上海固纤_SK碳纤维预浸布相关参数
- 格式:pdf
- 大小:119.70 KB
- 文档页数:3
⼀⽂全⾯了解碳纤维预浸料东丽2017年初针对航空航天市场推出号称世界上性能最好的新⼀代碳纤维预浸料,其拉伸强度和抗冲击性能⽐上⼀代产品均提升了30%。
该产品解决了长久以来⾼模量和⾼韧性不可得兼的技术难题,可以耐受温度极值(极⾼温和极低温),充分迎合了航空航天应⽤的技术需求和市场期待,在上述领域或将⼤有作为。
那么碳纤维预浸料究竟为何⽅神圣,待⼩编为⼤家慢慢道来。
•什么是碳纤维预浸料•碳纤维预浸料⽣产⼯艺•碳纤维预浸料国内外发展现状•碳纤维预浸料未来发展趋势什么是碳纤维预浸料预浸料(Prepreg,PreimpregnatedMaterials),是把基体(Matrix)浸渍在强化纤维(Reinforced Fiber)中制成的预浸⽚材产品,是复合材料的中间材料。
碳纤维预浸料是由增强体,如碳纤维纱、树脂基体、离型纸等材料,经过涂膜、热压、冷却、覆膜、卷取等⼯艺加⼯⽽成的复合材料,⼜名碳纤维预浸布。
性能特点•强度⾼、密度⼩:碳纤维预浸料的强度可以达到钢材的6-12倍,密度只有钢材四分之⼀•可塑性好:可根据模具形状做成任何形状,成型容易,便于加⼯•耐腐蚀,寿命长碳纤维预浸料种类碳纤维预浸料的种类有单向碳纤维预浸料及编织碳纤维预浸料,单向碳纤维预浸料在纤维⽅向有最⼤的强度,通常⽤于有不同⽅向组合的叠层板,⽽编织碳纤维预浸料具有不同的编织⽅式,其强度在两个⽅向约相等,可应⽤于不同的结构物。
应⽤领域⼴泛应⽤于钓具、运动器材、体育⽤品、航空航天等领域,军事上⽤于制造⽕箭、导弹、卫星、雷达、防弹车、防弹⾐等重要军⼯产品。
碳纤维预浸料⽣产⼯艺碳纤维预浸料⽣产⼯艺流程•由纤维束拼成所需的含量及宽度,然后经纤维架将纤维均匀的分开,同时树脂加热后涂布在上下离型纸上。
•将纤维及涂布树脂的上下离型纸同时导⼊滚轮中,纤维位于上下离型纸之间,借由滚轮的压⼒将树脂均匀的散布于纤维之间。
•纤维含浸树脂后经过冷却或烘⼲,经捲取器捲取成捲轴状。

碳纤维预浸布固化工艺
碳纤维预浸布固化工艺是一种将碳纤维预浸料(即已经浸渍过树脂的碳纤维布)在一定温度和压力下进行固化的过程。
碳纤维预浸布通常是由树脂(如环氧树脂)浸渍过的碳纤维布。
在固化工艺中,首先碳纤维预浸布会被放置在合适的模具或工具上,然后加热至预定的固化温度。
同时,一定的压力也会施加在碳纤维预浸布上,以保持其形状和高强度。
在固化的过程中,树脂会发生热固化反应,即通过热作用使树脂分子链之间产生交联作用,形成三维网络结构。
这种反应使树脂从液态变为固态,并将碳纤维牢固地束缚在一起。
同时,固化过程中的温度和压力可以提高构件的密实性和力学性能。
碳纤维预浸布固化工艺具有以下优点:
1. 可实现高强度、高刚度和轻量化的碳纤维复合材料制造。
2. 预浸布中的树脂已经均匀浸渍,可以减少操作环节和现场污染。
3. 工艺控制精度高,可以生产复杂形状的构件。
4. 固化过程中的温度和压力可以调节,以满足不同要求的碳纤维复合材料制造。
然而,碳纤维预浸布固化工艺也存在一些挑战,如固化过程中产生的热应力和残余应力可能导致构件变形和裂纹的形成。
此外,碳纤维预浸布的存储寿命相对较短,需要在一定的时间内使用。
因此,在实际应用中,需要根据具体情况选择合适的固化工艺和材料。
碳纤维预浸料制作方法全文共四篇示例,供读者参考第一篇示例:碳纤维预浸料是一种常用的复合材料,在航空航天、汽车、建筑等领域得到广泛应用。
碳纤维预浸料的质量和性能对最终制品的质量和性能起着至关重要的作用。
今天我们就来介绍一下碳纤维预浸料的制作方法。
碳纤维预浸料的制作主要包括:树脂、碳纤维布、固化剂、界面处理剂等材料的选取和搅拌、固化工艺的确定等步骤。
选取适当的树脂。
目前常用的树脂有环氧树脂、聚酯树脂、酚醛树脂等。
各种树脂的性能各有不同,可以根据需要选择合适的树脂。
接下来是选择适当的碳纤维布。
碳纤维布的密度、纤维间的排列方式等都会对最终碳纤维预浸料的性能产生影响。
一般来说,碳纤维布的密度越高,强度越大。
