0I-MB刚性攻牙相关参数
- 格式:doc
- 大小:24.50 KB
- 文档页数:2

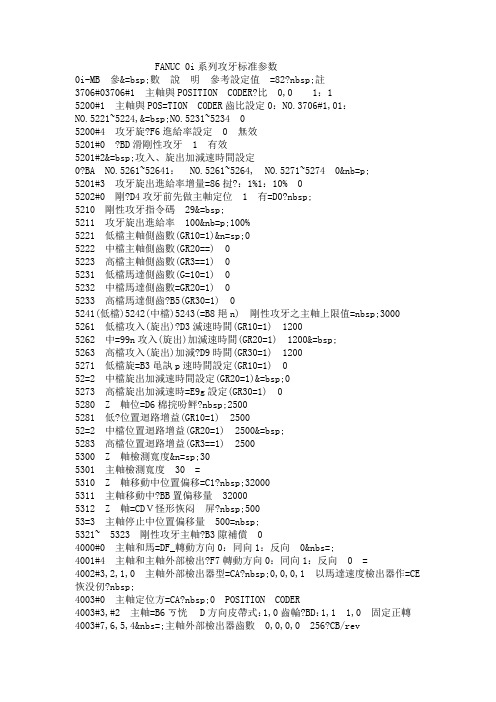
FANUC0i系列攻牙标准参数0i-MB 參&=bsp;數說明參考設定值=82?nbsp;註3706#03706#1 主軸與POS ITION CODER?比 0,0 1:15200#1 主軸與POS=TION CODER齒比設定0:NO.3706#1,01:NO.5221~5224,&=bsp;NO.5231~5234 05200#4 攻牙旋?F6進給率設定 0 無效5201#0 ?BD滑剛性攻牙 1 有效5201#2&=bsp;攻入、旋出加減速時間設定0?BA NO.5261~52641: NO.5261~5264, NO.5271~5274 0&nb=p;5201#3 攻牙旋出進給率增量=86挝?:1%1:10% 05202#0 剛?D4攻牙前先做主軸定位 1 有=D0?nbsp;5210 剛性攻牙指令碼 29&=bsp;5211 攻牙旋出進給率 100&nb=p;100%5221 低檔主軸側齒數(GR10=1)&n=sp;05222 中檔主軸側齒數(GR20==) 05223 高檔主軸側齒數(GR3==1) 05231 低檔馬達側齒數(G=10=1) 05232 中檔馬達側齒數=GR20=1) 05233 高檔馬達側齒?B5(GR30=1) 05241(低檔)5242(中檔)5243(=B8邫n) 剛性攻牙之主軸上限值=nbsp;3000 5261 低檔攻入(旋出)?D3減速時間(GR10=1) 12005262 中=99n攻入(旋出)加減速時間(GR20=1) 1200&=bsp;5263 高檔攻入(旋出)加減?D9時間(GR30=1) 12005271 低檔旋=B3黾訙p速時間設定(GR10=1) 052=2 中檔旋出加減速時間設定(GR20=1)&=bsp;05273 高檔旋出加減速時=E9g設定(GR30=1) 05280 Z 軸位=D6棉捖吩鲆?nbsp;25005281 低?位置迴路增益(GR10=1) 250052=2 中檔位置迴路增益(GR20=1) 2500&=bsp;5283 高檔位置迴路增益(GR3==1) 25005300 Z 軸檢測寬度&n=sp;305301 主軸檢測寬度 30 =5310 Z 軸移動中位置偏移=C1?nbsp;320005311 主軸移動中?BB置偏移量 320005312 Z 軸=CDV怪形恢闷 屏?nbsp;50053=3 主軸停止中位置偏移量500=nbsp;5321~ 5323 剛性攻牙主軸?B3隙補償04000#0 主軸和馬=DF_轉動方向0:同向1:反向 0&nbs=;4001#4 主軸和主軸外部檢出?F7轉動方向0:同向1:反向 0 =4002#3,2,1,0 主軸外部檢出器型=CA?nbsp;0,0,0,1 以馬達速度檢出器作=CE 恢没仞?nbsp;4003#0 主軸定位方=CA?nbsp;0 POSITI ON CODER4003#3,#2 主軸=B6ㄎ恍 D方向皮帶式:1,0齒輪?BD:1,1 1,0 固定正轉4003#7,6,5,4&nbs=;主軸外部檢出器齒數 0,0,0,0 256?CB/rev4004#2 外部一回轉信號 = 使用4004#3 外部一回轉信=CC枡z出邊緣設定 0 上緣40=6#1 齒數比解析度選擇 1 *1000&nb=p;4010#2,1,0 主軸馬達檢出器型式 =,0,0 Mi sensor4011#2,1,0 主軸馬達檢=B3銎鼾X數 0,1,0 256λ/rev4016#7 =CE恢每刂颇J?主軸定位)是否?BF次檢查外部一回轉信號 1 ?BF次檢查4038 主軸定位速度&n=sp;1004044 高檔速度迴路比=C0 鲆?CTH1A=0) 20(10)4045 低=99n速度迴路比例增益(CTH1A=1) 20(10)=nbsp;4052 高檔速度迴路積分?F6益(CTH1A=0) 100(10)4053 低檔速=B6绒捖贩e分增益(CTH1A=1) 100(10) =4056 高檔齒數比(CTH1A=0,CTH2A=0) 738&nbs=;4057 中高檔齒數比(CTH1A=0,CTH2A=1)=nbsp;7384058 中低檔齒數比(CTH1A=3D1,CTH2A=0) 7384059 低檔齒數?C8(CTH1A=1,CTH2A=1) 7384060 主軸定=CE恢 邫n位置迴路增益(CTH1A=0,CTH2A=3D0) 10004061 主軸定位之中=B8邫n位置迴路增益(CTH1A=0,CTH2A=1) 10=04062 主軸定位之中低檔?BB置迴路增益(CTH1A=1,CTH2A=0) 1000 =4063 主軸定位之低檔位置迴?B7增益(CTH1A=1,CTH2A=1) 10004065 ?DF檔位置迴路增益(CTH1A=0,CTH2A=0) 2500&=bsp;4066 中高檔位置迴路增?E6(CTH1A=0,CTH2A=1) 25004067 中低?位置迴路增益(CTH1A=1,CTH2A=0) 2500 &=bsp;4068 低檔位置迴路增益(CTH1A=1=CTH2A=1) 25004085 馬達電壓設?A8(%) (高速線圈用) 704099&nb=p;馬達激磁延遲時間 3004137 =馬達電壓設定(%) (低速線圈用)&nb=p;704171 高檔主軸側齒數(CTH1A=3D0) 484172 高檔馬達側齒數(C=H1A=0) 654173 低檔主軸側齒=94?CTH1A=1) 484174 低檔馬達側=FDX數(CTH1A=1) 65備註 :&nb=p;1. NO.4056 ~ 4059 齒比設定錯誤=95r,主軸定位會有左右晃動或=B6ㄎ凰俣茸兟 F象。

各种制式螺纹攻牙钻孔径和滚造径对照表,太全了金属加工2015-10-17 关注作者原文地址本表所推选钻头孔径,是针对攻牙加工时,能够很容易的了解钻头直径;而依据市售之标准钻头所选定的。
在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对于所钻孔的尺寸,精度有很大影响,所以使用本表之钻孔径,若有不当之处,应实际状况适当的变更钻头直径,本表依据2级牙制订。
公制精螺纹规格标准径2级牙钻孔径最大最小M1.0×0.25 0.75 0.785 0.729M1.1×0.25 0.85 0.885 0.829M1.2×0.25 0.95 0.985 0.929M1.4×0.3 1.10 1.142 1.075M1.6×0.35 1.25 1.321 1.221M1.7×0.35 1.35 1.421 1.321M1.8×0.35 1.45 1.521 1.421M2.0×0.4 1.60 1.679 1.567M2.2×0.45 1.75 1.838 1.713M2.3×0.4 1.90 1.979 1.867M2.5×0.45 2.10 2.138 2.013M2.6×0.45 2.20 2.238 2.113M3.0×0.5 2.50 2.599 2.459M3.0×0.6 2.40 2.44 2.280M3.5×0.6 2.90 3.010 2.850M4.0×0.7 3.30 3.422 3.242M4.0×0.75 3.25 3.326 3.106M4.5×0.75 3.80 3.878 3.688M5.0×0.8 4.20 4.334 4.134M5.0×0.9 4.10 4.170 3.930M6.0×1.0 5.00 5.153 4.917M7.0×1.0 6.00 6.153 5.917M8.0×1.25 6.80 6.912 6.647M9.0×1.25 7.80 7.912 