料一样,盐放多了就咸得没法吃,放少了又没味道。
在拿化学药剂的时候呢,一定要小心谨慎,可别洒出来,洒出来可就像打翻了五味瓶,整个车间都会变得乱糟糟的。
三、沉铜操作。
开始沉铜啦。
把板子放进特定的容器里,这个时候呀,就感觉像是把小宝贝放进摇篮一样。
然后呢,慢慢地加入那些配好的化学药剂。
这过程得看着点,就像看着锅里煮的粥一样,可不能让它扑锅了。
在沉铜的时候,机器会有一些声音,不要害怕,这就像是它在唱歌呢。
如果发现有什么异常的情况,比如说溶液的颜色变得怪怪的,或者机器的声音突然变大或者变小了,那可就得赶紧停下来检查检查,就像你感觉自己身体不舒服了就得去看医生一样。
四、沉铜后的处理。
沉铜完成之后呢,把板子取出来。
取的时候也得小心,不能把刚做好的沉铜层给破坏了。
然后要对板子进行清洗,就像给小脸蛋洗脸一样,要洗得干干净净的。
清洗完了之后呢,要放在合适的地方晾干或者烘干,这时候就像把洗好的衣服晾起来一样,要找个好地方,不能让它被弄脏或者弄坏了。
五、车间清理。
最后可别忘了车间清理哦。
那些用过的工具呀,要摆放整齐,就像我们小时候玩完玩具要把它们放回原位一样。
沉铜工序作业指导书1.0目的建立详细的作业规范,籍以稳定品质,提升生产效率,并作为设备保养、员工操作的依据,此文件同时也是本岗位新员工培訓之教材。
2.0适用范围本作业规范适用于本公司电镀班沉铜工序。
3.0职责3.1工艺部职责:负责沉铜线全面的工艺技术管理和工艺过程的控制,工艺及生产问题的解决,员工的培训,保证生产过程的顺利进行;3.2生产计划部职责: 负责生产组织与管理,员工的培训与培养,工艺过程和设备的日常维护和保养,产品产量和质量的保障;3.3品质部职责:负责对工艺过程、设备的维护和保养以及工序产品质量进行监控;3.4机修班职责:生产设备的管理、维护和维修;3.5电镀班:负责组织员工按本作业指导书进行操作及对工艺与设备进行日常维护和保养.4.0作业内容4.1工艺流程4.1.1双面板沉铜流程(行车用1#程序)磨板→上料→除油(清洁整孔)→溢流水洗→溢流水洗→微蚀→水洗→酸洗→水洗→预浸→活化→水洗→水洗→加速→水洗→沉铜→水洗→转板电加厚铜4.1.2多层板沉铜流程(行车用2#程序)磨板→上料→膨胀→溢流水洗→除胶渣→回收水洗→溢流水洗→溢流水洗→中和→溢流水洗→溢流水洗→接双面板流程4.2 工艺流程说明4.2.1磨板:清洁板面氧化、污渍、残胶等使板面粗化,增加结合力。
如有刮伤、残胶等缺陷应先用细砂纸打磨后再过磨板机。
咬蚀树脂,以除去钻孔产生的碎屑污物。
4.2.2膨胀:使环氧树脂软化膨松,便于KMnO4的强氧化性咬蚀膨松软化的环氧树脂。
4.2.3除胶渣:在高温强碱的环境下,利用KMnO44.2.4中和:用来还原多层板带出的高锰酸根,并完全除去孔内残留的MnO、MnO42-等;24.2.5除油:清洁孔壁,调整孔壁基材表面的静电荷,提高孔壁对胶体钯的吸附能力。
4.2.6微蚀:去除氧化层,提高铜箔表面与化学铜之间的结合力。
4.2.7酸洗:清洁铜面,减少铜离子对活化缸的污染。
4.2.8预浸:为防止板材将水带到随后的活化槽中,使活化液的浓度和PH值变化影响活化效果。
4.2.9活化:在绝缘基体上吸附一层具有催化能力的金属颗粒,使经过活化的基体表面具有催化还原金属的能力,从而使化学镀铜反应在整个催化处理过的基体表面顺利进行。
4.2.10加速:除去部分包围着钯核的碱式锡酸盐化合物,使钯核完全露出,增强胶体钯的活性。
4.2.11沉铜:通过催化作用在孔壁及小铜面沉积一层细致的铜层,使孔壁的树脂以及玻璃纤维表面具有导电性。
4.3 工艺参数和操作条件4.4工艺操作4.4.1装板4.4.1.1把需要上板的飞巴挂篮上的螺丝调松,然后取已粗磨好的沉铜板按上板架的格子一块一块的插满,再用可调固定架将板按格子固定及拧紧螺丝即可,上板时切忌两块板上在同一个格子里。
4.4.1.2上板时要戴白布手套,并注意操作手势,避免擦花板。
