第5章 模具典型零件加工
- 格式:ppt
- 大小:21.50 MB
- 文档页数:77
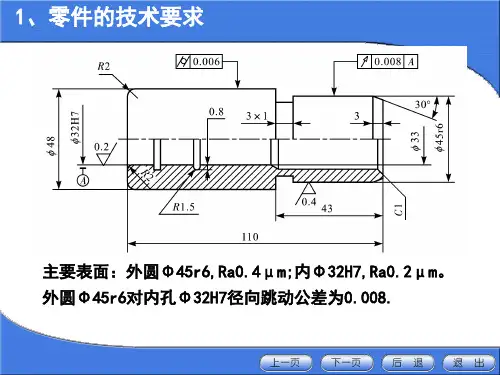


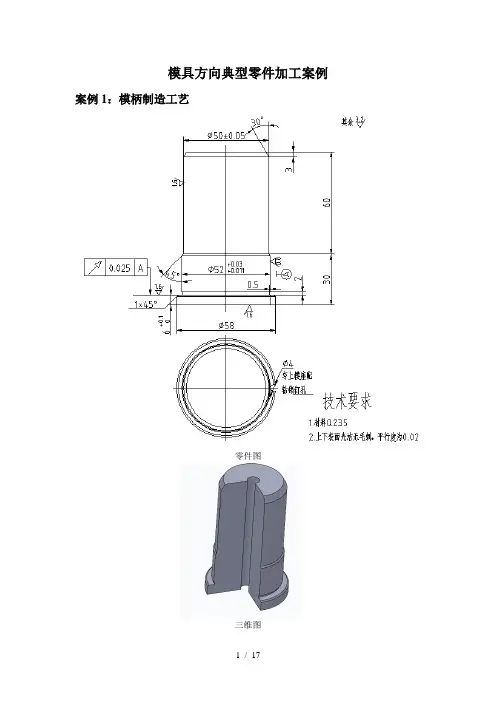
模具方向典型零件加工案例案例1:模柄制造工艺零件图三维图1、零件工艺性分析(1)零件材料:Q235。
切削加工性良好,无特殊加工问题,故加工中不需采取特殊工艺措施。
刀具材料选择范围较大,高速钢或YT类硬质合金均能胜任。
刀具几何参数可根据不同刀具类型通过相关表格查取。
(2)零件组成表面:两端面,外圆及其台阶面,防转销孔,倒角。
(3)主要表面分析:Ф52外圆表面用于连接上模座零件,为零件的配合面及工作面。
(4)主要技术条件:Ф52外圆精度要求:IT7 粗糙度要求Ra0.8µm。
它是零件上主要的基准,Ф50外圆应与之保持基本的同轴关系,Ra1.6台阶面亦与之垂直。
(5)零件总体特点:一般性要求的轴类零件。
2、零件工艺设计(1)毛坯选择按零件特点,可选棒料。
根据标准,比较接近并能满足加工余量要求,可选Ф60mm,长度为93mm。
(2)零件各表面终加工方法及加工路线①主要表面可能采用的终加工方法:按IT7级精度,Ra0.8µm,应为精车或磨削。
②选择确定:按零件材料、批量大小、现场条件等因素,并对照各加工方法特点及适应范围确定采用磨削。
③其它表面终加工方法:结合主要表面加工及表面形状特点,各回转面采用半精车,防转销孔采用配钻。
④各表面加工路线确定:Φ52及Φ50外圆:粗车—半精车—磨削;其余回转面:粗车—半精车;防转销孔:配钻。
(3)、零件加工路线设计①注意把握工艺设计总原则。
加工阶段可划分为粗、半精、精加工三个阶段;根据模具零件加工的特点(单件小批量生产)工序不宜过于分散。
②以机加工艺路线作主体。
以主要表面加工路线为主线,穿插次要表面加工。
③穿插热处理。
考虑模柄工作要求等因素,材料选择的Q235,只进行表面处理,起防锈作用,并将发兰处理安排于精加工之前进行。
④安排辅助工序。
热处理前安排中间检验。
配钻后应去毛刺。
⑤调整工艺路线。
对照技术要求,在把握整体的基础上作相应调整。
(4)选择设备、工装①设备选择车削采用卧式车床;只、钻孔采用台式钻床;磨削采用外圆磨床。
《模具制造工艺》复习题第一章概论1.模具制造有哪些技术要求?有何特点?答:模具的技术要求(1)模具零件应具有较高的强度、刚度、耐磨性、韧性淬透性和切削加工性(2)模具零件精度高、表面粗糙度低(3)模具零件的标准化程度高(4)模具凹凸模具有合理间隙模具制造的特点(1)模具变化多,技术要求高,对技术人员要求高(2)模具车间规模较小,对外协作程度高(3)单件生产(4)加工精度高,加工周期长(5)模具通常需要反复修配、调整才能达到要求2.模具制造过程的包括哪几个阶段?答:模具的制造过程包括五个阶段:技术准备、材料准备、模具零件及组件加工、装配调试、试模鉴定。
3.模具制造的基本工艺路线包括哪些内容?模具制造的基本工艺路线:分析估算-模具设计-零件加工-装配调整-试模-成品。
第二章模具的机械加工1.解释名词:夹具磨削法,计算机辅助设计CAD,计算机辅助制造CAM。
夹具磨削法:指将工件至于成形夹具上,利用夹具调整工件的位置,使工件在磨削过程中作定量移动或转动,由此获得所需形状的加工方法。
计算机辅助设计CAD:利用计算机及其图形设备帮助设计人员进行设计工作。
计算机辅助制造CAM:在机械制造业中,利用电子数字计算机通过各种数值控制机床和设备,自动完成离散产品的加工、装配、检测和包装等制造过程。
2.模具机械加工的主要方法有那几种?答:车削加工、铣削加工、磨削加工、镗削加工、钻削加工、刨削和插削加工等3.了解车削加工、铣削加工、刨削和插削加工、磨削加工用于模具加工的主要加工对象以及正常条件所能达到的技术要求?车削加工:对象:圆盘类、轴类零件的加工。
如导柱、导套、顶杆、模柄等,技术要求:加工精度达IT6-IT8,粗糙度Ra=1.6-0.8μm。
铣削加工:对象:利用不同类型的铣刀和附件(分度头、回转台)以及工装夹具可加工各种平面、斜面、沟槽、台肩、型腔和孔。
加工精度可达IT10-IT8,Ra=1.6-0.4μm刨削加工:主要加工对象为模具零件的外形。