机械加工质讲义量及其控制
- 格式:ppt
- 大小:1.47 MB
- 文档页数:114
《机械制造技术基础》部分习题参考解答第四章 机械加工质量及其控制4-1 什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F 的作用方向随主轴的回转而回转,在F 作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3 为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
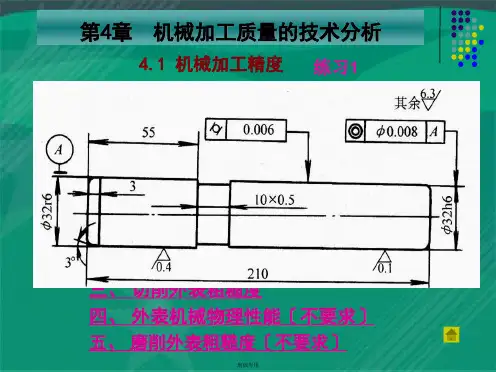
4-4 某车床导轨在水平面内的直线度误差为0.015/1000m m ,在垂直面内的直线度误差为0.025/1000m m ,欲在此车床上车削直径为φ60m m 、长度为150mm 的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y ∆=∆=⨯=mm ;垂直面内:227()0.025150/60 2.341021000z RR-∆⎛⎫∆==⨯=⨯ ⎪⎝⎭mm ,非常小可忽略不计。

机械制造技术基础(讲义) 2007年5月一、刀具方面1、刀具总述:金属切削过程的实质是刀具与工件相互作用的过程,其目的是将工件上余外金属切除,并在高效低成本的前提下,使工件满足图纸要求的形状、尺寸精度和表面质量。
切削运动:主运动〔只有一个〕,进给运动〔一个或者多个〕。
工件上的三表面:待加工表面、已加工表面和过渡表面。
切削用量三要素:切削速度〔v〕,进给量〔f〕,背吃刀量〔a〕。
p⑴刀具的几何参数:〔以一般外圆车刀为例〕结构:三面〔前刀面、主后刀面、副后刀面〕、二刃〔主刀刃、副刀刃〕、一尖〔刀尖〕。
〕:它决定了切削刃的锐利程度和刃口强固程度。
在粗前角〔γ加工时,一样选取小的,精加工时选取大的前角;〕:增大后角,可减少刀具磨损,提高表面加工质量,后角〔α在粗加工时,一样选取小的,精加工时选取大的后角;此外还有主偏角,副偏角,刃倾角等,这是刀具中比较重要的几种角度参数。
⑵刀具的材料:必备性能:①高的硬度及耐磨性;②足够的强度及韧性;③高的热稳固性;④良好的物理特性;⑤良好的工艺性;⑥经济性好。
硬度含义:HB:布氏硬度,应用于铸铁;HRA:洛氏硬度,应用于刀具;HRC:洛氏硬度,应用于钢。
常用刀具材料种类:高速钢、硬质合金。
①高速钢〔高速不高速〕:强度、韧性、导热性和工艺性好,专门是能够制造复杂的刀具,但硬度、耐磨性和耐热性较差,故用于低速刀具、成型刀具的制造。
②硬质合金:由高硬、难熔的金属碳化物和金属粘结剂等通过粉末冶金制成的。
与高速钢相比有以下特点:硬度高‘耐磨性好,耐热性高,但抗弯强度低,断裂韧性低,因而硬质合金刀具承担切削振动和冲击负荷的能力差。
硬质合金分类:〔P〕YT类:加工长切屑〔塑性〕黑色金属;〔K〕YG类:加工短切屑〔脆性〕黑色金属、有色金属和非金属材料;〔M〕YW类:加工长切屑和短切屑黑色金属和有色金属。
其中常用〔P〕YT类,例如:YT15、YT14等,其中的15、14表示TiC的含量为15%和14%。

机械加工工艺对零件加工精度的影响及其控制零件加工对加工的几何参数、数控编程技术等都有明确要求。
虽然误差难以避免,但如果误差过大,必然会影响零部件使用性能。
因此,在采用机械加工工艺加工零件时,需要严格控制数控编程技术、几何精度、减少外力对零件精度的影响、严格控制加工温度变形等, 才能最大限度上保证零件加工的精度,促使我国工业事业持续发展。
1机械加工工艺度零件加工精度的积极影响机械加工工艺是零件加工的主要工艺,具有很强的先进性和技术性,是计算机技术、数控技术、电子控制技术发展到一定的产物,在采用机械加工工艺加工零件时,需要多项技术的共同支持,保证选择的零件毛坯和所要的零部件相互吻合,在具体加工时,必须保证加工精度符合设计要求。