不允许裸手拿板。
4.4.1.3板厚小于0.4mm的板需专用薄架生产。
4.4.2卸板4.4.2.1待行车将板从水洗缸中吊至上/下位停稳时,拧松挂篮上可调固定架螺丝并拉开,轻轻的将板取下来(一次取3块),慢慢的放入沉铜板泡板槽内,下完板后按装板的方式继续上板。
4.4.2.2拆板时要戴黄色的胶手套,并注意操作手势,避免擦花板。
不允许裸手拿板。
4.5工艺维护4.5.1各缸药水开缸步骤4.5.1.1膨胀缸4.5.1.1.1加入半槽纯水4.5.1.1.2在过滤泵中装好过滤棉芯4.5.1.1.3开启过滤泵4.5.1.1.4加入38L膨松剂 MLB2114.5.1.1.5等候4~5min直至完全溶解,再加入23LNaOH(300g/L)于槽液中4.5.1.1.6补充纯水至标准液位4.5.1.1.7开启加热器将温度加热至工艺要求温度.4.5.1.2除胶渣缸4.5.1.2.1加入纯水至槽体积的2/34.5.1.2.2加热至70~75℃4.5.1.2.3开启打气、搅拌4.5.1.2.4称取15Kg高锰酸钾溶解后缓慢的加入槽中,再缓慢的加入9L MBL2144.5.1.2.5再加入39L NaOH(300g/L)于槽中4.5.1.2.6补充纯水至标准液位4.5.1.2.7再将温度加热至工艺要求温度.4.5.1.3 中和缸4.5.1.3.1加入纯水至槽体积的3/44.5.1.3.2加入38L中和剂 MLB216于槽中4.5.1.3.3搅拌至完全溶解并补充纯水至标准液位4.5.1.3.4放入过滤棉芯于过滤泵中,开启过滤泵4.5.1.3.5开启加热器,再将温度加热至工艺要求温度.4.5.1.4除油缸4.5.1.4.1加入半槽纯水4.5.1.4.2在过滤泵中装好过滤棉芯4.5.1.4.3开启过滤泵4.5.1.4.4加入3.8L除油剂 C2334.5.1.4.5补充纯水至标准液位4.5.1.4.6开启加热器将温度加热至工艺要求温度.4.5.1.5微蚀缸4.5.1.5.1保留1/6的原液,加入自来水至槽体积的3/54.5.1.5.2缓缓加入4L浓H2SO44.5.1.5.3搅拌,加入15kg Na2S 2 O84.5.1.5.4开启打气直至完全溶解4.5.1.5.5补充水位至标准液位4.5.1.5预浸缸4.5.1.5.1加入纯水至槽体积的3/44.5.1.5.2加入48kg C/P404粉末于槽中4.5.1.5.3搅拌溶液直至所有粉末完全溶解4.5.1.5.4补充纯水至标准液位4.5.1.6活化剂4.5.1.6.1加入纯水至槽体积的3/44.5.1.6.2加入48Kg C/P404粉末于槽中4.5.1.6.3搅拌溶液及加热至工艺要求温度.,直至所有粉末完全溶解4.5.1.6.4放入过滤棉芯于过滤泵中,开启过滤泵4.5.1.6.5补充水位,加入6L活化剂 CAT404,搅拌均匀4.5.1.7加速剂4.5.1.7.1加入半槽纯水4.5.1.7.2加入5L ACC19于槽中,补足水位4.5.1.7.3搅拌均匀,开启过滤泵4.5.1.8化学沉铜4.5.1.8.1加入半槽纯水4.5.1.8.2加入18L C/P253E及0.8L C/P253C,搅拌5min4.5.1.8.3开启打气,待2~3min4.5.1.8.4加入11L C/P253A4.5.1.8.5再加入11L NaOH(300g/L)于槽中4.5.1.8.6补充水位,开启加热器加热至工艺要求温度.4.5.1.8.7放入过滤棉芯于过滤泵中,开启过滤泵4.5.1.8.8加入2.8L甲醛。
4.5.2各缸药水溶液维护4.5.2.1膨胀缸药水维护4.5.2.1.1膨胀缸为入板第一槽,带出溶液量较多,应随时注意液位变化并及时补充DI水。
4.5.2.1.2因为膨胀缸所溶树脂过多,需经常性检查及更换滤芯。
4.5.2.2除胶渣缸4.5.2.2.1在添加高锰酸钾时应先溶解后缓慢的加入缸内。