7.647M10×1.5 8.50 8.676 8.376M11×1.5 9.50 9.676 9.376M12×1.75 10.30 10.441 10.106M14×2.0 12.00 12.210 11.735M16×2.0 14.00 14.210 13.835M18×2.5 15.50 15.744 15.294M20×2.5 17.50 17.744 17.294M22×2.5 19.50 19.744 19.294M24×3.0 21.00 21.252 2.752M27×3.0 24.00 24.252 23.752M30×3.5 26.50 26.771 26.211公制细螺纹规格标准径2级牙钻孔径最大最小M1.0×0.2 0.80 0.821 0.783M1.1×0.2 0.90 0.921 0.883M1.2×0.2 1.00 1.021 0.983M1.4×0.2 1.20 1.221 0.183M1.6×0.2 1.40 1.421 1.383M1.7×0.2 1.45 1.500 1.460M1.8×0.2 1.60 1.621 1.583M2.0×0.25 1.75 1.785 1.729M2.2×0.25 1.95 1.985 1.929M2.3×0.25 2.05 2.061 2.001M2.5×0.35 2.20 2.221 2.121M2.6×0.35 2.20 2.246 2.186M3.0×0.35 2.70 2.721 2.621M3.5×0.35 3.20 3.221 3.121M4.0×0.5 3.50 3.599 3.459M4.5×0.5 4.00 4.099 3.959M5×0.5 4.50 4.599 4.459M5.5×0.5 5.00 5.099 4.959M6.0×0.75 5.30 5.378 5.188M6.0×0.5 5.50 5.550 5.400M7.0×0.75 6.30 6.378 61.88M7.0×0.5 6.50 6.550 64.00M8.0×1.0 7.00 7.153 6.917M8.0×0.75 7.30 7.378 7.188M8×0.5 7.50 7.520 7.400M9×1.0 8.00 8.153 7.917M9×0.75 8.30 8.378 8.188M10×1.25 8.80 8.912 8.647M10×1.0 9.00 9.153 8.917M10×0.75 9.30 9.378 9.188M10×0.5 9.50 9.520 9.400M11×1.0 10.00 10.153 9.917M11×0.75 10.30 10.378 10.188 M11×1.5 10.50 10.676 10.376M12×1.25 10.80 10.912 10.647 公制细螺纹规格标准径2级牙钻孔径最大最小M12×1.0 11.00 11.153 10.917M12×0.5 11.50 11.520 11.4M14×1.5 12.50 12.676 12.376M14×1.0 13.00 13.153 12.917 M15×1.5 13.50 13.676 13.376 M15×1.0 14.00 14.153 13.917 M16×1.5 14.50 14.676 14.376 M16×1.0 15.00 15.153 14.917 M17×1.5 15.50 15.676 15.376 M17×1.0 16.00 16.153 15.917 M18×2.0 16.00 16.210 15.835 M18×1.5 16.50 16.670 16.376 M18×1.0 17.00 17.153 16.917 M20×2.0 18.00 18.210 17.835 M20×1.5 18.50 18.676 18.376 M20×1.0 19.00 19.153 18.917 M20×2.0 20.00 20.210 19.835 M22×1.5 20.50 20.676 20.376 M22×1.0 21.00 21.153 20.917 M24×2.0 22.00 22.210 21.835 M24×1.5 22.50 22.676 22.376 M24×1.0 23.00 23.153 22.917 M25×2.0 23.00 23.210 22.835 M25×1.5 23.50 23.676 23.376 M25×1.0 24.00 24.153 23.917 M26×1.5 24.50 24.676 24.376 M27×2.0 25.00 25.210 24.835 M27×1.5 25.50 25.676 25.376 M27×1.0 26.00 26.153 25.917 M28×2.0 26.00 26.210 25.835 M28×1.5 26.50 26.676 26.376 M28×1.0 27.00 27.153 26.917 M30×3.0 27.00 27.252 26.752 M30×2.0 28.00 28.210 27.835 M30×1.5 28.50 28.676 28.376 M30×1.0 29.00 29.153 28.917 M32×2.0 30.00 30.210 29.835 M32×1.5 30.50 30.676 30.376 M33×3.0 30.00 30.252 29.752 M33×2.0 31.00 31.210 30.835 M33×1.5 31.50 31.376 31.376 M35×1.5 33.50 33.676 33.376 M36×3.0 33.00 33.252 32.752 M36×2.0 34.00 34.210 33.835 M36×1.5 34.50 34.676 34.376 美制细螺纹规格(UNF) 标准径2级牙钻孔径最大最小番数牙外径NO.0-80(1.524) 1.25 1.305 1.182 NO.1-72(1.854) 1.55 1.612 1.474 NO.2-64(2.184) 1.85 1.912 1.756 NO.3-56(2.515) 2.10 2.197 2.025 NO.4-48(2.845) 2.40 2.458 2.271 NO.5-44(3.175) 2.70 2.740 2.551 NO.6-40(3.505) 2.90 3.022 2.820 NO.8-36(4.166) 3.50 3.606 3.404 NO.10-32(4.826) 4.10 4.165 3.963 NO.12-28(5.846) 4.60 4.724 4.496 1/4 -28 5.50 5.588 5.3605/16 -24 6.90 7.035 6.7823/8 -24 8.50 8.636 8.3827/16 -20 9.90 10.033 9.7291/2 -20 11.50 11.607 11.3299/16 -18 12.90 13.081 12.7515/8 -18 14.50 14.681 14.3513/4 -16 17.50 14.678 17.3237/8 -14 20.50 20.675 20.2701 -12 23.20 23.571 23.1141-1/8 -12 26.50 26.746 26.2891-1/4 -12 29.50 29.921 29.4641-3/8 -12 32.80 33.096 32.4641-1/2 -12 36.00 36.270 35.814无屑丝攻钻孔径规格精度等级RH4.5.6 RH7.8 RH9M1.0×0.25 0.86 0.88 -M1.1×0.25 0.96 0.98 -M1.2×0.25 1.06 1.08 -M1.4×0.3 1.24 1.25 -M1.6×0.35 1.41 1.43 -M1.7×0.35 1.51 1.53 -M1.8×0.35 1.61 1.63 -M2.0×0.4 1.78 1.80 -M2.2×0.45 1.95 1.98 -M2.3×0.4 2.08 2.10 -M2.5×0.45 2.25 2.28 -M2.6×0.45 2.35 1.38 -M3.0×0.5 2.73 2.75 -M3.0×0.6 3.17 3.20 -M4.0×0.7 3.62 3.65 3.69M5.0×0.8 4.56 4.60 4.64M6.0×1.0 5.45 5.50 5.55M7.0×1.0 6.45 6.50 6.55M8.0×1.25 7.31 7.38 7.44M10×1.5 9.18 9.25 9.32M10×1.25 9.31 9.38 9.44M12×1.75 11.04 11.12 11.21M12×1.25 11.31 11.38 11.44注:无槽丝攻之钻孔径,在上表所列之数值,由于被加工材料之材质、硬度、形状、尺寸等之影响,多少会有所变动,因此参考上表之同时,亦请增减若干.