套管开窗侧钻技术共48页文档
- 格式:ppt
- 大小:6.07 MB
- 文档页数:48
套管开窗侧钻技术随着石油勘探开发的深入,许多油田已经进入中后期开发阶段,很多老井由于套管、地层及修井的原因已经停产。
如何让这些报废井复产,提高采收率,最经济有效的方法就是对其进行开窗侧钻。
套管开窗侧钻是利用特殊的工具和工艺在已下套管的油水井某一特定深度开窗,并从此窗口侧钻出一定的距离,形成新的井眼,然后下尾管固井,开采地下原油的一项技术措施。
标签:复产;套管开窗;侧钻前言随着石油勘探开发的深入,许多油田已经进入中后期开发阶段,很多老井由于套管、地层及修井的原因已经停产。
如何让这些报废井复产,提高采收率,最经济有效的方法就是对其进行开窗侧钻。
套管开窗侧钻是利用特殊的工具和工艺在已下套管的油水井某一特定深度开窗,并从此窗口侧钻出一定的距离,形成新的井眼,然后下尾管固井,开采地下原油的一项技术措施。
目前开窗侧钻技术在国内外很多油田都得到了推广应用,成为“挖潜增效”的重要手段,具有重要的战略地位和经济意义。
现在就本人对导向器开窗侧钻技术的一些见解做一些论述。
1开窗点的选择选择开窗点前要仔细查询套管数据及固井资料,综合考虑后确定。
选择标准如下:在保证开窗点套管完好的情况下,避开套管接箍及扶正器;在保证开窗点以上套管完好的情况下,尽量利用原井的有用套管;保证开窗点周围固井质量完好;斜井尽量选择狗腿角小的地方。
2 导向器座封下导向器前要根据套管的内径大小,选择合适的通井规进行通井,确保开窗点以上位置起下钻畅通无阻。
选择打压座封式导向器,座封导向器前要进行陀螺定位,确定合适的方位后打压座封。
三次打压后带压检查导向器座封是否座封,确定座封后,泄压,再检查是否牢固可靠。
导向器固定可靠后,退下送斜装置起出钻具。
3 铣锥开窗采用钻铰式铣锥(复式铣锥)进行一次性开窗,可分为三个阶段。
钻具组合:钻铰式铣锥+加重钻杆6根第一阶段:起始磨铣阶段从铣锥磨铣导向器顶部上方某一点到磨铣底部直径圆周与套管内壁接触段。
此过程要注意轻压、慢钻,使导向器磨出一个均匀接触面,为以后顺利下钻及钻进打下基础。
![4套管开窗侧钻技术[仅供参考]](https://uimg.taocdn.com/a9beebfc89eb172ded63b7ca.webp)

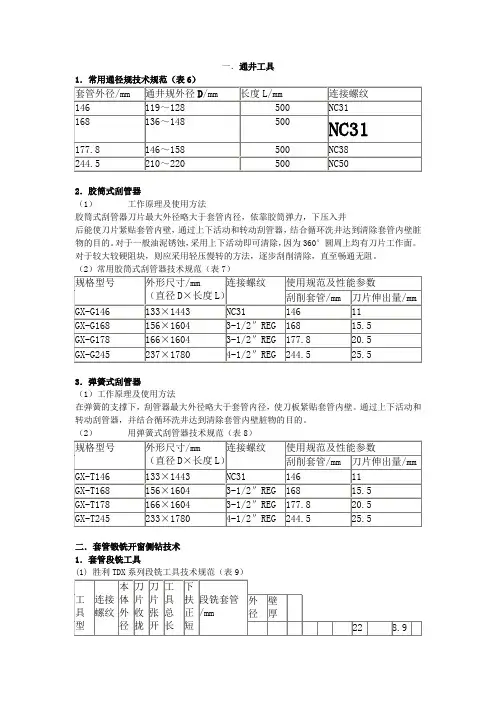
一.通井工具2.胶筒式刮管器(1)工作原理及使用方法胶筒式刮管器刀片最大外径略大于套管内径,依靠胶筒弹力,下压入井后能使刀片紧贴套管内壁,通过上下活动和转动刮管器,结合循环洗井达到清除套管内壁脏物的目的。
对于一般油泥锈蚀,采用上下活动即可清除,因为360°圆周上均有刀片工作面。
对于较大较硬阻块,则应采用轻压慢转的方法,逐步刮削清除,直至畅通无阻。
3.弹簧式刮管器(1)工作原理及使用方法在弹簧的支撑下,刮管器最大外径略大于套管内径,使刀板紧贴套管内壁。
通过上下活动和转动刮管器,并结合循环洗井达到清除套管内壁脏物的目的。