碳纤维布的纤维排列方式也需要考虑到最终制品的使用要求。
然后是固化剂的选择。
固化剂是起到固化树脂的作用的化学品,也会对最终碳纤维预浸料的性能产生重要影响。
不同的固化剂具有不同的固化速度、固化温度等,制作时需要根据具体情况选择合适的固化剂。
还需要添加界面处理剂。
界面处理剂主要是用来增强碳纤维和树脂间的粘接力,减少界面应力,提高碳纤维预浸料的性能。
通常界面处理剂可以分为物理吸附界面活性剂和共价键界面活性剂,根据具体情况选择合适的界面处理剂。
在选取了适当的材料后,就需要进行搅拌和混合。
搅拌的目的是将树脂、碳纤维和固化剂等材料均匀混合,确保每个部分的配比准确。
搅拌的时间和速度也需要掌握好,以免造成过度混合或不充分混合的情况。
混合完成后,就可以进行浸渍了。
浸渍就是将碳纤维布浸泡在搅拌好的树脂混合物中,确保碳纤维均匀覆盖树脂。
浸渍的时间也很重要,应根据具体情况调整,以保证碳纤维和树脂的充分浸透。
浸渍完成后,需要进行固化。
固化的温度、时间也需要根据具体情况确定,以保证碳纤维预浸料的性能。
在固化的过程中,需要注意控制温度和湿度,避免出现不均匀固化的情况。
可以根据需要进行加工和表面处理。
加工可以包括切割、成型和打磨等步骤,以获得符合要求的形状和尺寸。
碳纤维预浸布生产工艺流程## Carbon Fiber Prepreg Production Process ##。
The production of carbon fiber prepreg involves several key steps, each of which plays a crucial role in ensuring the material's high performance and quality. Here's a detailed overview of the carbon fiber prepreg production process:1. Carbon Fiber Production: The process begins with the production of carbon fibers, the primary component of carbon fiber prepreg. Carbon fibers are typically produced from a precursor material, such as polyacrylonitrile (PAN), through a series of steps involving oxidation, carbonization, and graphitization. These processes resultin the formation of long, thin, and highly crystalline carbon fibers with exceptional strength and stiffness.2. Sizing and Treatment: After the carbon fibers are produced, they undergo sizing and treatment to enhancetheir properties and compatibility with the resin matrix. Sizing involves applying a thin layer of a sizing agent, usually an epoxy-based resin, onto the carbon fibers. This treatment improves the fiber-resin adhesion, promotes wetting and impregnation during the prepregging process, and protects the fibers from damage.3. Prepregging: The prepregging process