零件图的尺寸标注及公差
- 格式:pptx
- 大小:3.14 MB
- 文档页数:82

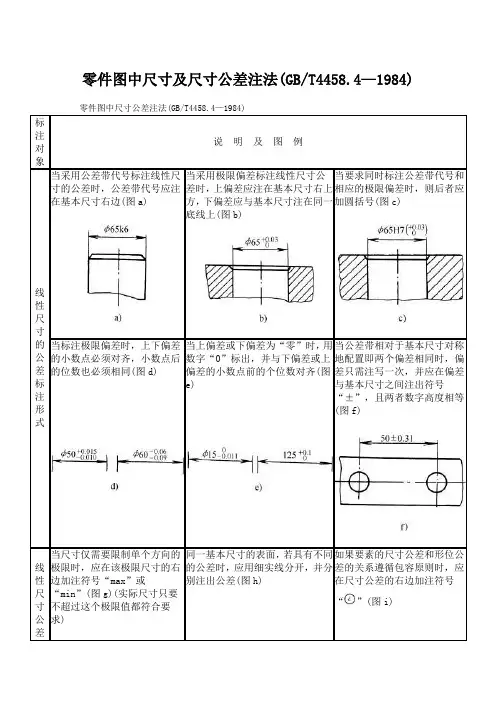
零件图中尺寸及尺寸公差注法(GB/T4458.4—1984)零件图中尺寸公差注法(GB/T4458.4—1984)标注对象说明及图例线性尺寸的公差标注形式当采用公差带代号标注线性尺寸的公差时,公差带代号应注在基本尺寸右边(图a)当采用极限偏差标注线性尺寸公差时,上偏差应注在基本尺寸右上方,下偏差应与基本尺寸注在同一底线上(图b)当要求同时标注公差带代号和相应的极限偏差时,则后者应加圆括号(图c)当标注极限偏差时,上下偏差的小数点必须对齐,小数点后的位数也必须相同(图d)当上偏差或下偏差为“零”时,用数字“0”标出,并与下偏差或上偏差的小数点前的个位数对齐(图e)当公差带相对于基本尺寸对称地配置即两个偏差相同时,偏差只需注写一次,并应在偏差与基本尺寸之间注出符号“±”,且两者数字高度相等(图f)线性尺寸公差当尺寸仅需要限制单个方向的极限时,应在该极限尺寸的右边加注符号“max”或“min”(图g)(实际尺寸只要不超过这个极限值都符合要求)同一基本尺寸的表面,若具有不同的公差时,应用细实线分开,并分别注出公差(图h)如果要素的尺寸公差和形位公差的关系遵循包容原则时,应在尺寸公差的右边加注符号“”(图i)的 附 加 符 号 注 法角 度 公 差 的 标 注角度公差标注的基本规则与线性尺寸公差的标注方法相同(图j)有关规定注法(GB/T4458.4—1984)标注对象说 明 及 图 例 直 径 、 半 径 的 注 法标注直径时,应在尺寸数字前加注符号“f”(图a 、b);标注半径时,应在尺寸数字前加注符号“R”(图c 、e)圆的直径和圆弧半径尺寸线的终端应画成箭头,并按图a 、b 、c 、d 、e 所示方式标注当圆弧的半径过大或在图纸范围内无法标出其圆心位置时,可按图d 的形式标注。
若不需要标出其圆心位置时,可按图e 的形式标注球 面 直 标注球面直径或半径时,应在符号“f”或“R”前加注符号“S”(图d 、f) 对于螺钉、铆钉的头部、轴(包括螺杆)的端部等,在不致引起误解的情况下,可以省去“S”字(图g)、半径注法在没有足够的位置画箭头或注写尺寸数字时,可按图h的形式标注小尺寸的注法斜度符号的方向应与斜度的方向一致(图k、l)斜度注法曲线当表示曲线轮廓上各点的坐标时,可将尺寸线或它的延长线作尺寸界线(图m)轮廓注倒 角 注 法 45°倒角的标注形式(图n) 非45°倒角的标注形式(图o)。

公差与尺寸标注知识公差与尺寸标注,这可都是机械制造或者工程领域里相当重要的事儿呢。
咱先来说说公差。
公差就像是给尺寸穿上了一件有弹性的衣服。
你想啊,在实际生产过程中,要把每个零件的尺寸都做得丝毫不差,那简直比登天还难。
就好比让你画一条绝对笔直的线,你能做到吗?肯定不能吧。
所以公差就给了这个尺寸一个允许变动的范围。
比如说一根轴的直径要求是10毫米,公差是±0.1毫米,那只要这根轴的直径在9.9毫米到10.1毫米之间,那就是合格的。
这就像是我们去市场买水果,苹果说每个大约100克,上下差个几克那也是正常的,总不能要求每个苹果都精确到100.000克吧,那得多麻烦。
再讲讲尺寸标注。
尺寸标注就像是给零件画一张地图,告诉工人这个零件各个部分该怎么做。
如果尺寸标注不清楚或者错误,那就好比给人指错了路。
你让工人怎么干活呢?尺寸标注可不是随随便便写个数字就行的。
它得准确地反映出设计人员的意图。
比如说在一个复杂的机械结构里,有个小零件是嵌在另一个大零件里面的,那这个小零件的尺寸标注就得考虑到它和大零件的配合关系。
这就像拼图一样,每一块的形状和大小都得标清楚了,这样才能拼成完整的图。
那公差和尺寸标注之间有啥关系呢?这就像是一对好搭档。
尺寸标注确定了零件的基本尺寸,而公差呢,给这个基本尺寸加上了一层保护。