用弹簧式刮管器技术规范(表8)(2)二.套管锻铣开窗侧钻技术1.套管段铣工具(1) 胜利TDX系列段铣工具技术规范(表9)(2) 三洲公司“D”型段铣器技术规范(表10)2.推荐段铣参数3.推荐钻具组合(表12)4.套管段铣器的工作原理开泵后在钻井液的压力推动下,段铣器的刀片张开,先定点转动转具对套管进行切割。
当套管割断后泵压下降2~3MPa,此时再继续切割20~30分钟对套管段口进行修整,便可式加钻压进行套管磨铣。
需要回收段铣工具时,停泵,活塞在弹簧作用下上行复位,刀臂将自动收回,便可起钻。
2.套管段铣工艺及技术要求(1)井眼准备◆ 段铣套管外部水泥胶结良好,保证下部套管不晃动,上部套管不脱扣。
◆ 尽量避开套管接箍,在接箍以下1.5~2m处开始切割。
避免切割套管扶正器,以保证磨铣速度和单副刀片的段铣进尺。
◆ 要求段铣点下端距水泥塞面最少不能低于10m。
用刮管器带通井规通井至段铣井段完以下5m,保证井眼畅通。
◆ 段铣井段应尽量选在直井段,避免偏磨套管造成段铣困难。
◆ 了解套管结构、钢级、套管壁厚及内径。
(2) 泥浆准备为保证段铣施工顺利、确保铁屑携带出井筒,要求钻井液密度大于1.10g/cm3粘度60~80秒以上。
(3) 工具准备提前对段铣工具进行检查,配好钻具及接头,并丈量尺寸和画出草图。
石油钻井划眼与倒划眼一、钻井划眼操作规程1.划眼的钻具结构要简化。
2.上部划眼防止划出新井眼;下部划眼防止憋漏地层。
3.静止期间加强做岗,观察好环空及泥浆液面。
4.对全套设备进行检修,保证设备正常运转。
5.准备足够的钻井液,粘切要高。
6.下钻速度要慢,两分钟下一柱。
7.划眼时要“一冲、二通、三划眼”:接好单根开泵后,先冲下去,上提钻具转动方位再通下去,最后划下去。
冲、通困难时可采用“拨放点划”法,即先加压1-2吨启动转盘,悬重回升后停转盘,再加压1-2吨,重复操作。
绝对不允许划眼时加压连续转转盘,指重表要灵活好用。
8.划眼时早开泵、迟停泵,大排量划眼,划眼过程中要注意观察返出岩屑和间断放空现象。
划眼时要注意缩径井段不能硬压,防蹩泵。
9.划眼时钻具丝扣要上紧,避免钻具事故;划眼防止打倒车,负荷严重时先停总车,钻机快要停时合上低速,刹死刹把。
10.中间循环开泵与试开泵相同,一定要先小排量试开泵,返出正常后方可逐渐增加排量。
11.划眼要步步为营,划3-5m要上提至正常井段,划完一根单根后要多提一个单根,停泵后上提无卡阻,可下放到底,停转盘无倒车,不返喷泥浆,方可接单根。
12.长井段每划眼5-6个单根,要大排量循环泥浆一周,以便携砂和巩固井壁。
其长度视井眼复杂情况而定。
强化防卡操作,钻具静止前恢复原悬重,静止时间不超过三分钟。
13.划眼过程中设备出现故障,造成长时间无法循环时要起钻,并设法灌满钻井液。
二、注意事项起钻或短程起钻中,遇上起钻困难,上提遇挂卡起不出来,而下放可轻松释放,在这样的情况下,可采用“倒划眼”方式,将钻具起出。
倒划眼是处理复杂时最危险的操作,倒划眼过程中井下情况复杂,反扭矩较大,转盘扭矩也相应增大,在操作上控制不当易产生三种情况:将钻具憋停;转盘产生倒车、高速返旋转;钻具旋转憋过、钻具释放扭矩、带动转盘高速正旋转。