4.5.2.2.2因除胶缸温度高、药水蒸发的较快,须经常检查缸内液位情况及时补充DI水。
4.5.2.3中和缸药水维护4.5.2.3.1中和缸在生产过程中应按每100M2生产面积进行添加物料,以免药水浓度偏低;4.5.2.3.2定时检查和更换滤芯,并每周更换一次。
4.5.2.4活化缸药水维护4.5.2.4.1调节好比重,补充液位只允许使用预浸溶液;4.5.2.4.2每日清理液面上浮尘,停止生产后待温度降至30℃以下时,以PVC盖板盖住槽体;4.5.2.4.3每周更换滤芯一次,并且每月倒缸保养一次;4.5.2.4.4活化液的保养:先清洗活化后第二级水洗缸,再用预浸溶液淋洗;接着用过滤泵将活化液抽至洗净的备用缸,过滤的同时用洁净之阳极袋包扎出水管口;再用10%盐酸循环清洗60分钟,排掉后用布碎擦洗缸壁结晶物,然后用DI水循环清洗;最后用预浸液淋洗缸壁后,将原液用过滤泵抽回缸内。
4.5.2.5速化缸药水维护4.5.2.5.1速化缸开新药水时必须将原药水排放干净,并刷洗缸壁黑色结晶物;刚开新缸药水浓度酸当量控制在工艺要求最下限即0.05N,温度控制在中值;连续生产24小时以后将药水浓度酸当量慢慢的往上调整,并达到工艺控制中值,否则会产生速化不够而出现背光不良现象。
4.5.2.6化学沉铜药水维护4.5.2.6.1保持药水每日24小时连续性空气搅拌及过滤;4.5.2.6.2每周将药水过滤倒缸一次,并清洗加热器、缸壁、循环泵及过滤泵内的残铜;4.5.2.6.3药水倒缸后,生产板前必须用5m2以上无铜PP拖缸板进行拖缸,但必须从除油缸开始拖缸即走自动程序。
(无铜PP拖缸板料每两个月更换一次,防止纤维丝脱落掉入药水缸影响生产品质)4.5.2.6.4停止生产24小时以上时,重新开拉生产时须保证至少8 m2面积的无铜PP拖缸板;4.5.2.6.5停打气4小时以上或长时间不生产时,用10%的H2SO4(A、R)调整PH到9-10予以保存溶液。
现我司化学沉铜线是使用罗门哈斯的薄铜药水,其化学沉铜缸药水的负载:0.07-0.27FT2/L(罗门哈斯要求标准,双面计算),根据我司缸体积折算负载量为12.6-48.6FT2,每挂篮上板数量为11PNL,平均1.30FT2/PNL,则每缸的负载量为: 11PNL*(1.3FT2/PNL)*2面*1架/缸=28.6FT2,正在我司中间值。
如果在生产的过程中板件面积小于12.6.FT2时(双面计算),需要重新配比板的尺寸进行生产.4.5.2.7各缸体的保养4.5.3工艺控制4.5.3.1各缸药水浓度成份调整由化验室负责完成,操作员工应根据每100m2生产面积的药品添加量进行药品添加,并做好相关记录。
4.5.3.2所有槽液如出现异常现象时,如:变色、分层、漏液,分解等均需工程师或化验室人员确认后更换或补充,不允许随便补加药水。
4.5.3.3根据化验室指示进行各槽药液的正常更换,溶液配制过程中按指定顺序进行操作。
4.5.3.4所有固体药品加入缸内时需事先溶解后补充加入。
4.5.3.5所有药品添加均应在缸内无板情况下进行添加药水或补加液位。
4.5.3.6添加药水须按化验室的加药通知单及时,如实补加,并如实作好记录。
4.5.3.7在正常生产过程中,活化缸的二级水洗、加速缸后的DI水洗不允许开打气,防止板氧化而影响背光不良品质问题。
4.5.3.8每4小时测量温度1次,并进行调整作好记录,每周通知维护部以水银温度计所测实际温度来进行调校温控器(包括对探测器的维护)。
4.5.3.9化学沉铜好的板需立及放入养板缸内,养板缸的水应每班清洁更换一次.4.5.3.10化学沉铜好的板务必在6小时之内完成整板电镀,并以先进先出的原则;如超过6小时后须取样进行背光检测,当背光级数低于8.0级时须返工处理。
4.5.3.11沉二次铜操作4.5.3.12所有厚径比大于8或板厚≥3.0mm的板件或电小孔径为0.20mm且板厚≥1.6mm的板件必须进行沉二次铜操作。