involves impregnating the carbon fibers with a resin matrix to create the prepreg material. The resin matrix is typically a thermosetting polymer, such as epoxy, phenolic, or polyimide, which provides the prepreg with its structural integrity and mechanical properties. The impregnation is typically achieved by passing the carbon fibers through a resin bath or by using a roller or vacuum infusion technique. The prepregging process ensures that the resin is evenly distributed throughout the carbon fibers, resulting in a consolidated and homogeneous material.4. Curing: After the prepreg is formed, it undergoes a curing process to crosslink the resin matrix and fully develop the desired properties of the material. Curinginvolves heating the prepreg to a specific temperature and holding it there for a predetermined duration. During curing, the resin undergoes a chemical reaction, forming a rigid and thermoset network that binds the carbon fibers together. The curing process significantly influences the mechanical strength, thermal stability, and chemical resistance of the prepreg.5. Quality Control and Inspection: Throughout the production process, rigorous quality control and inspection measures are implemented to ensure the prepreg meets the required specifications. These measures involve testing the prepreg's properties, such as fiber content, resin content, mechanical strength, and thermal stability. The results of these tests help ensure that the prepreg meets the desired performance parameters and is suitable for downstream composite fabrication processes.## 碳纤维预浸布生产工艺流程 ##。
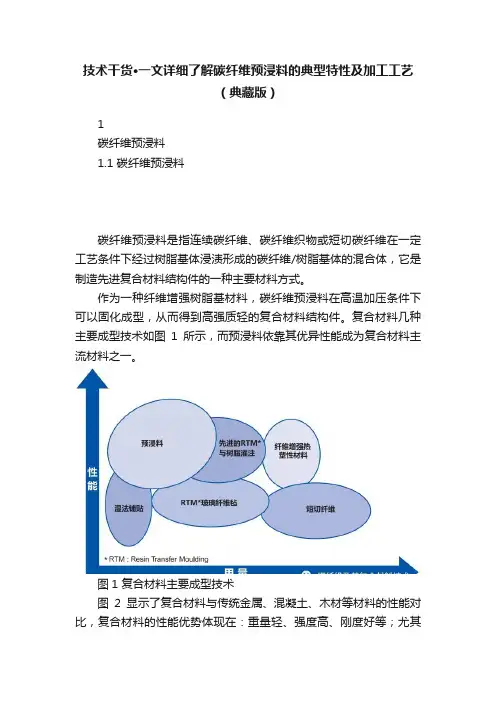
技术干货·一文详细了解碳纤维预浸料的典型特性及加工工艺(典藏版)1碳纤维预浸料1.1 碳纤维预浸料碳纤维预浸料是指连续碳纤维、碳纤维织物或短切碳纤维在一定工艺条件下经过树脂基体浸渍形成的碳纤维/树脂基体的混合体,它是制造先进复合材料结构件的一种主要材料方式。
