立式微型数控铣床整机结构的有限元分析
- 格式:pdf
- 大小:783.01 KB
- 文档页数:6

数控立式车床立柱结构有限元分析摘要:数控立式车床作为机床的一种,在行业内有着举足轻重的地位,在机械制造行业竞争日益激烈的状态下,机床的加工效率,加工精度和加工稳定性就显得尤为重要。
立柱是数控立式车床的重要零件,其结构形式对机床的整体刚性有着重要影响。
本文主要论述立式车床中的立柱,应用有限元及拓扑优化法做结构分析和对比,为其设计方案提供理论依据,从而提高整机静刚性及加工精度。
关键词:数控立式车床立柱有限元分析结构优化0引言数控立式车床立柱结构的设计是否合理直接影响着机床整机精度及刚性,目前市面上的数控立式车床常见的立柱形式主要有两种,分别是人字形立柱和一字形立柱[1]。
首先采用Solid works三维建模软件建立以上两种立柱的简化三维模型,通过Solid works软件的Simulation插件对立柱进行有限元分析及拓扑优化。
有限元分析及拓扑优化法就是在特定的设计空间,载荷,边界条件的前提下,寻求材料的最优分布,是目前行业最普遍采用的分析方法[2]。
采用以上方法对立柱进行网格划分,模拟立柱实际状态,从而分析两种立柱的静刚性,对比数据,得出结论。
1立柱三维模型建立立柱的结构和加强筋型较为复杂,采用Solid works软件进行三维模型建立,考虑到某些结构特征在分析时对结果影响不是很明显的前提下,可以尽量简化模型,但必要特征不应简化,由于圆角和螺纹孔对后续有限元分析的网格划分有较大影响,再创建模型时,尽量少用圆角。
如果必须加孔,可以用光孔代替螺纹孔,过多的圆角和螺纹孔大概率会加大分析时长,浪费时间,而且非常容易出现分析错误[3]。
为了确保数据结果的一致性,在建模时应该保证与三维实体模型的一致性,人字形立柱和一字型立柱的尺寸大小规格相同。
2静应力有限元分析模型建立有限元分析的一般步骤是确定材质,设置连接方式,受力分析,网格划分和运行结果。
立柱的材质一般选取灰铸铁HT300,是铸件常用的材料之一。
由于灰铸铁材料本身易于铸造,有良好的耐磨性和减震性,易于加工,而且价格相对便宜,性价比高,是机床大件的不二选择。


立式加工机床刚度有限元分析李再参;浦宏毅;黄建国【摘要】本文对影响机床精度的静刚度的受力变形组成进行分析,应用有限元技术对某型立式加工机床首先进行整体静刚度的分析,以验证设计是否满足机床刚度要求.对分析结果加以分析比较,识别出刚度较小的部件并加以重新设计,提高部件刚度从而提高机床整体静刚度,以保证和提升机床静态性能.【期刊名称】《机电产品开发与创新》【年(卷),期】2019(032)003【总页数】3页(P93-95)【关键词】静刚度;变形;精度【作者】李再参;浦宏毅;黄建国【作者单位】云南省机械研究设计院云南省机电一体化应用技术重点实验室,云南昆明650031;云南省机械研究设计院云南省机电一体化应用技术重点实验室,云南昆明650031;云南省机械研究设计院云南省机电一体化应用技术重点实验室,云南昆明650031【正文语种】中文【中图分类】TH1220 引言立式加工中心的刚性对机床整机的刚性和加工稳定性有较大的影响,其刚性不足,很可能降低所加工工件的加工精度和加工质量,对在机床设计过程进行有限元分析,可以对其结构刚度做出评价,进行验证和优化。
1 机床结构的静刚度与机床精度的关系机械加工过程中机床、刀具、夹具、工件等组成的工艺系统,在切削力、夹紧力、传动力、部件自身的重力、惯性等外力作用下产生的变形会破坏已经调整好的刀具与工件之间的相对位置,造成切削加工几何形状误差和尺寸误差。
由于机床系统是各种零件、部件按不同连接方式和运动方式组合起来的总体,因而这种加工误差是机床系统在载荷作用下,传递到力的所有部件变形的总和。
对于立式加工中心,刀刃与工件相对位移δ是切削力传递路径上各零件变形量累计的总位移,设变形量分别为:刀杆δ1、主轴系统δ2、主轴箱δ3、床身δ4、工作台丝杆δ5、工作台δ6,即:在切削力和重力作用下,机床抵抗变形的能力用机床系统静刚度k来描述。
机床系统在加工过程中受切削力载荷的影响,机床结构产生变形,从而造成加工工件的形位误差和尺寸误差,这种误差是机械加工的精度中一项很重要的原始误差。

基于UG的小直径立铣刀应力场有限元分析作者:刘鹏王好臣引言在模具制造业,用高速铣削加工替代电加工已成为一种发展趋势。