美制管螺纹规格(UNEF) 标准径2级牙钻孔径最大最小NO.12 -32 4.70 4.826 4.6231/4 -32 5.60 5.690 5.4865/16 -32 7.10 7.264 7.0873/8 -32 8.70 8.865 8.6617/16 -28 10.20 10.338 10.1351/2 -28 11.80 11.938 11.7099/16 -28 13.20 13.386 13.1325/8 -24 14.80 14.986 14.7323/4 -20 17.80 17.958 17.6787/8 -20 21.00 21.133 20.8531 -20 24.00 24.308 24.028美制粗螺纹规格(UNC) 标准径2级牙钻孔径番数牙外径最大最小NO.1-64(1.854) 1.55 1.582 1.425NO.2-56(2.184) 1.80 1.871 1.695NO.3-48(2.515) 2.10 2.146 1.941NO.4-40(2.845) 2.30 2.385 2.157NO.5-40(3.175) 2.60 2.697 2.487NO.6-32(3.505) 2.80 2.895 2.642NO.8-32(4.166) 3.40 3.530 3.302NO.10-24(4.826) 3.90 3.962 3.682NO.12-24(5.846) 4.50 4.597 4.3441/4 -20 5.10 5.257 4.9795/16 -18 6.60 6.731 6.4013/8 -16 8.00 8.153 7.9877/16 -14 9.40 9.500 9.1441/2 -13 10.80 11.023 10.5929/16 -12 12.20 12.446 11.9895/8 -11 13.60 12.868 13.3863/4 -10 16.20 16.840 16.3071 -8 22.20 22.606 21.9711-1/8 -7 25.00 25.349 24.6381-1/4 -7 28.20 28.524 27.8131-3/8 -6 30.80 31.115 30.3531-1/2 -6 34.00 34.290 33.5281-3/4 -5 39.50 39.827 38.9642 -4-1/2 45.20 45.593 44.679英制螺纹规格钻孔径硬材软材W1/8 - 40 2.65 2.60W5/32 - 32 3.25 3.20W3/16 - 24 3.75 3.70W1/4 - 20 5.10 5.00W5/16 - 18 6.60 6.50W3/8 - 16 8.00 7.90W7/16 - 14 9.40 9.30W1/2 - 12 10.70 10.50W9/16 - 12 12.30 12.00W5/8 - 11 13.70 13.50W3/4 - 10 16.70 16.50W7/8 - 9 19.50 19.30W1 - 8 22.40 22.00W1-1/8 - 7 25.00 24.80W1-1/4 - 7 28.30 28.00英制管螺纹规格标准径钻孔径最大最小PS1/16 -28 6.50 6.632 6.490PS1/8 -28 8.50 8.637 8.495PS1/4 - 19 11.40 11.549 11.341PS3/8 - 19 15.00 15.054 14.846PS1/2 - 14 18.50 18.773 18.489PS3/4 - 14 24.00 24.259 23.975PS1 - 11 30.20 30.471 30.111PS1-1/4 -11 38.80 39.132 38.772PS1-1/2 -11 44.80 45.025 44.665PS2 - 11 56.50 56.836 56.476英制管螺纹规格标准径有效牙部之长度(最小)中之母螺牙内径标准长度(最小)中之母螺牙内径使用绞刀时不用绞刀时PT1/16 -28 6.10 6.2 6.244 6.384PT1/4 -19 10.70 11 10.962 11.174PT3/8 -19 14.20 14.5 14.448 14.658PT1/2 -14 17.60 18 17.979 18.263PT3/4 -14 23.00 23.5 23.378 23.663Pt1 -11 29.00 29.5 29.459 29.822PT1-1/4 -11 37.50 38 37.976 38.339 PT1-1/2 -11 43.40 44 43.869 44.232 Pt2 -11 54.90 55.5 55.412 55.844美制螺纹滚造径规格钻孔径NPT NPS使用绞刀时不用绞刀时1/16 -27 6.1 6.25 6.351/8 -27 8.33 8.43 8.741/4 -18 10.72 11.13 11.133/8 -18 14.27 14.27 14.681/2 -14 17.48 17.86 18.263/4 -14 22.63 23.01 23.421 -11-1/2 28.58 28.98 29.361-1/4-11-1/2 37.31 37.69 38.11-1/2-11-1/2 43.66 44.04 44.452 -11-1/2 55.58 55.96 56.36英制螺纹滚造径规格滚造径W 3/16 - 24 4.08 - 4.05W 1/4 - 20 5.51 - 5.46W 5/16 - 18 7.01 - 6.95W 3/8 - 16 8.48 - 8.41W 7/16 - 14 9.92 - 9.85W 1/2 - 12 11.31 - 11.24W 9/16 -12 12.89 - 12.82公制螺纹规格滚造径M3.0×0.5 2.63 2.60M3.0×0.6 2.56 2.53M3.5×0.6 3.06 3.03M4.0×0.7 3.49 3.45M4.0×0.75 3.45 3.41M4.5×0.75 3.96 3.92M5.0×0.8 4.43 4.38M5.0×0.9 4.36 4.31M6.0×1.0 5.30 5.25M7.0×1.0 6.30 6.25M8.0×1.0 7.28 - 7.23M8.0×1.25 7.12 - 7.07M9.0×1.25 8.12 - 8.07M10×1.25 9.10 - 9.04M10×1.5 8.97 - 8.91M11×1.5 9.97 - 9.91M12×1.5 10.92 - 10.87M12×1.75 10.79 - 10.73 M14×2.0 