多数情况下,需要先对毛坯件进行粗加工,然后调整数控编程进行精加工。
粗加工的工序是对毛坯进行打磨,加工成零件雏形,为精加工做准备。
精加工需要通過精确的预测,促使零件加工之后,能满足零件使用的要求。
机械加工工艺加工完成后,要及时对加工精度进行矫正,如果误差较大,需要进行修正,要严格按照加工工序逐项操作,并对每个加工过程的质量严格控制。
从目前发展现状来看,机械加工工艺经过多年的发展和完善,加工技术愈发先进,加工精度也越来越高,在加工过程中,要制定科学合理的措施,合理改善工艺条件,保证零件加工的精度。
2机械加工工艺对零件加工精度造成的消极影响2.1数控编程技术数控编程技术是机械零件加工是应用的关键技术,合理应用此项技术,有助于提升机械零件加工的自动化和标准化,从而提升加工精度。
在应用数控编程技术时,要合理选择编程远原点,降低尺寸公差再换算时形成的误差,以保证零件加工精度。
此外,在应用数控编程技术时,需要通过计算机系统对零件加工数据进行全面分析和处理, 按照分析处理的结果,进行数控编程,因此,数据分析处理的精度, 也会影响零件加工精度。
同时还要加强对插补方式的选择,因为,在机械加工工艺中无论选择何种插补方式,都会形成一定的误差,并且误差逐步累积,一旦超过允许误差值,就会发生较大位移,增加零件加工误差。

一、名词解释1.机械加工精度:2.误差复映:3.系统误差:4.工艺系统刚度:5.主轴回转误差:二、选择题1.分析计算两定位误差的前提是采用夹具装夹加工一批工件,用()法保证加工要求。
A、调整B、试切C、轨迹2.工艺系统的热变形影响加工精度和生产效率,为保证加工要求必须使机床()。
A.冷却后再测量及精加工B.热伸长后再调刀C.热平衡后再加工D.冷却后再安装工件3.工艺系统静误差主要指()。
A、工艺系统受力误差B、工艺系统受热误差C、机床误差D、刀具磨损4.工艺系统热变形不仅影响加工精度而且影响生产效率,为保证加工要求须使机床()。
A.冷却后再测量及精加工B.热伸长后再调刀C.热平衡后再加工D.冷却后再安装工件5.误差的敏感方向是指产生加工误差的工艺系统原始误差处于加工表面的()。
A、法线方向B、切线方向C、轴线方向6.车床主轴的几何偏心(纯径向跳动)使加工阶梯轴时产生的误差是()。
A、圆柱度误差B、端面平面度误差C、加工面与装夹面的同铀度误差7.在大量生产的精加工时,应采用()方法以获得图纸要求的尺寸精度。
A、试切法加工B、试切调整法加工C、样件调整法加工D、按样件初调刀后试切一组工件作精确微调8.研究工艺系统受力变形时,若以车床两顶尖间加工光轴为例,如果只考虑机床变形,则由于切削过程受力点位置的变化而引起工件产生()形状误差。
A、圆锥形B、腰鼓形C、马鞍形(双曲线)D、圆柱形9.分布曲线的中心位置表示()对一批工件加工尺寸的影响。
A、常值系统误差B、变值系统误差C、随机误差D、随机误差和变值系统误差10.研究工艺系统受力变形时,若以车床两顶尖间加工光轴为例,如果只考虑工件变形,则由于切削过程受力点位置的变化而引起工件产生()形状误差。
A、圆锥形B、腰鼓形C、马鞍形(双曲线)D、圆柱形11.工艺系统动误差主要包括()。
A、调整误差B、工艺系统受热误差C、机床传动误差D、定位误差12.分析计算两定位误差的前提是采用夹具装夹加工一批工件,用()法保证加工要求。
《机械运动》讲义一、什么是机械运动在我们生活的这个世界里,万物都在不停地运动着。
从我们日常所见的车辆行驶、鸟儿飞翔,到微观世界中分子的热运动,运动无处不在。
而在物理学中,机械运动是一种非常基础且重要的运动形式。
机械运动,简单来说,就是一个物体相对于另一个物体位置的变化。
