模具典型零件加工
- 格式:ppt
- 大小:2.93 MB
- 文档页数:41
康佳集团股份有限公司精密模具厂技术文件康模技字(1998)第032号典型零件EDM加工规范为了提高EDM加工精度和质量,根据目前我厂的实际情况,特别制定典型零件的加工规范,要求EDM组按此执行,其它部门参照执行。
批准:一九九八年十一月廿四日抄送:工程部、生产部、EDM组、制造项目组、CNC组、综合组典型零件EDM加工规范一、胆边加工(定模整体铜公)机床:普通火花机铜公:单边放电间隙0.2~0.25mm加工参数:电流,12~24A(加工初期用小电流)加工至深度余量为0.3mm时,开始精加工。
.精加工精度分2~3级,逐级扩宽四周至深度。
二、定模侧筋加工机床:普通火花机或A85铜公:单边放电间隙0.15~0.2mm加工参数:电流,8~20A(加工初期用小电流)侧边余留0.1mm,加工至深度余量为0.2mm时,开始精加工。
.精加工精度分2级,至深度。
三、镶件位清角机床:电脑火花机或普通火花机铜公:单边放电间隙0.2~0.3mm加工参数:电流,8~20A加工至深度后应将底面铣平再打一次。
.大模清角火花位0.3~0.5mm,由余量多少酌情而定。
四、柱位加工机床:电脑火花机或普通火花机铜公:粗公—单边放电间隙0.5mm精公—单边放电间隙0.2mm加工参数:电流,10~20A(粗:10~20A:精:10~15A)粗加工:粗打至深度余量为0.4mm时,余量0.4~0.2mm范围内扩宽0.15mm。
.精加工:加工至深度余量精度0.1mm,四周扩宽至尺寸要求。
五、动模组合筋条铜公(脚部)机床:普通火花机铜公:单边放电间隙0.2~0.25mm加工参数:电流,8~14A最初5mm深度,电流用8~10A。
最后5mm深度,电流用8~9A。
加工至深度余量0.2mm时,用反接电极法将底面修平后用小电流精打。
注:单边留0.1~0.15mm,电流6~10A。
六、定模网孔镜面加工机床:PGM65或A85铜公:单边放电间隙0.2mm(大面积顶盖为0.25mm)加工参数:手编程210,侧面效果达到C210,底面效果达到C200。


模具典型结构模具是制造工业中不可或缺的重要工具之一。
模具典型结构是模具中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
本文将重点介绍几种典型的模具结构和其应用场景。
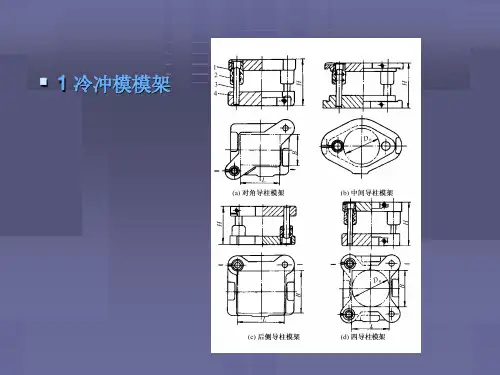
一、冲模结构冲模是一种最基本的模具结构,由模板、模架、上下模板装置、导向及压板等组成。
主要用于冲裁、冷冲、复合模冲压、拉伸、压铸等制造工艺,适用于不同类型的工件加工。
冲模分为单动模和连动模两种。
单动模结构可以实现单方向的模具运动,常用于小批量和单个零件生产;而连动模结构可以在多个方向上运动,常用于大批量生产。
在冲模的应用过程中,需要注意以下几个方面:首先,要对模具材料进行合理的选择,以保证模具的强度和耐磨性;其次,要注意模具的保养和维护,及时更换磨损的零部件;最后,要根据具体的加工工序选择合适的模具结构,以提高效率和降低成本。
二、压模结构压模是一种用于金属、塑料等高强度材料的成形工艺。
其主要特点是通过一定的压力将原材料变形成所需要的形状。
压模结构由上、下模板、导向柱及压板等组成,通常可分为单向压模和双向压模两种类型。
在压模的生产过程中,需要注意以下几点:首先,要根据具体的成形工件选择合适的模具结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具保持适当的湿度和温度,以保证模具的使用寿命和稳定性。
三、注塑模结构注塑模是一种用于塑料制品生产的模具结构。
其主要特点是通过注塑机将熔融的塑料注入模具中,在模具中冷却成型。
注塑模结构由模板、闭合系统、导向装置、喷嘴、螺旋杆及保温系统等组成。