12.63 - 12.56M16×2.0 14.63 - 14.56M18×2.5 16.31 - 16.23M20×2.5 18.31 - 18.23M22×2.5 20.31 - 20.23针车用螺纹规格(UNC) 滚造径SM 1/8 40 2.735 -2.688 SM 1/8 44 2.769 -2.722 SM 9/64 40 3.128 -3.083 SM 11/64 40 3.855 -3.805 SM 3/16 32 4.205 -4.155 SM 3/16 28 4.143 -4.093 SM 7/32 32 5.003 -4.955 SM 15/64 28 5.325 -4.955 SM 1/4 40 5.890 -5.735 SM 1/4 28 5.721 -5.366 SM 9/32 28 6.528 -6.648 SM 11/32 28 8.092 -8.432 SM 3/8 29 8.880 -8.015 SM 7/16 30 10.466 -10.401 SM 7/16 16 10.037 -9.967 SM 1/2 20 11.819 -11.749 SM 9/16 20 13.400 -13.425 美制粗螺纹规格(UNC) 滚造径NO.5-40 2.70 - 2.67NO.6-32 2.95 - 2.91NO.8-32 3.60 - 3.57NO.10-24 4.09 - 4.05NO.12-24 4.75 - 4.701/4 -20 5.50 - 5.455/16 -18 6.98 - 6.933/8 -16 8.45 - 8.407/16 -14 9.89 - 9.831/2 -13 11.39 - 11.329/16 -12 12.87 - 12.80美制细螺纹规格(UNF) 滚造径NO.5-44 2.73 - 2.70NO.6-40 3.05 - 3.02NO.8-36 3.66 - 3.63NO.10-32 4.26 - 4.80NO.12-28 4.84 - 4.801/4 -28 5.72 - 5.685/16 -24 7.20 - 7.163/8 -24 8.79 - 8.747/16 -20 10.23 - 10.181/2 -20 11.82 - 11.76本表所推选钻头孔径,是针对攻牙加工时,能够很容易的了解钻头直径;而依据市售之标准钻头所选定的.在使用钻头的情况下,由于钻头的形状及尺寸,精度,被钻孔之材质等,对于所钻孔的尺寸,精度有很大影响,所以使用本表之钻孔径,若有不当之处,应实际状况适当的变更钻头直径,本表依据2级牙制订.公制精螺纹规格标准径2级牙钻孔径最大最小M1.0×0.25 0.75 0.785 0.729M1.1×0.25 0.85 0.885 0.829M1.2×0.25 0.95 0.985 0.929M1.4×0.3 1.10 1.142 1.075M1.6×0.35 1.25 1.321 1.221M1.7×0.35 1.35 1.421 1.321M1.8×0.35 1.45 1.521 1.421M2.0×0.4 1.60 1.679 1.567M2.2×0.45 1.75 1.838 1.713M2.3×0.4 1.90 1.979 1.867M2.5×0.45 2.10 2.138 2.013M2.6×0.45 2.20 2.238 2.113M3.0×0.5 2.50 2.599 2.459M3.0×0.6 2.40 2.44 2.280M3.5×0.6 2.90 3.010 2.850M4.0×0.7 3.30 3.422 3.242M4.0×0.75 3.25 3.326 3.106M4.5×0.75 3.80 3.878 3.688M5.0×0.8 4.20 4.334 4.134M5.0×0.9 4.10 4.170 3.930M6.0×1.0 5.00 5.153 4.917M7.0×1.0 6.00 6.153 5.917M8.0×1.25 6.80 6.912 6.647M9.0×1.25 7.80 7.912 7.647M10×1.5 8.50 8.676 8.376M11×1.5 9.50 9.676 9.376M12×1.75 10.30 10.441 10.106 M14×2.0 12.00 12.210 11.735M16×2.0 14.00 14.210 13.835M18×2.5 15.50 15.744 15.294M20×2.5 17.50 17.744 17.294M22×2.5 19.50 19.744 19.294M24×3.0 21.00 21.252 2.752M27×3.0 24.00 24.252 23.752M30×3.5 26.50 26.771 26.211公制细螺纹规格标准径2级牙钻孔径最大最小M1.0×0.2 0.80 0.821 0.783M1.1×0.2 0.90 0.921 0.883M1.2×0.2 1.00 1.021 0.983M1.4×0.2 1.20 1.221 0.183M1.6×0.2 1.40 1.421 1.383M1.7×0.2 1.45 1.500 1.460M1.8×0.2 1.60 1.621 1.583M2.0×0.25 1.75 1.785 1.729M2.2×0.25 1.95 1.985 1.929M2.3×0.25 2.05 2.061 2.001M2.5×0.35 2.20 2.221 2.121M2.6×0.35 2.20 2.246 2.186M3.0×0.35 2.70 2.721 2.621M3.5×0.35 3.20 3.221 3.121M4.0×0.5 3.50 3.599 3.459M4.5×0.5 4.00 4.099 3.959M5×0.5 4.50 4.599 4.459M5.5×0.5 5.00 5.099 4.959M6.0×0.75 5.30 5.378 5.188M6.0×0.5 5.50 5.550 5.400M7.0×0.75 6.30 6.378 61.88M7.0×0.5 6.50 6.550 64.00M8.0×1.0 7.00 7.153 6.917M8.0×0.75 7.30 7.378 7.188M8×0.5 7.50 7.520 7.400M9×1.0 8.00 8.153 7.917M9×0.75 8.30 8.378 8.188M10×1.25 8.80 8.912 8.647M10×1.0 9.00 9.153 8.917M10×0.5 9.50 9.520 9.400M11×1.0 10.00 10.153 9.917M11×0.75 10.30 10.378 10.188 M11×1.5 10.50 10.676 10.376M12×1.25 10.80 10.912 10.647 公制细螺纹规格标准径2级牙钻孔径最大最小M12×1.0 11.00 11.153 10.917M12×0.5 11.50 11.520 11.4M14×1.5 12.50 12.676 12.376M14×1.0 13.00 13.153 12.917M15×1.5 13.50 13.676 13.376M15×1.0 14.00 14.153 13.917M16×1.5 14.50 14.676 14.376M16×1.0 15.00 15.153 14.917M17×1.5 15.50 15.676 15.376M17×1.0 16.00 16.153 15.917M18×2.0 16.00 16.210 15.835M18×1.5 16.50 16.670 16.376M18×1.0 17.00 17.153 16.917M20×2.0 18.00 18.210 