比如,一辆汽车在公路上行驶,它相对于路边的树木、电线杆等物体的位置在不断改变,这就是机械运动。
再比如,一个人在操场上跑步,他相对于操场的看台、起跑线等的位置也在发生变化,这同样是机械运动。
需要注意的是,机械运动所研究的是物体位置的变化,而不考虑物体内部的结构变化和化学变化。
例如,一个苹果从树上掉落,在这个过程中苹果的位置发生了改变,这是机械运动。
但苹果在掉落过程中发生的腐烂等化学变化,就不属于机械运动的研究范畴。
二、机械运动的分类机械运动可以根据不同的标准进行分类。
按照运动轨迹的不同,机械运动可以分为直线运动和曲线运动。
直线运动是指物体沿着一条直线运动,比如在平直公路上行驶的汽车、在水平面上推动的木块等。
而曲线运动则是物体沿着曲线运动,比如抛出的篮球在空中的运动轨迹、地球绕着太阳的公转等。
根据运动速度是否变化,机械运动又可以分为匀速运动和变速运动。
匀速运动是指物体在运动过程中速度保持不变,比如在平直轨道上匀速行驶的列车。
变速运动则是物体在运动过程中速度发生了改变,比如自由落体运动、汽车在加速或减速行驶等。
三、描述机械运动的物理量要准确地描述机械运动,我们需要用到一些物理量。
1、路程和位移路程是指物体运动轨迹的长度。
比如,一个人绕着操场跑了一圈,他所经过的路程就是操场的周长。
位移则是指从初位置到末位置的有向线段。
例如,一个人从 A 点走到 B 点,不管他走的路径如何,位移就是 A 点到 B 点的直线距离,并且位移是有方向的,从 A 指向 B。
路程和位移是两个不同的概念。
路程只有大小,没有方向,而位移既有大小又有方向。
在某些情况下,路程和位移的大小可能相等,但大多数情况下是不相等的。
一、名词解释1.冷作硬化:机械加工过程中产生的塑性变形,使晶格扭曲、畸变,晶粒间产生滑移,晶粒被拉长,这些都会使表层金属的硬度增加,此称为冷作硬化。
2.磨削烧伤:对于已淬火的钢件,很高的磨削温度往往会使表层金属的金相组织产生变化,使得表层金属硬度下降,使工件表面呈现氧化膜颜色,这种现象称为磨削烧伤。
二、选择题1.磨削淬火钢时,磨削区温度末超过淬火钢的相变温度,但已超过马氏体的转变温度,可能产生()。
A、淬火烧伤B、回火烧伤C、退火烧伤D、不烧伤。
2.磨削淬火钢时在重磨削(不用切削液)条件下可能产生()形式的磨削烧伤。
A、淬火烧伤B、回火烧伤C、不烧伤D、退火烧伤3.加工过程中若表面层以冷塑性变形为主,则表面层产生()应力。
A、拉应力B、压应力C、无应力层4.机械加工中的振动,按其产生的原因可分为三种,试指出自激振动的能量特性()A、在外界周期性干扰力持续作用下的持续振动;B、只有初始干扰力的作用、振动中再也没有能量输入,故为衰减振动;C、维持振动的交变力是振动系统在自身运动中激发出来的,从而引起系统的持续振动。
5.削扁镗杆的抗振性比圆镗杆好是由于()。
A、系统刚度的组合特性合适B、阻尼大、消耗振动能量大C、刚度高6.磨削淬火钢时,若工件表面出现淬火烧伤,工件表面将产生()残余应力。
A、拉伸B、压缩C、无7.零件配合性质的稳定性与()的关系较大。
A.零件材料B.加工表面质量C.载荷大小D.接触刚度8.如果使扁形镗杆能够产生消振作用,需要()。
A.选择合适的削扁值和刀头相对削扁方向的位置B.选择合适的镗杆长度C.选择合适的削扁值D.选择合适的刀头相对削扁方向的位置9.冷态下塑性变形经常在表层产生()。
A.拉应力B.不定C.压应力D.金相组织变化10.金属的加工硬化现象将导致什么结果。
A、强度降低,塑性提高B、强度提高,塑性提高C、强度提高,塑性降低D、强度降低,塑性降低11.工件材料的塑性越大,冷作硬化倾向(),冷作硬化程度()A.越小,越轻微B.越小,越严重C.越大,越轻微D.越大,越严重12.机械加工时,工件表面产生波纹的原因有()。