插补的基本概念、脉冲增量插补与数据采样插补的特点和区别、逐点比较法的基本原理、直线插补和圆弧插补
- 格式:ppt
- 大小:235.00 KB
- 文档页数:30
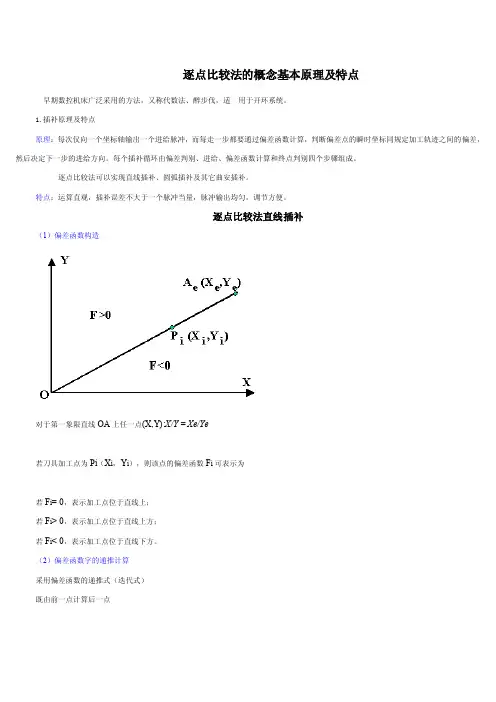
逐点比较法的概念基本原理及特点早期数控机床广泛采用的方法,又称代数法、醉步伐,适用于开环系统。
1.插补原理及特点原理:每次仅向一个坐标轴输出一个进给脉冲,而每走一步都要通过偏差函数计算,判断偏差点的瞬时坐标同规定加工轨迹之间的偏差,然后决定下一步的进给方向。
每个插补循环由偏差判别、进给、偏差函数计算和终点判别四个步骤组成。
逐点比较法可以实现直线插补、圆弧插补及其它曲安插补。
特点:运算直观,插补误差不大于一个脉冲当量,脉冲输出均匀,调节方便。
逐点比较法直线插补(1)偏差函数构造对于第一象限直线OA上任一点(X,Y):X/Y = Xe/Ye若刀具加工点为Pi(X i,Y i),则该点的偏差函数F i可表示为若F i= 0,表示加工点位于直线上;若F i> 0,表示加工点位于直线上方;若F i< 0,表示加工点位于直线下方。
(2)偏差函数字的递推计算采用偏差函数的递推式(迭代式)既由前一点计算后一点Fi =Yi Xe -XiYe若F i>=0,规定向+X 方向走一步Xi+1 = Xi +1Fi+1 = XeYi –Ye(Xi +1)=Fi –Ye若F i<0,规定+Y 方向走一步,则有Yi+1 = Yi +1Fi+1 = Xe(Yi +1)-YeXi =Fi +Xe(3)终点判别直线插补的终点判别可采用三种方法。
1)判断插补或进给的总步数:;2)分别判断各坐标轴的进给步数;3)仅判断进给步数较多的坐标轴的进给步数。
(4)逐点比较法直线插补举例对于第一象限直线OA,终点坐标Xe=6 ,Ye=4,插补从直线起点O开始,故F0=0 。
终点判别是判断进给总步数N=6+4=10,将其存入终点判别计数器中,每进给一步减1,若N=0,则停止插补。
逐点比较法圆弧插补3.逐点比较法圆弧插补(1)偏差函数任意加工点P i(X i,Y i),偏差函数F i可表示为若F i=0,表示加工点位于圆上;若F i>0,表示加工点位于圆外;若F i<0,表示加工点位于圆内(2)偏差函数的递推计算1)逆圆插补若F≥0,规定向-X方向走一步若F i<0,规定向+Y方向走一步2)顺圆插补若F i≥0,规定向-Y方向走一步若F i<0,规定向+y方向走一步(3)终点判别1)判断插补或进给的总步数:⎩⎨⎧+-=-+-=-=++12)1(122211iiiiiiiXFRYXFXX⎩⎨⎧++=-++=+=++12)1(122211iiiiiiiYFRYXFYY⎩⎨⎧+-=--+=-=++12)1(122211iiiiiiiYFRYXFYY⎩⎨⎧++=-++=+=++12)1(122211iiiiiiiXFRYXFXXbabaYYXXN-+-=baxXXN-=bayYYN-=2) 分别判断各坐标轴的进给步数;(4)逐点比较法圆弧插补举例对于第一象限圆弧AB ,起点A (4,0),终点B (0,4)4.逐点比较法的速度分析fN V L式中:L —直线长度;V —刀具进给速度;N —插补循环数;f —插补脉冲的频率。




插补的基本概念脉冲增量插补与数据采样插补的特点和区别逐点比较法的基本原理直线插补和圆弧插补
脉冲增量插补和数据采样插补是实现插补的两种不同方法。