17.835M20×1.5 18.50 18.676 18.376M20×1.0 19.00 19.153 18.917M20×2.0 20.00 20.210 19.835M22×1.5 20.50 20.676 20.376M22×1.0 21.00 21.153 20.917M24×2.0 22.00 22.210 21.835M24×1.5 22.50 22.676 22.376M24×1.0 23.00 23.153 22.917M25×2.0 23.00 23.210 22.835M25×1.5 23.50 23.676 23.376M25×1.0 24.00 24.153 23.917M26×1.5 24.50 24.676 24.376M27×2.0 25.00 25.210 24.835M27×1.5 25.50 25.676 25.376M27×1.0 26.00 26.153 25.917M28×2.0 26.00 26.210 25.835M28×1.5 26.50 26.676 26.376M28×1.0 27.00 27.153 26.917M30×3.0 27.00 27.252 26.752M30×2.0 28.00 28.210 27.835M30×1.5 28.50 28.676 28.376M32×2.0 30.00 30.210 29.835M32×1.5 30.50 30.676 30.376M33×3.0 30.00 30.252 29.752M33×2.0 31.00 31.210 30.835M33×1.5 31.50 31.376 31.376M35×1.5 33.50 33.676 33.376M36×3.0 33.00 33.252 32.752M36×2.0 34.00 34.210 33.835M36×1.5 34.50 34.676 34.376美制细螺纹规格(UNF) 标准径2级牙钻孔径最大最小番数牙外径NO.0-80(1.524) 1.25 1.305 1.182 NO.1-72(1.854) 1.55 1.612 1.474 NO.2-64(2.184) 1.85 1.912 1.756 NO.3-56(2.515) 2.10 2.197 2.025 NO.4-48(2.845) 2.40 2.458 2.271 NO.5-44(3.175) 2.70 2.740 2.551 NO.6-40(3.505) 2.90 3.022 2.820 NO.8-36(4.166) 3.50 3.606 3.404 NO.10-32(4.826) 4.10 4.165 3.963 NO.12-28(5.846) 4.60 4.724 4.496 1/4 -28 5.50 5.588 5.3605/16 -24 6.90 7.035 6.7823/8 -24 8.50 8.636 8.3827/16 -20 9.90 10.033 9.7291/2 -20 11.50 11.607 11.3299/16 -18 12.90 13.081 12.7515/8 -18 14.50 14.681 14.3513/4 -16 17.50 14.678 17.3237/8 -14 20.50 20.675 20.2701 -12 23.20 23.571 23.1141-1/8 -12 26.50 26.746 26.2891-1/4 -12 29.50 29.921 29.4641-3/8 -12 32.80 33.096 32.4641-1/2 -12 36.00 36.270 35.814无屑丝攻钻孔径规格精度等级RH4.5.6 RH7.8 RH9M1.0×0.25 0.86 0.88 -M1.1×0.25 0.96 0.98 -M1.2×0.25 1.06 1.08 -M1.4×0.3 1.24 1.25 -M1.6×0.35 1.41 1.43 -M1.7×0.35 1.51 1.53 -M1.8×0.35 1.61 1.63 -M2.0×0.4 1.78 1.80 -M2.2×0.45 1.95 1.98 -M2.3×0.4 2.08 2.10 -M2.5×0.45 2.25 2.28 -M2.6×0.45 2.35 1.38 -M3.0×0.5 2.73 2.75 -M3.0×0.6 3.17 3.20 -M4.0×0.7 3.62 3.65 3.69M5.0×0.8 4.56 4.60 4.64M6.0×1.0 5.45 5.50 5.55M7.0×1.0 6.45 6.50 6.55M8.0×1.25 7.31 7.38 7.44M10×1.5 9.18 9.25 9.32M10×1.25 9.31 9.38 9.44M12×1.75 11.04 11.12 11.21M12×1.25 11.31 11.38 11.44注:无槽丝攻之钻孔径,在上表所列之数值,由于被加工材料之材质、硬度、形状、尺寸等之影响,多少会有所变动,因此参考上表之同时,亦请增减若干.美制管螺纹规格(UNEF) 标准径2级牙钻孔径最大最小NO.12 -32 4.70 4.826 4.6231/4 -32 5.60 5.690 5.4865/16 -32 7.10 7.264 7.0873/8 -32 8.70 8.865 8.6617/16 -28 10.20 10.338 10.1351/2 -28 11.80 11.938 11.7099/16 -28 13.20 13.386 13.1325/8 -24 14.80 14.986 14.7323/4 -20 17.80 17.958 17.6787/8 -20 21.00 21.133 20.8531 -20 24.00 24.308 24.028美制粗螺纹规格(UNC) 标准径2级牙钻孔径番数牙外径最大最小NO.1-64(1.854) 1.55 1.582 1.425NO.2-56(2.184) 1.80 1.871 1.695NO.3-48(2.515) 2.10 2.146 1.941NO.4-40(2.845) 2.30 2.385 2.157NO.5-40(3.175) 2.60 2.697 2.487NO.6-32(3.505) 2.80 2.895 2.642 NO.8-32(4.166) 3.40 3.530 3.302 NO.10-24(4.826) 3.90 3.962 3.682 NO.12-24(5.846) 4.50 4.597 4.344 1/4 -20 5.10 5.257 4.9795/16 -18 6.60 6.731 6.4013/8 -16 8.00 8.153 7.9877/16 -14 9.40 9.500 9.1441/2 -13 10.80 11.023 10.5929/16 -12 12.20 12.446 11.9895/8 -11 13.60 12.868 13.3863/4 -10 16.20 16.840 16.3077/8 -9 19.50 19.761 19.1771 -8 22.20 22.606 21.9711-1/8 -7 25.00 25.349 24.6381-1/4 -7 28.20 28.524 27.8131-3/8 -6 30.80 31.115 30.3531-1/2 -6 34.00 34.290 33.5281-3/4 -5 39.50 39.827 38.9642 -4-1/2 45.20 45.593 44.679英制螺纹规格钻孔径硬材软材W1/8 - 40 2.65 2.60W5/32 - 32 3.25 3.20W3/16 - 24 3.75 3.70W1/4 - 20 5.10 5.00W5/16 - 18 6.60 6.50W3/8 - 