没有公差的尺寸标注就像是没有放盐的菜,总觉得少了点什么。
而没有准确尺寸标注的公差就像是没有根基的房子,根本就立不住。
在实际工作中,公差和尺寸标注要是没弄好,那可就麻烦大了。
我就听说过这么一个事儿。
有个小工厂要生产一批零件,设计图纸上的尺寸标注有点模糊,公差也没给明确。
工人就按照自己的理解做了。
结果呢,生产出来的零件和别的部件根本就装配不起来。
就像你买了双鞋,一只大一只小,这能穿吗?这可把那个工厂急坏了,重新生产又要花费大量的时间和成本。
对于那些刚刚接触这方面知识的人来说,公差和尺寸标注可能看起来很复杂。
其实啊,只要你多去了解实际的生产过程,就会发现这也没那么难。
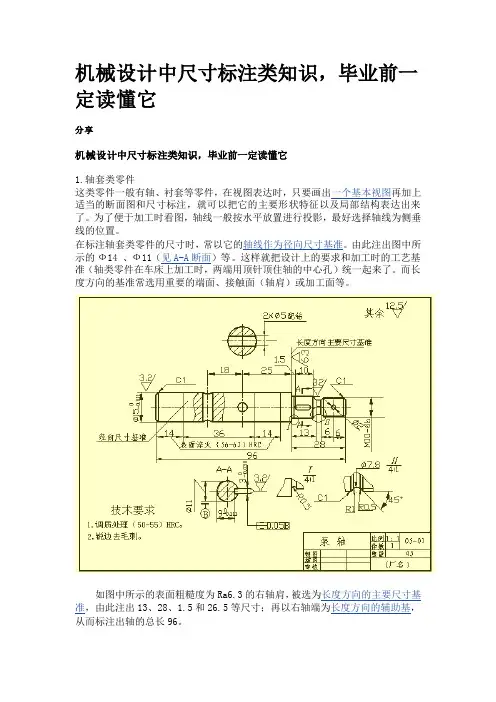
机械设计中尺寸标注类知识,毕业前一定读懂它分享机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。

一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加 工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要 求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来 方便,也为机器的现代化大生产提供了可性。
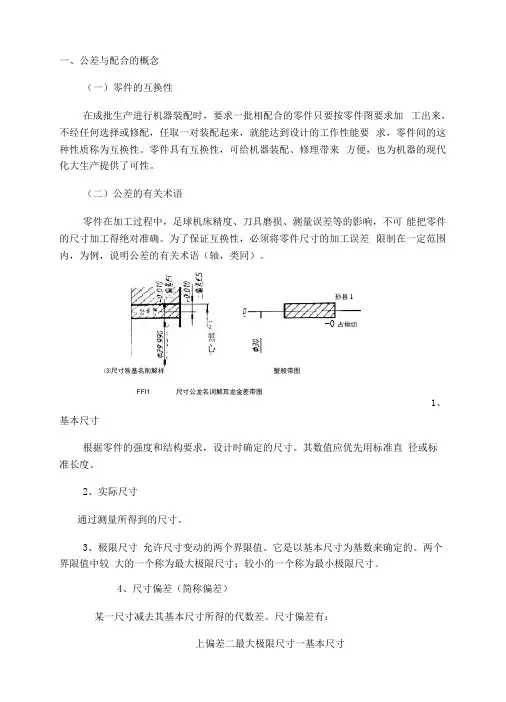
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可 能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差 限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
⑶尺寸咎基名削解祥蟹般带图FFI1 尺寸公龙名词解耳龙金差带图 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直 径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸 允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较 大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差二最大极限尺寸一基本尺寸l.ry.黑心-孙县1-0占拗切下偏差二最小极限尺寸一基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差二最大极限尺寸一最小极限尺寸二上偏差一下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图la所示的孔径:基本尺寸= 030最大极限尺寸=030.010最小极限尺寸二029.990上偏差ES二最大极限尺寸一基本尺寸=30.010-30=+0。
010下偏差EI二最小极限尺寸一基本尺寸=29.990-30=-0.010公差二最大极限尺寸一最小极限尺寸欢迎下载%夕献 P 1 . 一——--蔡麴尹虹。
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
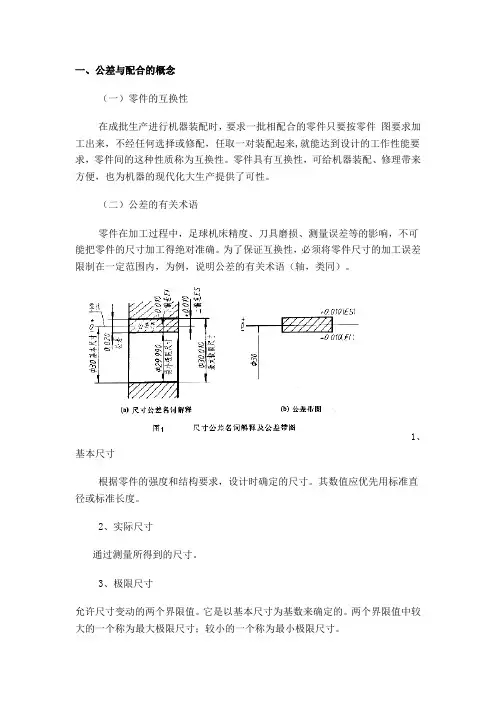
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=E S-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
精心整理一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语1234下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