以上三种情况非常危险,尤其是后两种情况,在扭矩增大时,钻具在扭矩的作用下产生收缩(就像日常生活中用手将毛巾中的水拧出,手给毛巾一个旋转扭力,毛巾在扭力的作用下收缩变短,当扭力释放后,毛巾自然恢复原状),在转盘高速旋转释放扭矩的同时,钻具伸长,这时很容易将卡瓦带出,卡瓦飞出伤人。
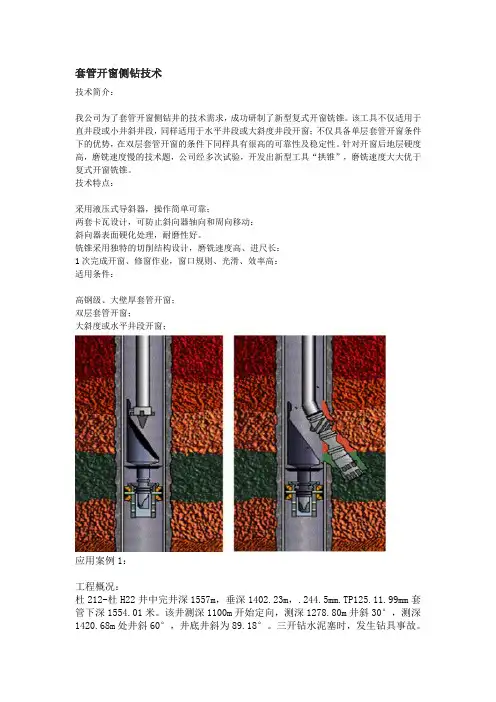
套管开窗侧钻技术技术简介:我公司为了套管开窗侧钻井的技术需求,成功研制了新型复式开窗铣锥。
该工具不仅适用于直井段或小井斜井段,同样适用于水平井段或大斜度井段开窗;不仅具备单层套管开窗条件下的优势,在双层套管开窗的条件下同样具有很高的可靠性及稳定性。
针对开窗后地层硬度高,磨铣速度慢的技术题,公司经多次试验,开发出新型工具“拱锥”,磨铣速度大大优于复式开窗铣锥。
技术特点:采用液压式导斜器,操作简单可靠;两套卡瓦设计,可防止斜向器轴向和周向移动:斜向器表面硬化处理,耐磨性好。
铣锥采用独特的切削结构设计,磨铣速度高、进尺长:1次完成开窗、修窗作业,窗口规则、光滑、效率高:适用条件:高钢级、大壁厚套管开窗;双层套管开窗;大斜度或水平井段开窗;应用案例1:工程概况:杜212-杜H22井中完井深1557m,垂深1402.23m,.244.5mm.TP125.11.99mm套管下深1554.01米。
该井测深1100m开始定向,测深1278.80m井斜30°,测深1420.68m处井斜60°,井底井斜为89.18°。
三开钻水泥塞时,发生钻具事故。
应用情况:该井井斜83.开窗,磨铣井段1525.00~1528.80m,进尺3.8m,磨铣总时间13.67小时,平均钻速0.28m/h。
下入牙轮试钻5m,窗口无阻无卡,恢复正常钻进。
应用案例2:工程概况:胜601-H402井在实施主井眼,套管开窗侧钻时发生卡钻事故,处理18天后无果,决定由我公司进行第二次开窗。
该井技术难点是开窗侧钻点地层为角砾岩,地层硬度高、研磨性性强,铣锥磨铣难度大。
开窗套管型号为.177.8mm.P110.9.19mm,开窗点井斜24.。
应用情况:该井使用.150mm液压导斜器1套、铣锥4只,磨铣井段2897.72~2901.22m,进尺3.50m,磨铣总时间61h,平均钻速0.06m/h。
施工过程顺利,窗口状态良好,圆满完成了甲方施工要求。
第八章套管开窗侧钻技术概述侧钻技术在国外起始于三十年代,于八十年代得到深入发展。
我国于八十年代开始研究侧钻技术,十年间内迅速成熟起来。
该项技术在全国各油田得到了广泛的推广应用,并取得了明显的经济效益和社会效益,成为油田特别是老油区节支增效、节约挖潜的重要手段和措施。
井眼的侧钻技术一般分为两种类型,一是裸眼井内侧钻技术,即在裸眼井内打入水泥造成人工井底然后側钻或条件允许时直接进行悬空侧钻形成侧向井眼的工艺技术。
二是套管开窗技术,即依据设计要求,在套管内某位置开一窗口或铣掉一段套管,侧向钻出一新井眼,实现重新完井的工艺技术。
侧钻技术是在普通定向钻井技术的基础上发展起来的,除具有普通定向井和水平井的共性之外,也有其自己的独特性,正是这些独特性才形成了专门的侧钻工艺技术。