16 8.00 7.90W7/16 - 14 9.40 9.30W1/2 - 12 10.70 10.50W9/16 - 12 12.30 12.00W5/8 - 11 13.70 13.50W3/4 - 10 16.70 16.50W7/8 - 9 19.50 19.30W1 - 8 22.40 22.00W1-1/8 - 7 25.00 24.80W1-1/4 - 7 28.30 28.00英制管螺纹规格标准径钻孔径最大最小PS1/16 -28 6.50 6.632 6.490PS1/8 -28 8.50 8.637 8.495PS1/4 - 19 11.40 11.549 11.341PS3/8 - 19 15.00 15.054 14.846PS1/2 - 14 18.50 18.773 18.489PS3/4 - 14 24.00 24.259 23.975PS1 - 11 30.20 30.471 30.111PS1-1/4 -11 38.80 39.132 38.772PS1-1/2 -11 44.80 45.025 44.665PS2 - 11 56.50 56.836 56.476英制管螺纹规格标准径有效牙部之长度(最小)中之母螺牙内径标准长度(最小)中之母螺牙内径使用绞刀时不用绞刀时PT1/16 -28 6.10 6.2 6.244 6.384PT1/8 -28 8.10 8.2 8.249 8.388PT1/4 -19 10.70 11 10.962 11.174PT3/8 -19 14.20 14.5 14.448 14.658PT1/2 -14 17.60 18 17.979 18.263PT3/4 -14 23.00 23.5 23.378 23.663Pt1 -11 29.00 29.5 29.459 29.822PT1-1/4 -11 37.50 38 37.976 38.339PT1-1/2 -11 43.40 44 43.869 44.232Pt2 -11 54.90 55.5 55.412 55.844美制螺纹滚造径规格钻孔径NPT NPS使用绞刀时不用绞刀时1/16 -27 6.1 6.25 6.351/8 -27 8.33 8.43 8.741/4 -18 10.72 11.13 11.133/8 -18 14.27 14.27 14.681/2 -14 17.48 17.86 18.263/4 -14 22.63 23.01 23.421 -11-1/2 28.58 28.98 29.361-1/4-11-1/2 37.31 37.69 38.11-1/2-11-1/2 43.66 44.04 44.452 -11-1/2 55.58 55.96 56.36英制螺纹滚造径规格滚造径W 3/16 - 24 4.08 - 4.05W 1/4 - 20 5.51 - 5.46W 5/16 - 18 7.01 - 6.95W 3/8 - 16 8.48 - 8.41W 7/16 - 14 9.92 - 9.85W 1/2 - 12 11.31 - 11.24W 9/16 -12 12.89 - 12.82规格滚造径M3.0×0.5 2.63 2.60M3.0×0.6 2.56 2.53M3.5×0.6 3.06 3.03M4.0×0.7 3.49 3.45M4.0×0.75 3.45 3.41M4.5×0.75 3.96 3.92M5.0×0.8 4.43 4.38M5.0×0.9 4.36 4.31M6.0×1.0 5.30 5.25M7.0×1.0 6.30 6.25M8.0×1.0 7.28 - 7.23M8.0×1.25 7.12 - 7.07M9.0×1.25 8.12 - 8.07M10×1.25 9.10 - 9.04M10×1.5 8.97 - 8.91M11×1.5 9.97 - 9.91M12×1.5 10.92 - 10.87M12×1.75 10.79 - 10.73 M14×2.0 12.63 - 12.56M16×2.0 14.63 - 14.56M18×2.5 16.31 - 16.23M20×2.5 18.31 - 18.23M22×2.5 20.31 - 20.23针车用螺纹规格(UNC) 滚造径SM 1/8 40 2.735 -2.688 SM 1/8 44 2.769 -2.722 SM 9/64 40 3.128 -3.083 SM 11/64 40 3.855 -3.805 SM 3/16 32 4.205 -4.155 SM 3/16 28 4.143 -4.093 SM 7/32 32 5.003 -4.955 SM 15/64 28 5.325 -4.955 SM 1/4 40 5.890 -5.735 SM 1/4 28 5.721 -5.366 SM 9/32 28 6.528 -6.648 SM 11/32 28 8.092 -8.432 SM 3/8 29 8.880 -8.015 SM 7/16 30 10.466 -10.401 SM 7/16 16 10.037 -9.967 SM 1/2 20 11.819 -11.749 SM 9/16 20 13.400 -13.425规格(UNC) 滚造径NO.5-40 2.70 - 2.67NO.6-32 2.95 - 2.91NO.8-32 3.60 - 3.57NO.10-24 4.09 - 4.05NO.12-24 4.75 - 4.701/4 -20 5.50 - 5.455/16 -18 6.98 - 6.933/8 -16 8.45 - 8.407/16 -14 9.89 - 9.831/2 -13 11.39 - 11.329/16 -12 12.87 - 12.80美制细螺纹规格(UNF) 滚造径NO.5-44 2.73 - 2.70NO.6-40 3.05 - 3.02NO.8-36 3.66 - 3.63NO.10-32 4.26 - 4.80NO.12-28 4.84 - 4.801/4 -28 5.72 - 5.685/16 -24 7.20 - 7.163/8 -24 8.79 - 8.747/16 -20 10.23 - 10.181/2 -20 11.82 - 11.76来源:直观学机械推荐阅读1.钢价惨烈下跌风暴即将来临?不要以为和你没关系2.世界名刀大全,简直太漂亮了免责声明:本文系网络转载,版权归原作者所有。

FANUC 0i系列攻牙标准参数0i-MB 參&=bsp;數說明參考設定值 =82?nbsp;註3706#03706#1 主軸與POSITION CODER?比 0,0 1:15200#1 主軸與POS=TION CODER齒比設定0:NO.3706#1,01:NO.5221~5224,&=bsp;NO.5231~5234 05200#4 攻牙旋?F6進給率設定 0 無效5201#0 ?BD滑剛性攻牙 1 有效5201#2&=bsp;攻入、旋出加減速時間設定0?BA NO.5261~52641: NO.5261~5264, NO.5271~5274 0&nb=p;5201#3 攻牙旋出進給率增量=86挝?:1%1:10% 05202#0 剛?D4攻牙前先做主軸定位 1 有=D0?nbsp;5210 剛性攻牙指令碼 29&=bsp;5211 攻牙旋出進給率 100&nb=p;100%5221 低檔主軸側齒數(GR10=1)&n=sp;05222 中檔主軸側齒數(GR20==) 05223 高檔主軸側齒數(GR3==1) 05231 低檔馬達側齒數(G=10=1) 05232 中檔馬達側齒數=GR20=1) 05233 高檔馬達側齒?B5(GR30=1) 05241(低檔)5242(中檔)5243(=B8邫n) 剛性攻牙之主軸上限值=nbsp;3000 5261 低檔攻入(旋出)?D3減速時間(GR10=1) 12005262 中=99n攻入(旋出)加減速時間(GR20=1) 1200&=bsp;5263 高檔攻入(旋出)加減?D9時間(GR30=1) 12005271 低檔旋=B3黾訙p速時間設定(GR10=1) 052=2 中檔旋出加減速時間設定(GR20=1)&=bsp;05273 高檔旋出加減速時=E9g設定(GR30=1) 05280 Z 軸位=D6棉捖吩鲆?nbsp;25005281 低?