模具型腔精加工的典型工艺为:毛坯粗加工→半精加工→热处理→精加工(高速或超高速铣削)。
在精加工工序中,常使用小直径立铣刀在高转速下进行清角和微细结构加工(小直径刀具在低转速下加工易发生崩刃或断裂)。
由于小直径立铣刀受力时容易变形,导致加工精度缺失,因此对小直径立铣刀铣削力应力场进行有限元分析很有必要。
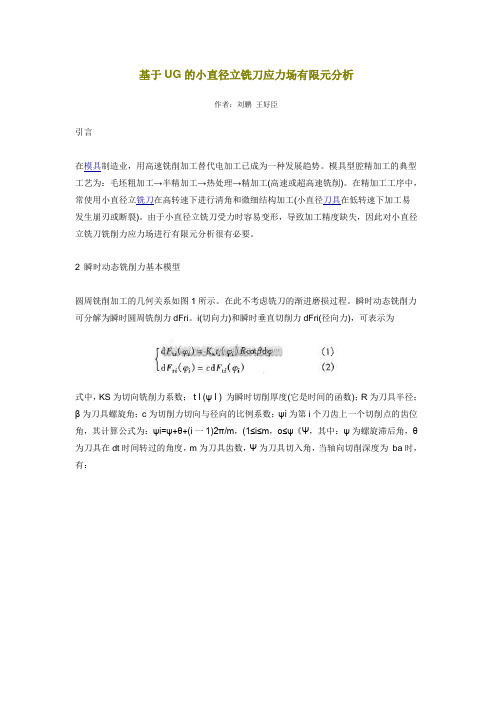
2 瞬时动态铣削力基本模型圆周铣削加工的几何关系如图1所示。
在此不考虑铣刀的渐进磨损过程。
瞬时动态铣削力可分解为瞬时圆周铣削力dFri。
i(切向力)和瞬时垂直切削力dFri(径向力),可表示为式中,KS为切向铣削力系数;t I (ψ I ) 为瞬时切削厚度(它是时间的函数);R为刀具半径;β为刀具螺旋角;c为切削力切向与径向的比例系数;ψi为第i个刀齿上一个切削点的齿位角,其计算公式为:ψi=ψ+θ+(i一1)2π/m,(1≤i≤m,o≤ψ《Ψ,其中:ψ为螺旋滞后角,θ为刀具在dt时间转过的角度,m为刀具齿数,Ψ为刀具切入角,当轴向切削深度为ba时,有:图1 圆周铣削加工的几何关系瞬时切屑厚度及刀具有效前角对动态铣削力的的影响可表示为:周铣加工有不同的加工方式(见图2)。
顺铣和逆铣加工时,每个切削刃的总切削力为式中,Ψe和Ψs为切削刃的起始滞后角和终止滞后角,可按以下两种方法计算:将m个切削刃的切削力累积后,可得整个刀具所受的总切削力为:图2 圆周铣削加工的不同方式3 立铣刀铣削力试验在铣削力试验中,采用Kistler(9257B)三向动态测力仪、电荷放大器(5017B)和A/D转换卡测量在高速切削时不同切削条件(切削速度、切削深度和进给量)下的切削力,铣削力测试系统的工作原理见图3。
该试验获得的切削力还可在应力场有限元分析时用于确定受力边界条件。
图3 铣削力测试系统原理图4 立铣刀的实体建模根据铣刀制造原理,选择以去除材料的方式来建立铣刀模型。
福州大学至诚学院本科生毕业设计(论文)题目:小型数控立式铣床机械结构设计姓名:学号:系别:机械工程系专业:机械设计制造及其自动化年级:2008级指导教师:年月日独创性声明本毕业设计(论文)是我个人在导师指导下完成的。
文中引用他人研究成果的部分已在标注中说明;其他同志对本设计(论文)的启发和贡献均已在谢辞中体现;其它内容及成果为本人独立完成。
特此声明。
论文作者签名:日期:关于论文使用授权的说明本人完全了解福州大学至诚学院有关保留、使用学位论文的规定,即:学院有权保留送交论文的印刷本、复印件和电子版本,允许论文被查阅和借阅;学院可以公布论文的全部或部分内容,可以采用影印、缩印、数字化或其他复制手段保存论文。
保密的论文在解密后应遵守此规定。
论文作者签名:指导教师签名:日期:小型数控立式铣床机械结构设计摘要本文主要介绍了数控立式铣床机械结构部分的设计。
包括立式铣床的总体布局、主传动系统、伺服进给系统和工作台等主要机械结构设计。
此次设计是在传统机床的基础上,对其改造,使其能够适应更多的加工需要。
其中要使铣床的总体结构更加紧凑,所以采用了主传动系统都用立式的传动轴。
并且同时还要保证传动的平稳和精准,这就需要在机械结构的设计上有更高的要求,对电机的选择和传动轴的设计计算需要更加精确。
而伺服进给系统的设计就主要考虑传动的精准,丝杆的传动的灵敏性以及伺服电机的最优传动。
对丝杆需要考虑传动的力矩和扭矩大小,怎样选择才能做到最优设计。
数控工作台的设计因为之前接触的少,在查阅了大量资料后,选择了分度回转工作台。
并且此项设计已经成熟,在查阅资料后根据我所设计的机床做出了合适的选择,采用了定位销式分度工作台。
这种工作台的定位分度主要靠定位销和定位孔来实现的。
而定位精度则需要取决于蜗轮副的传动精度,因而必须采用高精度的蜗轮副。