侧钻的主要目的是实现:“死井复活”、提高采收率、降低成本。
侧钻技术主要应用于:(1)钻井过程中套管内有落鱼或落物而无法打捞不能继续进行钻井、完井作业。
(2)钻井及采油过程中套管变形,影响生产。
(3)采油过程中砂堵砂埋严重,通过修井作业无法恢复生产的井。
(4)直井落空,偏离油层位置,经勘探其周围还有开采价值油藏。
(5)有特殊作业要求的多底井和泄油井等。
(6)油田开发后期,已无开采价值的井,为了节约钻井成本,充分挖掘潜力,利用原井眼开窗侧钻成定向井开采边角油气藏。
开窗工具主要分为两大类:一是锻铣式开窗工具,主要由锻铣器和锻铣刀片组成。
二是斜向器式开窗工具,分为:a.固定地锚斜向器式b.一体化式地锚斜向器。
两种类型。
主要由地锚总承、斜向器总承、和磨铣工具组成。
本章着重对套管开窗技术进行介绍,讲述了套管开窗的原理、专用工具及其现场使用。
第一节锻铣开窗侧钻工艺一、套管锻铣器的结构设计和工作原理套管锻铣器的结构见图8—1,主要由保护接头、壳体、泵压显示装置、活塞总成、弹簧、刀片、下扶正器组成。
其工作原理为:图1 短线器结构示意图锻铣器下入设计井深后,启动转盘、开泵。
①139・7mm套管开窗侧钻技术2016年2月18日一. 前言二. ①139.7mmSf管开窗侧钻的难点三. 套管开窗侧钻井的前期准备四. 套管开窗技术五. 井眼轨迹控制技术六. 钻头的优选七. 小井眼的泥浆技术八. 小井眼的井控技术九. 小井眼完井技术十. 安全钻井措施几点认识一. 前言①139.7mm套管开窗侧钻是在油田开发后期,利用老井上部较好套管进行开窗侧钻的一种钻井工艺,它具有钻井费用低,恢复产能快。
随着小井眼侧钻井在油田开发中的应用,侧钻井钻井过程中暴露出的问题也在增多,主要是机械钻速低、周期长、事故多、固井质量差。
主要原因是小井眼微间隙钻井技术和工具不配套,大部分是米用常规钻井技术来打小井眼微间隙井,根据①139.7mm套管开窗侧钻的特点,通过几口井的钻井实践,对套管开窗侧钻进行了一些技术探讨。
二. ①139.7mm套管开窗侧钻井的难点1. 井眼轨迹复杂,控制较难。
2. 小井眼与钻具的环空间隙小,施工泵压高,对设备承压要求高;3. 环空压耗大,易井漏;下钻速度过快,钻具内容易返喷泥浆,若有油气,钻具内易井喷;钻进中环空返砂不太好,当钻时快时,易蹩泵造成井漏;起钻时,易抽吸诱发井喷;固井下入①104 mm套管,环空间隙更小,环空压耗更局,易井漏或蹩泵,下套管易卡钻。
4. 钻井从开窗开始,大部分在油层井段,对井控要求高,溢流量不超过 1 方,与大井眼井控有所不同,钻具内比环空更易井喷。
5. 对泥浆性能要求高,保证泥浆具有良好的携砂性、悬浮性、润滑性,固相含量低,触变性好。
6. 井下安全是开窗侧钻井的重点,一切工作要围绕复杂和事故的预防进行。
若出事故,因钻具接头外径为105mm打捞工具较少,处理事故难度大。
7. 井眼前期准备工作的好坏,对后期施工方案影响较大。