位置迴路增益(GR10=1) 250052=2 中檔位置迴路增益(GR20=1) 2500&=bsp;5283 高檔位置迴路增益(GR3==1) 25005300 Z 軸檢測寬度&n=sp;305301 主軸檢測寬度 30 =5310 Z 軸移動中位置偏移=C1?nbsp;320005311 主軸移動中?BB置偏移量 320005312 Z 軸=CDV怪形恢闷 屏?nbsp;50053=3 主軸停止中位置偏移量 500=nbsp;5321~ 5323 剛性攻牙主軸?B3隙補償 04000#0 主軸和馬=DF_轉動方向0:同向1:反向 0&nbs=;4001#4 主軸和主軸外部檢出?F7轉動方向0:同向1:反向 0 =4002#3,2,1,0 主軸外部檢出器型=CA?nbsp;0,0,0,1 以馬達速度檢出器作=CE 恢没仞?nbsp;4003#0 主軸定位方=CA?nbsp;0 POSITION CODER4003#3,#2 主軸=B6ㄎ恍 D方向皮帶式:1,0齒輪?BD:1,1 1,0 固定正轉4003#7,6,5,4&nbs=;主軸外部檢出器齒數 0,0,0,0 256?CB/rev4004#2 外部一回轉信號 = 使用4004#3 外部一回轉信=CC枡z出邊緣設定 0 上緣40=6#1 齒數比解析度選擇 1 *1000&nb=p;4010#2,1,0 主軸馬達檢出器型式 =,0,0 Mi sensor4011#2,1,0 主軸馬達檢=B3銎鼾X數 0,1,0 256λ/rev4016#7 =CE恢每刂颇J?主軸定位)是否?BF次檢查外部一回轉信號 1 ?BF次檢查4038 主軸定位速度&n=sp;1004044 高檔速度迴路比=C0 鲆?CTH1A=0) 20(10)4045 低=99n速度迴路比例增益(CTH1A=1) 20(10)=nbsp;4052 高檔速度迴路積分?F6益(CTH1A=0) 100(10)4053 低檔速=B6绒捖贩e分增益(CTH1A=1) 100(10) =4056 高檔齒數比(CTH1A=0,CTH2A=0) 738&nbs=;4057 中高檔齒數比(CTH1A=0,CTH2A=1)=nbsp;7384058 中低檔齒數比(CTH1A=3D1,CTH2A=0) 7384059 低檔齒數?C8(CTH1A=1,CTH2A=1) 7384060 主軸定=CE恢 邫n位置迴路增益(CTH1A=0,CTH2A=3D0) 10004061 主軸定位之中=B8邫n位置迴路增益(CTH1A=0,CTH2A=1) 10=04062 主軸定位之中低檔?BB置迴路增益(CTH1A=1,CTH2A=0) 1000 =4063 主軸定位之低檔位置迴?B7增益(CTH1A=1,CTH2A=1) 10004065 ?DF檔位置迴路增益(CTH1A=0,CTH2A=0) 2500&=bsp;4066 中高檔位置迴路增?E6(CTH1A=0,CTH2A=1) 25004067 中低?位置迴路增益(CTH1A=1,CTH2A=0) 2500 &=bsp;4068 低檔位置迴路增益(CTH1A=1=CTH2A=1) 25004085 馬達電壓設?A8(%) (高速線圈用) 704099&nb=p;馬達激磁延遲時間 3004137 =馬達電壓設定(%) (低速線圈用)&nb=p;704171 高檔主軸側齒數(CTH1A=3D0) 484172 高檔馬達側齒數(C=H1A=0) 654173 低檔主軸側齒=94?CTH1A=1) 484174 低檔馬達側=FDX數(CTH1A=1) 65備註 :&nb=p;1. NO.4056 ~ 4059 齒比設定錯誤=95r,主軸定位會有左右晃動或=B6ㄎ凰俣茸兟 F象。
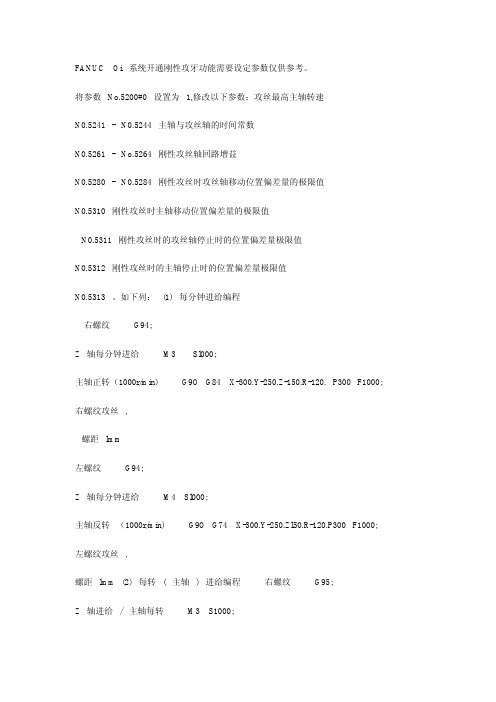
FANUC Oi 系统开通刚性攻牙功能需要设定参数仅供参考。
将参数No.5200#0 设置为1,修改以下参数:攻丝最高主轴转速N0.5241 - N0.5244 主轴与攻丝轴的时间常数N0.5261 - No.5264 刚性攻丝轴回路增益N0.5280 - N0.5284 刚性攻丝时攻丝轴移动位置偏差量的极限值N0.5310 刚性攻丝时主轴移动位置偏差量的极限值N0.5311 刚性攻丝时的攻丝轴停止时的位置偏差量极限值N0.5312 刚性攻丝时的主轴停止时的位置偏差量极限值N0.5313 。
如下列:(1) 每分钟进给编程右螺纹G94;Z 轴每分钟进给M3Sl000;主轴正转(1000r/min) G9O G84X-300.Y-250.Z-150.R-120. P300 F1000;右螺纹攻丝,螺距lmm左螺纹G94;Z 轴每分钟进给M4Sl000;主轴反转(1000r/min) G9O G74X-300.Y-250.Zl50.R-120.P300 F1000; 左螺纹攻丝,螺距lmm (2) 每转( 主轴) 进给编程右螺纹G95;Z 轴进给/ 主轴每转M3S1000;主轴正转(1000r/min) G9O G84X-300.Y-250.Z-150.R-120. P300 F1.0;右螺纹攻丝, 螺距1mm 右螺纹G95;Z 轴进给/ 主轴每转M4S1000;主轴反转(1000r/min) G90 G74 X-300.Y-250.Z150.R-120. P300 F1.0;左螺纹攻丝, 螺距l mm 以上刚性攻丝编程由于将参数No.5200#0 设置为1, 固定循环G84/ 成为刚性攻丝的指令, 所以它的编程格式就完全与原固定循环G84/G74 普通攻丝是一样的。

FANUC 数控系统0i-B 和0i Mate-BFANUC 的CNC 系统0i-B/0i Mate-B 是高可靠性、高性价比的系统。
自2003年推出以来,获得了用户好评。
其特点是结构紧凑,连接简单:使用了高速串行伺服总线(用光缆连接)和串行I/O 数据口,有以太网口。
用该系统的机床可以单机运行,也可以方便地入网用于柔性加工生产线。
该系统使用了FANUC 最新的αis 伺服电动机,这种电机的加速特性好,短期过载倍数可达4倍。
伺服控制软件采用了HRV3,其电流环的控制周期为125ms 。
伺服控制周期的缩短可以提高伺服增益,提高伺服传动的刚性和跟随性,从而可提高工件的加工形状精度。
另外,CNC 的控制软件中有多项提高插补速度、提高精度等先行控制功能(G05和G08),因此,0i-B 非常适合于高精度模具加工机床。
1. 系统的配置(图1)αi s 伺服电机αi 伺服放大器Internetαi 主轴电机⑴ 显示器由图1可见,系统的显示器可接CRT 或LCD (液晶)。
可以是单色也可是彩色。
用光缆与LCD 连接。
⑵进给伺服经FANUC串行伺服总线FSSB,用一条光缆与多个进给伺服放大器(αi系列)相连,放大器有单轴型和多轴型,多轴型放大器最多可接三个小容量的伺服电机,从而可减小电柜的尺寸。
放大器本身是逆变器和功率放大器,位置控制部分在CNC单元内。
进给伺服电动机使用αis系列。
最多可接4个进给轴电机。
伺服电动机上装有脉冲编码器,标配为1,000,000脉冲/转;可选10,000,000脉冲/转(纳米加工时用)。
编码器既用做速度反馈,又用做位置反馈。