作为一种纤维增强树脂基材料,碳纤维预浸料在高温加压条件下可以固化成型,从而得到高强质轻的复合材料结构件。
复合材料几种主要成型技术如图1所示,而预浸料依靠其优异性能成为复合材料主流材料之一。
图1 复合材料主要成型技术图2显示了复合材料与传统金属、混凝土、木材等材料的性能对比,复合材料的性能优势体现在:重量轻、强度高、刚度好等;尤其是其轻质高强的优点,使其成为航空、航天、汽车轻量化等青睐的关键材料。
图2 复合材料主要性能优势1.2 为什么使用碳纤维预浸料碳纤维预浸料具有易成型、成本低、纤维含量易控制等优点,而且碳纤维预浸料具有优异的拉伸、刚度、疲劳、耐腐蚀等性能。
因此,碳纤维预浸料获得广泛应用。
在碳纤维预浸料选择上主要取决于两大因素:性能和成本。
预浸料主要优点如下所示:1.3 碳纤维预浸料主要形式碳纤维预浸料主要由碳纤维和树脂基体两大组分组成,按照碳纤维增强方式,碳纤维预浸料可以分为单向增强和多向增强两种,如图3所示。
目前碳纤维预浸料已经在航空航天、工业领域获得广泛应用。
图3 碳纤维预浸料主要形式2碳纤维预浸料中的材料性能2.1 碳纤维碳纤维与其他增强纤维的密度和成本对比如图4所示,碳纤维的密度介于芳纶纤维与玻璃纤维之间,其成本要高于其他传统增强纤维,尤其是高模量碳纤维成本最高。
图4 碳纤维密度、成本与其他增强纤维对比碳纤维与其他增强纤维力学性能对比如图5所示,碳纤维在强度和模量上较之其他增强纤维均具有一定优势。
但是,碳纤维生产成本也是远远高于其他增强纤维。
图5 碳纤维性能与其他增强纤维对比2.2 碳纤维织物按照碳纤维编织方式,碳纤维织物可以分为机织物、针织物和无纺布,其中机织物按照经、纬向纤维交织规律可以分为平纹、斜纹和缎纹,如图6所示。
t700单向布预浸料技术要求
T700单向布预浸料技术要求包括以下几个方面:
1. 基础材料选择:T700单向布预浸料通常基于碳纤维材料,
因此需要选择高质量的碳纤维布作为基础材料。
碳纤维布的纤维都应该是均匀和定向排列的,以确保预浸料的性能和强度。
2. 树脂体系:预浸料通常使用热固性树脂来浸渍碳纤维布。
常见的树脂体系包括环氧树脂和聚酯树脂。
选择合适的树脂体系需要考虑到材料的力学性能、耐温性能和耐腐蚀性能等因素。
3. 树脂含量:预浸料中树脂的含量需控制在合适的范围内,以在保证材料强度的同时,避免过量的树脂导致材料的重量过大。
一般来说,树脂含量控制在30%至40%之间。
4. 定向和层压:在预浸料制备过程中,需要确保碳纤维布的纤维定向一致,并且层压良好。
通过合理的层压方法,可以确保预浸料具有较高的强度和刚度。
5. 贮存和使用条件:T700单向布预浸料需要在适当的温度和
湿度环境中贮存,以保持其性能和质量。
同时,在使用预浸料时,需要合理控制固化温度和时间,以确保材料能够达到预期的力学性能。
总结起来,T700单向布预浸料的技术要求包括选择合适的基
础材料和树脂体系、控制树脂含量、确保纤维定向和良好的层
压、适当的贮存和使用条件等。
这些要求可保证预浸料的质量和性能,从而满足特定工程应用的需求。

碳纤维粘结剂(碳布胶)所属类别:建筑结构胶系列AJ601碳纤维浸渍胶AJ系列碳纤维胶系甲、乙双组分改性环氧类结构胶,有AJ601浸渍胶、AJ602修补找平胶和AJ603底胶组成,是碳纤维加固的专用胶种。
1. 产品特点◇具有粘度低、强度高、浸润性和渗透性好,触变性强、施工性能好等特点◇固化后的胶层物理机械性能和强韧性能优异◇抗老化、耐介质(酸、碱、水)性能好◇常温固化、硬化过程收缩小◇配料比例宽,固化时间根据环境需要可适当调整◇不含挥发性溶剂、安全无毒、施工方便2. 适用范围◇碳纤维浸渍胶主要用于建筑物加固改造过程中构件表面如混凝土、砖、岩石等基材与碳纤维、玻璃纤维及其它纤维类片材的浸渍粘贴。
◇底胶主要用于加固构件表面底层涂抹修补,修补找平胶主要用于加固构件表面缺陷的修补、找平。