脉冲增量插补是将连续的运动轨迹离散化,以一定的脉冲数来表示,通过控制脉冲信号的频率和方向来控制机床的运动方向和速度。
而数据采样插补则是将预先生成的轨迹数据存储在内存中,通过对数据进行采样来得到机床的控制指令。
脉冲增量插补的特点是运算简单,系统响应速度较快,适合于高速运动控制;但由于其离散化的特点,可能会引入累积误差。
数据采样插补的特点是能够精确控制机床的运动轨迹,减小累积误差,但需要占用较大的内存空间。
逐点比较法是一种用于校正控制系统误差的方法。
其基本原理是通过对实际运动轨迹数据和预期轨迹数据进行逐点比较,根据比较结果来调整机床的控制指令,使实际运动轨迹尽可能地与预期轨迹一致。
逐点比较法的关键是选择合适的比较误差补偿算法,以实现高效准确的校正。
直线插补是指在机床坐标系下,按照直线轨迹进行插补运动。
直线插补的计算相对简单,只需要对坐标进行线性插值即可。
圆弧插补是指在机床坐标系下,按照圆弧轨迹进行插补运动。
圆弧插补的计算相对复杂,需要考虑起点、终点和半径等参数,通过数学运算得出插补指令。
总之,插补是机床运动控制的基础,脉冲增量插补和数据采样插补是两种常见的实现方式,逐点比较法是一种用于校正误差的方法,直线插补和圆弧插补则是两种常见的插补方式。
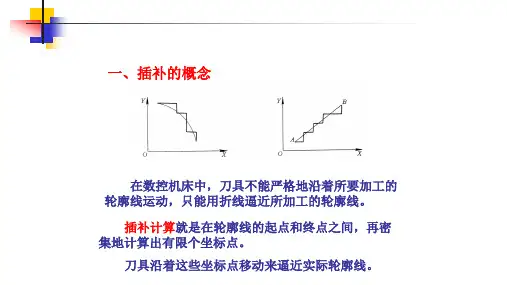
什么是插补一、插补的概念在数控机床中,刀具不能严格地按照要求加工的曲线运动,只能用折线轨迹逼近所要加工的曲线。
插补(interpolation)定义:机床数控系统依照一定方法确定刀具运动轨迹的过程。
也可以说,已知曲线上的某些数据,按照某种算法计算已知点之间的中间点的方法,也称为“数据点的密化”。
数控装置向各坐标提供相互协调的进给脉冲,伺服系统根据进给脉冲驱动机床各坐标轴运动。
数控装置的关键问题:根据控制指令和数据进行脉冲数目分配的运算(即插补计算),产生机床各坐标的进给脉冲。
插补计算就是数控装置根据输入的基本数据,通过计算,把工件轮廓的形状描述出来,边计算边根据计算结果向各坐标发出进给脉冲,对应每个脉冲,机床在响应的坐标方向上移动一个脉冲当量的距离,从而将工件加工出所需要轮廓的形状。
插补的实质:在一个线段的起点和终点之间进行数据点的密化。
插补工作可由硬件逻辑电路或执行软件程序来完成,在CNC系统中,插补工作一般由软件完成,软件插补结构简单、灵活易变、可靠性好。
二、插补方法的分类目前普遍应用的两类插补方法为基准脉冲插补和数据采样插补。
1.基准脉冲插补(行程标量插补或脉冲增量插补)特点:每次插补结束,数控装置向每个运动坐标输出基准脉冲序列,每插补运算一次,最多给每一轴一个进给脉冲。
每个脉冲代表了最小位移,脉冲序列的频率代表了坐标运动速度,而脉冲的数量表示移动量。
每发出一个脉冲,工作台移动一个基本长度单位,也叫脉冲当量,脉冲当量是脉冲分配的基本单位。
该方法仅适用于一些中等精度或中等速度要求的计算机数控系统主要的脉冲增量插补方法:数字脉冲乘法器插补法逐点比较法数字积分法矢量判别法比较积分法最小偏差法目标点跟踪法单步追踪法直接函数法加密判别和双判别插补法2. 数字采样插补(数据增量插补)数据采样插补又称时间增量插补,这类算法插补结果输出的不是脉冲,而是标准二进制数。
根据程编进给速度,把轮廓曲线按插补周期将其分割为一系列微小直线段,然后将这些微小直线段对应的位置增量数据进行输出,以控制伺服系统实现坐标轴的进给。