在注塑模的应用过程中,需要注意以下几个方面:首先,要根据具体的塑料材料和生产工艺选择合适的注塑模结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具进行维护和保养,及时更换磨损的零部件,以保证生产效率和成品质量。
总结:模具典型结构是模具制造中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
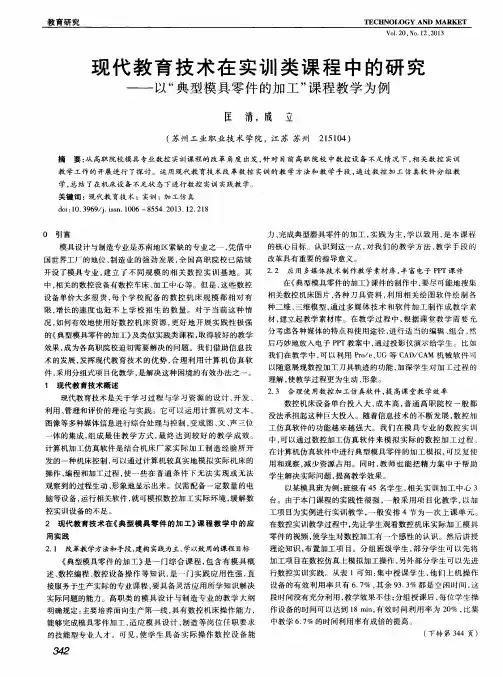
模具零件的机械加工介绍模具零件是指用于生产制造中的模具的组成部分,它们通常需要经过各种机械加工工艺来获得所需的形状和尺寸。
机械加工是指通过机械设备对工件进行切削、磨削、车削等工艺操作,以改变工件的形状、尺寸和表面质量。
本文将介绍模具零件的机械加工过程及常用的加工方法。
机械加工过程机械加工过程通常包括以下几个步骤:1.设计:根据模具的设计要求,绘制出模具零件的图纸,并确定所需的材料和加工工艺。
2.材料准备:根据零件的材料要求,选择合适的材料,并进行切割、锯割等工艺,将材料切割成合适的尺寸。
3.加工:根据零件的图纸要求,选择合适的机械设备和工具进行加工操作。
常见的加工方法包括切削、磨削、铣削、钻削、车削等。
4.检验:在零件加工完成后,需要进行尺寸测量和表面质量检查,以确保零件符合设计要求。
5.调整和修正:如果零件出现尺寸偏差或表面质量问题,需要进行适当的调整和修正,以使其符合要求。
常用的机械加工方法切削加工切削加工是一种通过与工件相对运动的刀具切削工件材料的加工方法。
常见的切削加工包括车削、铣削、钻削等。
•车削:车削是通过旋转工件并将刀具沿着工件轴向移动,切削掉工件表面的金属。
它可以用于加工圆柱形、圆锥形、球面和其他形状的零件。
•铣削:铣削是通过将刀具沿着工件表面的直线或曲线路径运动,切削掉工件表面的金属。
它可以用于加工平面、曲面和复杂形状的零件。
•钻削:钻削是通过旋转刀具并将其进给到工件来切削孔洞的加工方法。
它可以用于加工圆孔、方孔和其他形状的孔洞。
磨削加工磨削加工是通过磨削砂轮与工件相对运动,切削工件表面的金属。
常见的磨削加工包括平面磨削、外圆磨削、内圆磨削等。
•平面磨削:平面磨削是通过将平面磨削砂轮与工件表面相对运动,在工件表面上磨削出所需的平面形状。
•外圆磨削:外圆磨削是通过将外圆磨削砂轮与工件外表面相对运动,将工件外表面磨削出所需的圆柱形状。
•内圆磨削:内圆磨削是通过将内圆磨削砂轮与工件内表面相对运动,将工件内表面磨削出所需的圆柱形状。


产品材料ABS
备注
⑴ 前模
序号
⑵ A 板
图号
⑶ 面板
11钳工⑷ 后模
示意图
2CNC ⑸ B 板3线割⑹顶针板顶针4电火花⑺ 底板
5深孔钻⑻ 滑块
6省模⑼ 测压块7钳工
⑽ 耐磨块8
⑾序号
⑿图号
⒀21钳工⒁示意图
2CNC ⒂3深孔钻⒃
4钳工5678
序号
图号
31钳工示意图
2CNC 3钳工
45678
序号
图号
141钳工2示意图
2CNC 33线割44电火花55深孔钻66省模77钳工
8
8
制表人:
钻螺丝孔及装配
5示意图
省胶位拆模架,打字码开粗后精加工钻运水钻螺丝孔及装配
钻运水省胶位钻运水 加工内容
装配
加工内容
拆模架,打字码开粗后精加工钻运水开粗后精加工料位和做
电极铜公
加工工序
加工内容
装配
倒C角,钻工艺螺丝孔开粗后精加工料位和做
电极铜公
线割顶针孔清角及加工骨位
清角及加工骨位
备注
加工内容
序号CNC 深孔钻钳工
图号
加工工序
加工工序
序号
备注
拆模架,打字码开粗后精加工钻螺丝孔及装配
序号
备注
备注
模具零件加工步骤加工工序
备注
序号序号序号钳工中昇模具加工步骤流程图
2015/11/10
客户名称模具名称
模具编号模具设计
模具结构装配示意图:
加工工序
线割唧嘴孔制造日期
制模人 加工内容
倒C角,钻工艺螺丝孔。