三. 套管开窗侧钻井的前期准备一、技术准备1. 在接到套管开窗侧钻井施工通知单后,必须对原井和其邻井进行调研, 需要调研的资料有:完钻日期、地质简介、井身结构、钻井液、钻时、井径、井斜、套管数据、固井质量、复杂情况、井下事故、原井大修情况、原井井口、井筒现况、有无落物及周围注水井情况,老井井身结构和新井施工要求等。
套管开窗定向侧钻技术一、现状套管开窗侧钻技术在国内外已广泛推广应用,并取得了明显的经济效益和社会效益,其技术也日趋完善成熟,成为油田节支增效挖潜的重要手段和措施。
由于我国各大油田勘探与开发到目前已发展到了比较成熟阶段,大部分油田产量已开始处于下滑趋势,甚至于某些油田的产量急剧下降,新增地质储量相对减少,各种采油增产措施难以凑效。
而只有少数油田处于稳产,保持比较乐观的产量。
如四川油田、青海油田、中原油田、华北油田、玉门油田等都失去了昔日辉煌,由原来的稳产,走向了急剧下滑的势头。
加之近几年来原油价格下降、物价因素等,致使原油生产成本高居不下。
这就迫切需要新技术来盘活老区油井,以较少的投资获得较高的经济效益。
套管开窗侧钻技术的应用,使老油区重获新生。
可以实现原有老井充分挖潜地下油气资源潜力,获得更多油气资源。
为此各油田均对套管开窗钻井工艺技术进行攻关与研究,胜利油田1986年完成第一口套管开窗侧钻井营86—斜3井,应用的地锚式定向开窗侧钻法,87年在桩古34—追2井中,在4234.5米处开窗侧钻获得成功。
88—89年又相继完成了3口井,形成了一整套系统的工艺理论和比较完善的工艺技术,目前已在油田范围大面积的推广应用,见到良好的效果。
二、目的及技术简介主要目的就是使原始地层重新裸露,实现再完井作业。
它是对钻井工艺技术的补充和完善,可以实现常规钻井技术无法完成或者有特殊要求的完井作业。
首先可实现钻井过程的补救,及套管内有落鱼或者落物而又无法打捞不能继续进行作业施工的井的补救。
其次,钻井及采油过程中套管变形,影响生产的井,实施套管开窗可以解决。
第三,采油过程中砂堵砂埋严重,通过修井无法恢复生产的井。
第四,直井确实偏离油气层位置,经勘探其周围还有开采价值的油藏。
第五,是有特殊要求的多底井和泄油井等。
第六,是油田开发后期,已无开采价值的井,为了节约钻井成本,充分挖潜,利用原井眼开窗侧钻成定向井或水平井,开采周围油气藏。
Φ139.7mm套管开窗侧钻技术规程二○一六年二月二十日Φ139.7mm套管开窗侧钻技术规程套管开窗侧钻技术是指利用原井套损段(点)以上的套管井眼,重新钻开距套损段一定距离的油层,以达到恢复产能和注采关系之目的的一项钻井工艺技术。
1、资料调研必须对原井和其邻井进行调研,需要调研的资料有:完钻日期、地质简介、井身结构、钻井液、钻时、井径、井斜、套管数据、固井质量、复杂情况、井下事故、原井大修情况、原井井口和井筒现况及周围注水井情况。
2、工具、仪器和钻具配套标准2.1 钻具2.1.1 井斜小的侧钻井使用一级钻杆,大斜度井应配新钻杆。
2.1.2 井斜35°以内的侧钻井配3-1/2加重钻杆100~150m;井斜35°以上的侧钻井配加重钻杆150~200m。
2.1.3 每口井应配尺寸合适的三只稳定器2.1.4 钻杆内径必须一致,防止仪器和工具阻卡。
2.1.5钻铤、无磁钻铤、稳定器及配合接头须经探伤检查合格方可使用。