关键字:数控铣床,机械结构Small vertical milling machine mechanical structuredesign of numerical controlabstractThis paper mainly introduces the numerical control vertical milling machine mechanical structure parts of the design.Include vertical milling machine of the overall layout, main transmission system, servo drive system and the main mechanical structure design, etc.This design is the traditional machine tools, on the basis of the reform, which can adapt to the more processing need.This should make the general structure of the milling machine is more compact, so the main transmission system with all of the vertical shaft.And at the same time it also ensures that the transmission of smooth and accurate, this needs in the design of the mechanical structure has higher request, to choose and the shaft of the motor design and calculation of the need to be moreprecise.And servo drive system design is the main consideration of transmission of precise, screw transmission of the sensitivity of the servo motor and the optimal transmission.To screw need to consider the transmission torque and torque size, how to choose to do the optimal design. The machine optimal transmission.The design of the CNC table before because of the contact less, in turn a large number of data, choose dividing rotating table.And the design has been mature, in the access to information according to the design of after I made the right choice machine, using a location pins type dividing workbench.This table positioning dividing depend mainly on pins and positioning will realize the hole.And positioning accuracy is needed to worm gear transmission accuracy of depends on vice, therefore it must be with high precision of worm gear and vice.Key word: CNC milling machine, mechanical structure目录1 绪论 (4)1.1 课题的研究目的和意义 (4)国内、外现状及水平................................................................................................... 错误!未定义书签。