3. 技术参数(浸渍胶)外观甲组分:膏状液体推荐比例(重量比)甲:乙=3:1乙组分:膏状液体混合后密度 1.05±0.1g/cm3胶体性能抗拉强度,MPa ≥40 受拉弹性模量,MPa ≥2.5×103 伸长率,%≥1.5抗弯强度,MPa≥50,且不呈脆性(碎裂状)破坏抗压强度,MPa ≥70粘接能力钢-钢拉抻抗剪强度,MPa≥14钢-钢不均匀扯离强度,KN/m≥20与混凝土正拉粘结强度,MPa≥2.5,且混凝土内聚破坏此处空白抗老化性能人工2000h抗湿热老化(钢-钢剪切强度下降率)≤10%固化性能(5-45°C)操作时间,分钟20~90 固化时间,天3~74. 操作流程基层处理→涂刷底胶→修补、找平基层→涂刷面胶→粘贴碳纤维布→涂刮面胶→固化、维护5. 操作要点◇施工环境通风干燥,粘贴面洁净、打磨粗糙彻底,油污的地方用丙酮清洗干净 .◇使用前必须根据环境、温度和工艺条件进行胶的试验调制,以确定最佳配比 .◇为保证甲、乙两组份混合均匀,采用机械搅拌为宜 .◇用底胶和修补胶对混凝土表面进行涂抹和修补处理,须等胶液初凝后才能进行下一道工序 .◇用胶量需保证充足、饱满,使用滚筒刷或光滑滚子等合适工具沿碳纤维布同一方向反复滚压直至胶液渗出表面,以去除气泡,使碳纤维布充分浸润胶液.◇常温胶固化温度不低于5°C,环境温度20-25°C时固化时间不少于3天,环境温度低于10°C 时固化时间不得少于7天,温度在5°C下时,请选用低温固化型碳纤维系列胶 .◇气温偏低时,可采取用红外线灯或碘钨灯湿度加温,以促进固化.6. 包装、运输、储存、安全◇采用铁桶或塑料桶包装,20kg/组,A组份15kg,B组份5kg.◇本品不属有毒、易燃、宜爆危险品,可按一般化学建材运输。

碳纤维布基本知识用途:碳纤维布与结构胶配套使用成为碳纤维复合材料,适用于混凝土结构、木质结构的加固,可有效提高构件的承载力、抗震性能和耐久性。
是处理下列工程问题的优秀备选方案:1、建筑物使用荷载增加;2、工程使用功能改变;3、材料老化;4、混凝土强度等级低于设计值;5、结构裂缝处理;6、恶劣环境服役构件修缮、防护。
其他用途:人造卫星、飞机、火箭、体育用品、工业产品等众多领域。
特点:1、碳纤维抗拉强度高,高于普通钢10-15倍;2、耐酸碱,抗腐蚀,适宜在恶劣环境中服役;与结构胶配合使用,能阻止有害介质浸渗,对部结构起保护作用;3、比重是钢材的23%,基本不增加构件自重,不改变构件截面尺寸;4、可弯曲缠绕成型,对各类曲面、异型构件加固优势更为显著;5、可任意剪裁,易粘贴,施工质量易于保证。
不需大型施工机具,可搭接粘结任意延长,无明火作业,施工工期短。
碳纤维布使用说明碳纤维布均与配套结构胶配合使用,形成高性能复合材料。
碳纤维加固工艺流程:构件表面处理→粘贴面修补找平 (若平整,此步骤可省去)→涂底胶→卸荷(根据实际情况和设计要求,此步骤有时省去)→配置面胶和裁剪碳纤维布→粘贴碳纤维布→固化→检验→维护1.构件表面处理2.粘贴面修补找平(若平整,此步骤可省去)3.配置底胶4.卸荷(根据实际情况和设计要求,此步骤有时省去)5.配置面胶和裁剪碳纤维布6.粘贴碳纤维布7.固化8.检验9.维护碳纤维发展简史1860年,斯旺制作碳丝灯泡1878年,斯旺以棉纱试制碳丝1879年,爱迪生以油烟与焦油、棉纱和竹丝试制碳丝(持续照明45小时)1882年,碳丝电灯实用化1911年,钨丝电灯实用化1950年,美国Wright--Patterson空军基地开始研制黏胶基碳纤维1959年,美国UCC公司生产低模量黏胶基碳纤维“Thornel—25”,日本大阪工业试验所的进藤昭男发明了PAN基碳纤维1962年,日本碳公司开始生产低模量PAN基碳纤维(0.5吨/月)1963年,英国皇家航空研究所(RAE)的瓦特和约翰逊成功地打通了制造高性能PAN基碳纤维(在热处理时施加力)的技术途径1964年,英国Courtaulds,Morganite和Roii--Roys公司利用RAE技术生产PAN基碳纤维1965年,日本群马大学的大谷杉郎发明了沥青基碳纤维美国UCC公司开始生产高模量黏胶基碳纤维(石墨化过程中牵伸)1970年,日本吴羽化学公司生产沥青基碳纤维(10吨/月),日本东丽公司与美国UCC进行技术合作1971年,日本东丽公司工业规模生产PAN基碳纤维(1吨/月),碳纤维的牌号为T300,石墨纤维为M401972年,美国Hercules公司开始生产PAN基碳纤维日本用碳纤维制造钓竿,美国用碳纤维制造高尔夫球棒1973年,日本东邦人造丝公司开始生产PAN基碳纤维(0.5吨/月)日本东丽公司扩产5吨/月1974年,碳纤维钓竿、高尔夫球棒迅速发展日本东丽公司扩产13吨/月1975年,碳纤维网球拍商品化美国UCC公司公布利用中间相沥青制造高模量沥青基碳纤维“Thornel—P” 