?如图1a所示的孔径:6如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。
通常零线表示基本尺寸。
在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。
公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。
公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。
为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。
7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。
标准公差等级是确定尺寸精确程度的等级。
标准公差分20个等级,即IT01、IT0、IT1、IT—18,表示标准公差,阿拉伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。
对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
国家标准将500mm以内的基本尺寸范围分成13段,按不同的标准公差等级列出了各段基本尺寸的标准公差值,见表82孔、轴(1(2。
第八节尺寸公差与配合注法(GB/T 4458.5-2003)公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。
所以,标注公差与配合是图样中不可缺少的内容。
本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.5-1984《机械制图尺寸公差与配合注法》。
一、基本要求1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。
2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。
3、尺寸注法要符合GB/T 4458.4-2003《机械制图尺寸注法》的规定。
二、在零件图上的公差注法(一)线性尺寸公差的注法在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。
1、标注公差带代号随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。
标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。
但缺点是具体的尺寸极限偏差不能直接看出。
(注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。
图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二)2、标注极限偏差在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。
至于标注极限偏差的具体方法,现说明如下:①极限偏差数字的高度:GB/T 4458.5-2003仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。
②极限偏差标注的位置:上偏差应注在基本尺寸数字的右上方,下偏差注在基本尺寸数字的右下方,并且下偏差的数字必须与基本尺寸数字注在同一底线上,如图2-162、图2-163。
机械标注和公差规范标准(共19页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、和等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。