基于有限元方法的数控铣床整机热特性分析摘要: 使用有限元方法,对新设计的XK717 数控铣床进行了整机热特性分析,并与XK510 数控铣床(成熟产品)的分析结果进行比较,根据比较结果,找出XK717 数控铣床热特性的薄弱部件,从而为提高XK717 数控铣床的整机热特性指明了改进的方向.关键词: 热特性;有限元;数控铣床在机械加工中,工艺系统在各种热源(摩擦热、切削热、环境温度、热辐射等)的作用下,产生温度场,致使机床、刀具、工件、夹具等产生热变形,从而影响工件与刀具间的相对位移,造成加工误差,进而影响零件的加工精度. 根据英国伯明翰大学J . Pe2clenik 教授调查统计表明,在精密加工中,热变形引起的制造误差,占总制造误差的40 %~70 % . 所以,如何减少热变形,提高加工精度,是机床设计中非常棘手和重要的问题.目前,有很多学者通过试验和理论分析,对机床的热变形进行研究. 如浙江大学,对弹性热接触问题用有限元方法进行研究,而且对有限元系统进行开发,并应用于TKA6916 数控落地铣镗床的结构优化上,取得了一定的成果[1 ] . Okuyama 等人,通过实验测量了在平面研磨机工作过程中,砂轮主轴和工作台的相对热位移,并使用有限元方法对研磨机的热变形进行理论研究,结果表明理论与实验结论相一致[ 2 ] . Moriwaki 等人通过实验和有限元方法研究了由于环境温度变化引起的热变形对加工中心的影响[3 ] . 本文将通过有限元方法,对新设计的XK717数控铣床进行整机热特性分析,并与XK510 数控铣床(成熟产品)的分析结果进行比较,根据比较结果,找出XK717 数控铣床热特性的薄弱部件,从而为提高数控铣床的热特性指明了改进的方向.1 整机有限元模型考虑到XK717 数控铣床的结构相当复杂,为了便于有限元分析,对其结构进行适当的简化. 并采用20 节点体单元SOL ID95 进行网格划分,整机有限元模型如图1 所示.2 分析条件XK717 数控铣床的主轴系统前支承采用7020C 轴承,成对串联、开口朝下安装,中间支承也采用7020C 轴承,成对串联、开口朝上安装,设计预紧力为500 N ,后支承采用7018C 轴承,成对背靠背安装,设计预紧力为200 N ,轴承布置如图2 所示.对于典型的铣削工艺,使用立铣刀(高速钢)直径为40 mm ,齿数为Z = 6 ,对碳钢进行加工,其铣削深度a[sub]p[/sub] = 20 mm ,铣削宽度a[sub]e[/sub] = 2 mm ,每齿进给量a[sub]f[/sub] = 0. 01 mm ,转速为3500 r/ min ,假设工作台上的能量沿X 方向的分布,如图3 所示.并假设被工作台吸收的总能量为切削能量的10 %. 根据这些条件可计算出热分析的边界条件,具体的计算方法见文献[4 ]. 机床各部分材料特性如表1所示.3 结果分析图4 为主轴转速在3 500 r/ min 时,XK717 数控铣床整机温度场云图. 从图中可以看出,铣床温度比较高的部位在主轴的前支承部位;前、中、后支承的平均温度值分别为62.13 ℃, 57. 44 ℃, 45. 35℃. 图5 为XK717 数控铣床整机热变形云图,从图中可以看出,主轴箱前面部分热变形比较严重,而主要影响加工精度的主轴前端面平均热变形量为0. 143 mm.[align=center][/align]图6 、图7 分别为在相同仿真条件下,XK510 数控铣床的温度场和热变形场的云图. 前、中、后支承的平均温度值分别为52. 7 ℃,52. 71 ℃,36. 5 ℃,而主轴前端面平均热变形量为0. 062 mm.通过比较可知,XK717 数控铣床的轴承温升比XK510 数控铣床的温升要高,而主轴前端面热变形量大2 倍多. 这主要是因为:[align=center][/align](1)XK717 数控铣床的轴承个数多,前、中、后各2 个,共6 个,而XK510 铣床只有4 个,前支承两个,中、后支承各1 个;(2)XK717 铣床是大型数控铣床,主轴直径为0. 1 m 左右,而XK510 铣床只有0. 065 m ,这就表明在选择轴承时,新设计的XK717 数控铣床的轴承尺寸要比原铣床的大的多.上述2 个原因直接影响到数控铣床轴承的发热量,进而影响到轴承的温升和主轴的热变形. 由于XK510 数控铣床是成熟产品,在使用中,加工精度一直比较高,而分析结果表明新设计的XK717 数控铣床热变形精度明显没有XK510 数控铣床的精度高. 因此,很有必要对XK717 数控铣床采取一些措施,来减少机床的热变形. 从结果云图可以看出,主轴及主轴箱部件是影响主轴热变形的关键所在.4 结语通过对新开发设计的XK717 数控铣床进行整机热特性分析,并与XK510 数控铣床的结果进行比较,结果表明XK717 数控铣床的热变形精度没有原铣床的精度好,并且对其原因进行了分析,而且从结果云图中可以看出,XK717 数控铣床主轴及主轴箱部件是温度和热变形最为严重的部件,因此,应采取相应的措施来提高主轴和主轴箱部件的热特性.。