美国UCC的高性能沥青基碳纤维商品化1976年,东邦人造丝公司与美国塞兰尼斯进行技术合作住友化学与美国赫格里斯(Hercules)成立联合公司1979年,日本碳公司与旭化成工业公司成立碳纤维公司1980年,美国波音公司提出需求高强度、大伸长的碳纤维1981年,台塑设立碳纤研究中心,日本三菱人造丝公司与美国Hitco公司进行技术合作1984年,台塑与美国Hitco公司进行技术合作,日本东丽公司研制成功高强中模碳纤维T8001986年,日本东丽公司研制成功高强中模碳纤维T10001989年,日本东丽公司研制成功高模中强碳纤维M601992年,日本东丽公司研制成功高模中强碳纤维M70J,氏摸量高达690GPa 碳纤维生产技术路线及应用领域按原料体系的不同,碳纤维主要分为:黏胶基碳纤维、聚丙烯腈基碳纤维和沥青基碳纤维。

碳纤维预浸布的生产工艺
碳纤维预浸布是在经过高压高温技术将环氧树脂复合在碳纤维上。
由碳纤维纱、环氧树脂、离型纸等材料,经过涂膜、热压、冷却、覆膜、卷取等工艺加工而成的复合材料称为碳纤维预浸料,又名碳纤维预浸布。
之所以叫预浸布是因为这只是树脂与碳纤维的初步含浸,在产品成型时才是最终含浸的缘故。
碳纤维(carbon fiber),顾名思义,它不仅具有碳材料的固有本征特性,又兼具纺织纤维的柔软可加工性,是新一代增强纤维。
与传统的玻璃纤维(GF)相比,杨氏模量是其3 倍多;它与凯芙拉纤维(KF-49)相比,不仅杨氏模量是其2倍左右,而且在有机溶剂、酸、碱中不溶不胀,耐蚀性出类拔萃。
有学者在1981年将PAN基CF浸泡在强碱NaOH 溶液中,时间已过去30多年,它至今仍保持纤维形态。
纤维预浸料MSDS报告【科普知识】碳纤维预浸料后成型工艺与制品及应用领域预浸料是指将树脂在未固化之前预先和纤维结合在一起,并保持一定的储存期,在储存期内可以随时进行铺层设计、成型,是制作复合材料的中间材料。
碳纤维预浸料是碳纤维丝束经过展纱(或碳纤维编织布),在压力和温度的作用下,和预先涂敷在离型纸上的树脂,进行结合,然后冷却、覆膜、卷取等工艺加工而成的中间品复合材料,又叫做碳纤维预浸布。
预浸料的常见组成部分为:底部是一层离型纸(白色),中间为成品预浸料(黑色),表面再覆盖一层聚乙烯薄膜(蓝色),其中中间的成品预浸料又由树脂和纤维组成。
预浸料的意思是预先用树脂浸润好纤维,在后面工艺中铺叠、成型,加热固化。
所以预浸料的树脂是未经固化的树脂,多以热固性树脂为主。
热固性树脂有很多种,常用的有酚醛树脂、环氧树脂、双马树脂、乙烯基树脂、氰酸树脂等。
碳纤维预浸料中以环氧树脂最多、应用最广泛,在一些耐高温的场合会用到双马、氰酸树脂。
预浸料适用工艺较多,主要是热压罐工艺,另外也有非热压罐工艺。
热压罐工艺热压罐工艺是纤维复合材料应用较多、最为常见的一种成型方式,特别在航空航天领域的比重更是高达80%以上。
成型的构件多应用于航空航天领域等主承力和次承力结构,以及国防、轨道交通、电子通讯、汽车制造、体育运动器材等诸多领域。
将碳纤维预浸料按铺层要求铺放于模具上,将毛坯密封在真空袋后放置于碳纤维热压罐中。
在真空状态下,经过热压罐设备升温、加压、保温、降温和卸压等程序,利用热压罐内同时提供的均匀温度和均布压力实现固化,从而可以形成表面与内部质量高、形状复杂的碳纤维复合材料制件。
用热压罐的一个重要原因是向预浸料提供足够的压力,以此抑制孔隙的生成,所以做出来的产品性能好,能够作为结构件使用。
因此热压罐工艺在航空航天上应用较多,但是热压罐工艺也存在成本高、效率低的缺点。