2.2 侧钻井特殊钻具、工具配套标准(适用内径大于121mm以上的套管)Φ118mm×2m通径规Φ118mm刮刀钻头Φ118mmPDC钻头Φ114mm导斜器Φ118mm钻铰式铣锥Φ95mm0.75°、1°、1.25°、1.5°单弯螺杆Φ104.8mm无磁钻铤或Φ89mm无磁承压钻杆Φ117mm、Φ115mm稳定器KKQ-114水力式扩孔器备注:对于10.54mm的套管,通径规和铣锥Φ115mm,斜向器Φ110-112mm,钻头Φ114-114.3mm。
2.3侧钻井主要测量仪器a 磁力单点照相测斜仪b 磁力或电子多点照相测斜仪c 有线随钻测量仪d 陀螺测量仪3、Φ139.7mm套管开窗侧钻程序3.1 井筒准备(采油厂)3.1.1 通知采油厂,使该井周围的注水井停注;3.1.2 通井钻具组合:Φ118mm刮刀+Φ73mm钻杆。
通套管内径的原则:通径规直径大于斜向器2~3mm,长度不小于斜向器长度,一般为Φ118mm×2m通径规+Φ73mm钻杆3.1.3 技术要求:通井深度应通至预定开窗点以下50m ;下钻速度要慢,分段下钻,遇阻加压不得超过20KN。
套管开窗侧钻技术阐述了套管开窗井的作业方法,总结了套管开窗侧钻井取得的主要技术成果,从钻井液配伍方面也给予了探讨,分析了影响侧钻小眼井钻井速度的主要因素,指出了开窗侧钻井目前存在的问题,提出了进一步提高侧钻井钻井速度及效益的建议和措施。
标签:套管开窗;侧钻;井眼轨迹;定向井;水平井;机械钻速;钻具组合一、套管段铣和定向开窗作业方法1、范围本标准规定了使用水力段铣工具进行套管段铣作业和使用定向开窗工具(固地锚式斜向器)在套管内定向开窗作业的技术要求。
本标准适用于在不同直径的油气井套管内段铣和定向开窗作业。
2、定义本标准采用下列定义。
2.1、套管段铣用水力段铣工具在预定(设计)的套管位置切割磨铣掉一段套管,形成祼眼井段的作业方法。
2.2、定向开窗利用斜向器在预定(设计)的套管位置定向磨铣掉一部分套管,形成一个规则的窗口的作业方法。
3、作业前的准备3.1、作业设备的准备a)根据套管段铣和定向开窗后侧钻井的负荷需要,确定钻机类型;b)以作业井的套管中心为基准,校正转盘、井架天车及全套设备;c)按设计要求校准泵压表、转盘扭矩仪、指重表及转盘转速表;d)钻井泵的性能要能满足作业对排量和泵压的要求;e)按设计要求装好井控装置。
3.2、段铣井段或窗口位置的确定a)了解预计作业井段及其附近套管的钢级、壁厚;b)了解預计作业井段及其附近套管的固井质量;c)必要时测量预计作业井段及其附近套管内径的磨损程度;d)选择水泥胶结好、套管内径磨损小的套管作为段铣或开窗的位置,并尽量避开套管外扶正器;e)校正作业井段套管接箍的深度;f)套管接箍以下2~3 m处为段铣始点或开窗的起始深度。
3.3、井眼和管柱的准备a)配足性能符合设计要求的钻井液后,下入大水眼的钻头与光钻杆的钻具组合进行通井,采取分段循环的方式替出井内油、水及陈浆,通井至预定深度,充分循环调整钻井液性能;b)先用套管刮削器刮管壁,然后下入套管通井规通径,通井规的外径应不小于段铣工具装完扶正块以后的外径;c)通钻杆内径。