蛋白酶k消化裂解法蛋白酶K消化裂解法是一种用于蛋白质分析和结构研究的高效技术。
这种方法可将特定序列附近的蛋白质序列剪切成小碎片,从而更轻松地研究和识别蛋白质。
本文将对蛋白酶K消化裂解法的原理、应用和优劣进行探讨。
一、原理蛋白酶K是一种细菌性蛋白酶,可以水解蛋白质两侧L-lysyl和L-arginyl间的键,但不会消化其他氨基酸。
这使得蛋白酶K成为一种特殊的限制酶,它可以将特定的蛋白质序列剪切成小碎片。
蛋白酶K的消化过程一般顺利,在30分钟至2小时内完成,并且蛋白质片段的长度和位置都很容易被控制。
二、应用1. 识别蛋白质:基于蛋白酶K的消化原理,经常被用来识别特定的蛋白质序列。
在蛋白质混合物中,蛋白酶K 消化的蛋白质片段特别突出,这种方法可以加速对目标蛋白的定位和鉴定。
2. 蛋白酶K-裂解组成蛋白质:蛋白酶K的消化方法非常适合将蛋白质裂解成片段,这些片段可以用于下一步的质谱分析、电泳、色谱等研究。
3. 转化和感染蛋白:蛋白酶K可以用于分析和鉴定内源性和异源性蛋白,包括对病毒感染过程中产生的蛋白质进行分析。
4. 单克隆抗体分析:制备单克隆抗体时,通常要从动物中提取大量免疫球蛋白。
使用蛋白酶K对大量IgG进行裂解,可以得到具有更好性能的抗体片段,进而实现更好的免疫反应。
三、优劣1. 速度快:蛋白酶K的消化时间短,只需要30分钟至2小时即可完成,从而减少了蛋白质样本被其他方法处理后受到的磨损。
2. 精度高:蛋白酶K限制性地剪切特定的氨基酸,因此可以高精度地裂解蛋白质,几乎不会对其他氨基酸产生影响。
3. 实验成本低:蛋白酶k消化裂解法相对于其他方法来说,花费的实验成本非常低。
总的来说,蛋白酶K消化裂解法快速、精确且成本低,因此现在这种技术已经被广泛应用于蛋白质研究中,成为了一种十分有用的工具。
不过,这种方法因为只能识别特定的氨基酸序列,所以分析范围受到了限制,因此有些情况下需要结合其他检测方法来应对。
文章编号:1001-2265(2009)12-0012-05收稿日期:2009-10-12;修回日期:2009-11-06*基金项目:辽宁省工业攻关项目(2008220011)作者简介:王利军(1981)),男,内蒙古乌兰察布盟人,大连理工大学机械工程学院研究生,主要研究方向为机械电子工程及微细加工,(E -m ail)w anglijun810214@163.co m 。
立式微型数控铣床整机结构的有限元分析*王利军,贾振元,卢晓红,贾德峰,吕元哲(大连理工大学精密与特种加工教育部重点实验室,辽宁大连 116024)摘要:为保证机床的精度满足微细铣削加工实验的要求,必须校验机床整机设计能否满足设计要求。
在Pro /ENGI NEER 软件平台上,根据微型铣床各部件实际结构、尺寸和组成特点建立整机装配几何模型。
通过理论、实验及有限元仿真相结合的分析方法,利用ANSYS 有限元分析软件对所设计的立式微型数控铣床整机进行了静力学分析和动态特性分析,对整机在结构设计上能否满足加工精度设计要求进行了校验,并对今后机床整机设计提出新的方法。
关键词:有限元分析;整机结构;动态特性分析;静力学分析中图分类号:TP206 文献标识码:AF i n ite Elem ent Analysis O f V ertical CNC M illing M achi n e Structure WANG L-i j u n ,JIA Zhen -yuan ,LU X iao -hong ,JIA De -feng ,LV Yuan -zhe(Key Laboratory f o r Prec ision and Non -trad itional M achining Techno logy o fM i n istr y of Educa ti o n ,Da li a n Un i v ersity of