真空袋压工艺针对热压罐成本高的缺点,发展了真空袋压工艺,真空袋压工艺前序工艺和热压罐类似,后期固化不使用热压罐,而是使用固化炉。
碳纤维预浸料工艺碳纤维预浸料工艺是一种在制造碳纤维复合材料中常用的方法。
碳纤维预浸料是在碳纤维表面预涂层有机树脂,处理后被固化成片状,成为碳纤维预浸料。
这种工艺有许多优点,包括高强度、高刚度、轻质以及出色的耐磨和耐腐蚀性能。
在碳纤维复合材料的制造过程中,碳纤维预浸料能够提供更高的强度和刚度,适用于需要承受高负载的应用。
碳纤维预浸料制造工艺包括以下几个步骤:1. 选择合适的树脂通常,碳纤维预浸料的树脂是环氧树脂或热固性聚氨酯树脂。
这些树脂具有优异的力学性能、较高的耐热性和耐腐蚀性等特点,同时也能够和碳纤维良好地相容。
2. 制备预浸料碳纤维预浸料的制备需要注意以下几点:首先,需要在纤维表面均匀涂布一层树脂,以保证纤维和树脂间的良好结合。
需要注意的是,涂布过程中应保证树脂的浓度均匀,防止纤维表面出现漏涂或堆积。
其次,需要将涂布好的纤维置于一个密闭的环境中,以防止树脂受潮或受到污染。
最后,需要对预浸料进行热处理,从而使其固化并达到预定的强度和刚度。
通常情况下,预浸料需要在一个高温、高压的固化环境中进行处理。
3. 模塑成型碳纤维预浸料需要在模具内进行形成。
模具可以是金属模具或复合材料模具,模具的表面需要光洁度高,并涂上模具光滑剂,以便于模塑的过程。
在模塑过程中,预浸料需要被放置在模具中进行固化。
要求放置位置合适、平稳,以便充分排除可能存在于纤维混合中的空气泡。
同时避免过分压实,造成过度的压缩,从而降低预浸料的力学性能。
模塑过程需要控制好整个固化过程的温度和压力,避免发生温度过高或含有空气泡的问题。
固化完成后,从模具中取出制品即成型固体。
4. 后续处理制成后预浸料需要进行去除毛刺、切割制品等工序, 以达到最终形状要求。
总的来说,碳纤维预浸料制造工艺需要考虑许多因素,比如树脂类型、纤维表面涂布、热处理和模塑成型等。
只有掌握了这些技术,才能生产出高质量、高性能的碳纤维复合材料制品。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN103350513A(43)申请公布日 2013.10.16(21)申请号CN201210508121.8(22)申请日2012.12.03(71)申请人上纬(上海)精细化工有限公司地址201613 上海市松江区松胜路618号(72)发明人黄丰贸;陈信宏;陈俊安;魏宏益(74)专利代理机构上海申新律师事务所代理人刘懿(51)Int.CI权利要求说明书说明书幅图(54)发明名称碳纤维预浸料及其制备方法(57)摘要本发明提供了一种碳纤维预浸料,所述碳纤维预浸料包括单向碳纤维,以及不同于所述碳纤维颜色的额外纤维,额外纤维与碳纤维同向排布。
本发明提供的碳纤维预浸料,加入不同于碳纤维颜色的纱束来辅助定位碳纤维方向,使制作出的碳纤维预浸料在使用时更容易进行纤维定位,进一步让碳纤维预浸料使用者可以清楚辨识碳纤维方向,在制作CFRP成品时,提高预浸料铺层的操作方便性并提高产品质量;同时,与不加入额外纤维的碳纤维预浸料相比,得到的CFRP成品机械性能不受影响。
法律状态法律状态公告日法律状态信息法律状态2013-10-16公开公开2013-10-16公开公开2013-11-13实质审查的生效实质审查的生效2013-11-13实质审查的生效实质审查的生效2015-05-06专利申请权、专利权的转移专利申请权、专利权的转移2015-05-06专利申请权、专利权的转移专利申请权、专利权的转移2015-08-05专利申请权、专利权的转移专利申请权、专利权的转移2015-08-05专利申请权、专利权的转移专利申请权、专利权的转移2015-08-26授权授权2015-08-26授权授权2016-08-10专利申请权、专利权的转移专利申请权、专利权的转移2016-08-10专利申请权、专利权的转移专利申请权、专利权的转移2018-02-13专利申请权、专利权的转移专利申请权、专利权的转移权利要求说明书碳纤维预浸料及其制备方法的权利要求说明书内容是....请下载后查看说明书碳纤维预浸料及其制备方法的说明书内容是....请下载后查看。