高分辨率的位置反馈可提高位置控制精度和伺服刚性。
为了提高进给伺服传动链的精度,系统支持外接(分离型)编码器(如装在滚珠丝杠的某一侧)的半闭环控制和使用直线光栅尺(装在工作台上)的全闭环控制。
分离型位置检测器的接口有并行口(A/B相脉冲)和串行口两种。
位置检测器无论用回转式编码器还是用直线尺均可用增量式或绝对式。
XD-40数控铣床电气使用说明书(FANUC 0i mate-MB系统)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图1. 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解以下安全装置及其作用,以保证机床的正常运转和人身安全。
0IB /Mate-B 调试步骤(参数)胡年1.基本参数设定1) 上电全清当系统第一次通电时,最好是先做个全清(上电时,同时按MDI面板上RESET+DEL)。
因为系统在出厂前,在FANUC工厂内经过各项性能测试,里面残留有FANUC工作人员做实验留下的参数,部分PMC程序。
为了消除对您的影响,请务必做一下全清。
·全清后一般会出现如下报警:100 参数可输入参数写保护打开(设定画面第一项)。
506/507硬超程报警梯形图中没有处理硬限位信号设定3004#5OTH可消除417 伺服设定不正确重新进行设定伺服参数进行伺服参数初始化。
5136 FSSB 电机号码太小FSSB设定没有完成或根本没有设定(当系统不带电机时,把1023设定为-1,屏蔽伺服电机,可消除5136报警)·手动输入功能参数(9900-9999),根据FANUC提供的出厂参数表正确输入。
然后关断系统电源,再开。
检查参数9900, 8130, 1010的设定是否正确(一般车床为2,铣床3/4)。
2)伺服FSSB设定和伺服参数初始化·参数1023设定位1;2;3等。
·参数1902的位0 = 0·在放大器设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
注:1.第一项(初始化位)设定为0,第二项(电机代码)附录1中的电机代码表设定(表3),详细设定方法见附录1伺服电机初始化设定方法。
0I-MB刚性攻牙相关参数
0I-MB刚性攻牙相关参数
[sell=10][post] 0i-MB 參數說明參考設定值備註
3706#03706#1 主軸與POSITION CODER齒比 0,0 1:1
5200#1 主軸與POSITION CODER齒比設定0:NO.3706#1,01:NO.5221~5224, NO.5231~5234 0 5200#4 攻牙旋出進給率設定 0 無效
5201#0 平滑剛性攻牙 1 有效
5201#2 攻入、旋出加減速時間設定0: NO.5261~52641: NO.5261~5264, NO.5271~5274 0 5201#3 攻牙旋出進給率增量單位0:1%1:10% 0
5202#0 剛性攻牙前先做主軸定位 1 有效
5210 剛性攻牙指令碼 29
5211 攻牙旋出進給率 100 100%
5221 低檔主軸側齒數(GR10=1) 0
5222 中檔主軸側齒數(GR20=1) 0
5223 高檔主軸側齒數(GR30=1) 0
5231 低檔馬達側齒數(GR10=1) 0
5232 中檔馬達側齒數(GR20=1) 0
5233 高檔馬達側齒數(GR30=1) 0
5241(低檔)5242(中檔)5243(高檔) 剛性攻牙之主軸上限值 3000
5261 低檔攻入(旋出)加減速時間(GR10=1) 1200
5262 中檔攻入(旋出)加減速時間(GR20=1) 1200
5263 高檔攻入(旋出)加減速時間(GR30=1) 1200
5271 低檔旋出加減速時間設定(GR10=1) 0
5272 中檔旋出加減速時間設定(GR20=1) 0
5273 高檔旋出加減速時間設定(GR30=1) 0
5280 Z 軸位置迴路增益 2500
5281 低檔位置迴路增益(GR10=1) 2500
5282 中檔位置迴路增益(GR20=1) 2500
5283 高檔位置迴路增益(GR30=1) 2500
5300 Z 軸檢測寬度 30
5301 主軸檢測寬度 30
5310 Z 軸移動中位置偏移量 32000
5311 主軸移動中位置偏移量 32000
5312 Z 軸停止中位置偏移量 500
5313 主軸停止中位置偏移量 500
5321~ 5323 剛性攻牙主軸背隙補償 0
4000#0 主軸和馬達轉動方向0:同向1:反向 0
4001#4 主軸和主軸外部檢出器轉動方向0:同向1:反向 0
4002#3,2,1,0 主軸外部檢出器型式 0,0,0,1 以馬達速度檢出器作位置回饋
4003#0 主軸定位方式 0 POSITION CODER
4003#3,#2 主軸定位旋轉方向皮帶式:1,0齒輪式:1,1 1,0 固定正轉
4003#7,6,5,4 主軸外部檢出器齒數 0,0,0,0 256λ/rev
4004#2 外部一回轉信號 1 使用
4004#3 外部一回轉信號檢出邊緣設定 0 上緣
4006#1 齒數比解析度選擇 1 *1000
4010#2,1,0 主軸馬達檢出器型式 0,0,0 Mi sensor
4011#2,1,0 主軸馬達檢出器齒數 0,1,0 256λ/rev
4016#7 位置控制模式(主軸定位)是否每次檢查外部一回轉信號 1 每次檢查
4038 主軸定位速度 100
4044 高檔速度迴路比例增益(CTH1A=0) 20(10)
4045 低檔速度迴路比例增益(CTH1A=1) 20(10)
4052 高檔速度迴路積分增益(CTH1A=0) 100(10)
4053 低檔速度迴路積分增益(CTH1A=1) 100(10)
4056 高檔齒數比(CTH1A=0,CTH2A=0) 738
4057 中高檔齒數比(CTH1A=0,CTH2A=1) 738
4058 中低檔齒數比(CTH1A=1,CTH2A=0) 738
4059 低檔齒數比(CTH1A=1,CTH2A=1) 738
4060 主軸定位之高檔位置迴路增益(CTH1A=0,CTH2A=0) 1000
4061 主軸定位之中高檔位置迴路增益(CTH1A=0,CTH2A=1) 1000
4062 主軸定位之中低檔位置迴路增益(CTH1A=1,CTH2A=0) 1000
4063 主軸定位之低檔位置迴路增益(CTH1A=1,CTH2A=1) 1000
4065 高檔位置迴路增益(CTH1A=0,CTH2A=0) 2500
4066 中高檔位置迴路增益(CTH1A=0,CTH2A=1) 2500
4067 中低檔位置迴路增益(CTH1A=1,CTH2A=0) 2500
4068 低檔位置迴路增益(CTH1A=1,CTH2A=1) 2500
4085 馬達電壓設定(%) (高速線圈用) 70
4099 馬達激磁延遲時間 300
4137 馬達電壓設定(%) (低速線圈用) 70
4171 高檔主軸側齒數(CTH1A=0) 48
4172 高檔馬達側齒數(CTH1A=0) 65
4173 低檔主軸側齒數(CTH1A=1) 48
4174 低檔馬達側齒數(CTH1A=1) 65
備註 :
1. NO.4056 ~ 4059 齒比設定錯誤時,主軸定位會有左右晃動或定位速度變慢現象。
計算公式如下:
*(主軸側齒數/馬達側齒數) x 100 (當”NO.4006#1=0”時)
*(主軸側齒數/馬達側齒數) x 1000 (當”NO.4006#1=1”時)
2. 剛性攻牙時主軸和Z軸瞬間偏差量:
診斷 NO.452(參數NO.5204=1)
3. 剛性攻牙時主軸和Z軸最大偏差量:
診斷 NO.453(參數NO.5204=1)[/post][/sell]。