Techno l o gy ,Da li a n 116024,Ch i n a)Abst ract :The overall str uctua l desi g n o fm ach i n e too l shou l d be verified to ensure t h e accuracy of t h e m ach i n e too lm eeti n g the require m ents o f m icro -m illi n g m ach i n i n g .Using the Pro /E soft w are the asse m b l y geo m etric m odel of a vertica l CNC m icro -m illi n g m achine too l is estab lished according to the correspondi n g co m ponents 'act u al structure ,sizes and the co m positi o n characteristics .Based on the theoretica,l experi m ental and fi n ite e-l e m ent si m ulation analysis m ethod ,the sta tic ana l y sis and the dyna m ic characteristic ana l y sis of the desi g ned vertical C NC m icro -m illing m achine tool are conducted usi n g t h e ANSYS soft w are ,the overall structual desi g n of t h e m icro -m illi n g m ach i n e too l is analyzed to check w hether it m eets the requ ire m ents o f the m icro -m illi n g m ach i n i n g ,and a nove lm ethod fo r the overall str uctual design o fm achine too l is proposed too .K ey w ords :fi n ite ele m ent ana l y sis ;m achine str ucture ;dyna m ic characteristic ana l y sis ;static analysis0 引言近年来,随着航空航天、国防工业、微电子技术、生物医疗装备技术的发展,民用和国防等领域对各种微小型化产品的需求不断增加,对微小装置的功能、结构复杂程度、可靠性等要求也越来越高,从而使得能够采用更广泛的工程材料、特征尺寸在L m 级到mm 级的精密三维(3D )微小零件的需求日益迫切,因此,微小型化制造技术的研究已经成为现代科学研究的前沿和热点。
由于被加工零件材料要求、三维复杂形状和生产成本的限制,传统的M E M S 和超精度加工技术受到限制。
而基于微型机床系统的微细制造技术以其相对制造精度和生产成本的综合优势受到国内外学术界和工业界的广泛关注。
特别是微细铣削工艺具有加工任意材料、三维复杂形状介观尺度零件的能力[1],微铣床系统的开发和工艺优化研究受到格外重视。
自Duttak 等[2]在1970年首次提出微小型化机床的概念以来,日本[3]、美国[4]、德国[5]及韩国[6]等发达国家在微型机械研制领域取得了丰硕的成果,然而国内对微型数控机床的研究才刚刚起步,目前仅哈尔滨工业大学[7]、南京航空航天大学[8]和上海交通大学[9]等科研院所开展了相关方面的研究。
#设计与研究#组合机床与自动化加工技术本文采用有限元软件对自主设计的精密微型立式数控铣床(如图1),进行了静力学及动态特性分析,该机床总体尺寸为480@260@4003,xyz 工作空间尺寸为50@50@1023,主轴最高转速140000,采用全闭环控制,系统分辨率011,重复定位精度011,设计加工精度为1。
图1 立式微型铣床简图1 整机参数化建模及有限元分析方法本文是在Pro /ENG I N EER 软件平台上,根据各部件实际结构、尺寸建立模型,模型的特征标注尺寸设定为一个变量名并对应一个参数,从而建立了几何实体和参数间的关系,由用户输入的参数名找到对应的特征,进而根据参数值对实体进行自动再生,以得到新的模型,实现参数化设计。
根据有限元分析需求,通过变更模型中的参数来忽略零件上的小螺栓孔、尖角、小孔以及结构结合处的倒圆和倒角。
完成所有部件的三维造型后,对立式微型铣床进行虚拟装配,获得整个立式微型铣床的参数化虚拟样机。
将建立好的参数化模型导入到ANSYS 软件中进行网格划分后,对有限元模型可创建静力学和动态特性仿真分析方案,并根据求解结果来校验立式微型机床整机静、动态位移能否满足设计指标,从而达到校验整机在结构设计上能否满足加工精度设计要求。
所建立的参数化模型设计和有限元仿真分析流程图,见图2。
图2 参数化模型设计和有限元仿真分析流程图2 整机有限元模型的建立211 立式微型铣床模型的网格划分本文利用pro /E 软件的参数化建模以及虚拟装配功能建立的立式微型铣床整机的三维实体模型如图3,将建立好的整机结构模型导入到ANSYS 软件中进行网格划分。
由于该微型机床主要部件多是三维块状结构,所以单元类型采用三维实体结构单元,为提高计算精度,选用带有中间节点的SOLD95单元,定义各装配体材料的弹性模量、泊松比和密度以及体与体之间的联结关系。
将以上所定义的单元类型及材料物理参量分配给微型铣床各部分结构,采用智能分网(Sm art Size)与人工干预相结合的单元划分方式进行,每步分网完成后及时检查单元质量,及时修正,以免计算结果出现大的误差。
最后所获得的立式微型铣床整机有限元模型,共有67517个节点,39411个实体单元,其中包括39103个SOLD95单元和308个COM BI N 14单元。
图3 整机的三维实体模型212 结合部的建模立式微型铣床在实体装配中采用螺栓、导轨、夹持等联接方式将各个部件联接在一起,构成复杂的动力学系统。
各个零部件之间相互结合的部位称为结合部,当这些结合部受到由工作载荷不平衡所引起的动载荷作用时,结合面间会产生多自由度、有阻尼的微幅振动,从而使结合部有可能表现出既有弹性又有阻尼既储存能量又消耗能量的/柔性联接0的特性。
这种特性将对结构整体的动态性能产生明显的影响,表现为使结构整体刚度降低、阻尼增加,从而导致结构固有频率降低,振动形式复杂化。
因此,结合部的建模合理与否直接影响到立式微型铣床整机静力学分析和动态特性分析的正确性。
立式微型铣床中各结合部均为柔性联接,这种联2009年第12期#设计与研究#接方式可以用弹性元件和阻尼元件来模拟,即每一结合点上的每一个自由度方向都用一对弹性元件和阻尼元件来进行联接[10]。
如图4所示,设零件A 与零件B 之间为柔性联接。
零件A 的对接点As 在a 方向的振动位移为a A s =A A s e i X t,所受到的作用力为f A s =F A s e i X t;零件B 的对接点B s 在a 方向的振动位移为a B s =A B s e i X t,所受到的作用力为f B s =F B s e i X t。
故两对接点A s 和B s 的振动位移与所受作用力应满足如下关系:F A s F B s=k -k -kk +i Xc -c -ccA A s A Bs=K JA A s A A s图4 结合部等效动力学模型本文使用ANSYS 中的弹簧阻尼器单元COM B I N 14来连接相互接触的零部件,并根据各结合部具体的结合条件与结合状态,确定结合点位置分布、结合点数目以及每个结合点上的自由度数,从而建立结合部的等效动力学模型[11]。
其中COMB I N 14的刚度与阻尼参数利用吉村允孝积分法确定,结合点处各个方向上的等效弹簧刚度和等效阻尼系数可根据结合部所受平均接触压力等结合状态参数从吉村允孝通用数据库中查得[12]。
图5所示为立式微型铣床整机有限元模型。
图5 立式微型铣床结整机有限元模型3 整机静力学分析机床的动静态特性在很大程度上决定了机床的性能。
首先对所设计的微型铣床有限元模型进行整机静力学分析。
311 切削力分析切削力分析是静力学分析的基础,所研究的微型铣削切削力分析如下:(1)受力分析以直齿圆柱铣刀为例,铣削加工工件时铣刀所受切削力如图6所示。