薄层碳纤维织物预浸料的制备与性能杨薇薇;于亮;郭志强【摘要】通过超声波扩展技术将T700-12 K碳纤维扩展成20 mm宽,然后利用全自动编织机编织成平纹布,最后采用后浸渍法中的胶膜法制备高性能YPH-69/T700和SZ-125/T700的织物预浸料.预浸料的单位面积纤维质量为(80±3)g/m2,单层固化厚度为(0.080±0.015)mm.通过模压工艺制备层合板测试力学性能,结果表明:利用SZ-125树脂制备的层合板比用YPH-69树脂制备的层合板力学性能好,与树脂的性能密切相关.同时用abaqus软件建立有限元模型,研究在拉伸、压缩载荷下复合材料层合板的应力分布,模拟结果与实验过程中断裂位置相符.【期刊名称】《纤维复合材料》【年(卷),期】2017(034)003【总页数】4页(P8-11)【关键词】碳纤维扩展纱;薄层织物预浸料;碳纤维预浸料;环氧树脂;复合材料【作者】杨薇薇;于亮;郭志强【作者单位】天津昂林贸烽高新材料有限公司,天津300308;天津昂林贸烽高新材料有限公司,天津300308;天津昂林贸烽高新材料有限公司,天津300308【正文语种】中文1 引言高性能碳纤维增强树脂基复合材料以其高比强、高比模、性能可设计性及综合性能优异等特点而在航空、航天、兵器和船舰等领域得到普遍重视,并已在航空航天领域得到了较广泛的应用。
先进军用飞机为提高战技性能,降低结构重量,需大量采用高性能碳纤维增强树脂基复合材料[1-4]。
二维编织作为一种古老的预制件成型技术在复合材料的发展中起着日益重要的作用,它可以满足不同产品复杂几何形状的要求,包括异型截面型材、复杂几何结构的管材、不同形状的板材的预制件[5]。
利用编织布预浸料制备的复合材料是一种整体性好、剪切强度高、韧性高、抗冲击性强的优异材料。
乌云其其格等[6]采用国产1K 3K T300级薄型碳纤维斜纹织物和中温固化高性能树脂制备预浸料。
碳纤维预浸布用途碳纤维预浸布是一种先进的复合材料,广泛应用于多个领域。
它具有轻质、高强度、耐腐蚀、耐热、抗疲劳等优点,因此在航空航天、汽车工业、体育器材等领域有着广泛的应用。
碳纤维预浸布在航空航天领域中扮演着重要的角色。
由于其轻质高强的特性,碳纤维预浸布被广泛应用于飞机、导弹、卫星等航空航天器的结构中。
它可以用于制造飞机的机身、机翼以及其他结构件,能够显著降低飞机重量,提高飞行性能和燃油效率。
此外,碳纤维预浸布还可以用于制造导弹的外壳和尾翼,具有减轻重量、提高导弹机动性能的优势。
汽车工业也是碳纤维预浸布的重要应用领域之一。
随着环保意识的增强,汽车制造业正逐渐向轻量化方向发展。
碳纤维预浸布作为一种轻质高强的材料,被广泛用于汽车的车身和零部件制造中。
它可以用于制造车身的框架、车门、车顶等部位,有效地减轻车身重量,提高汽车的燃油经济性和操控性能。
此外,碳纤维预浸布还可以用于制造汽车的刹车盘、悬挂系统等零部件,提高整车的性能和安全性。
碳纤维预浸布在体育器材领域也有着广泛的应用。
例如,碳纤维预浸布可以用于制造高尔夫球杆、网球拍、自行车车架等器材。
由于碳纤维预浸布具有轻质高强的特性,制造的器材更加轻便灵活,有助于提高运动员的表现和竞争力。
此外,碳纤维预浸布还具有良好的振动吸收性能和耐久性,能够减少运动员的疲劳感,提高使用寿命。
碳纤维预浸布还可以应用于船舶制造、建筑工程等领域。
在船舶制造中,碳纤维预浸布可以用于制造船体结构,提高船舶的耐用性和航行性能。
在建筑工程中,碳纤维预浸布可以用于加固混凝土结构,提高建筑物的抗震性能和耐久性。
碳纤维预浸布具有轻质、高强度、耐腐蚀、耐热、抗疲劳等优点,在航空航天、汽车工业、体育器材等领域有着广泛的应用。
随着科技的不断发展和创新,碳纤维预浸布在更多领域中将发挥更重要的作用,为各行各业带来更多的发展机遇。
地址:上海市杨浦区控江路1977号603室 邮编:200092
碳纤维制品原材料说明
韩国SK 碳纤维预浸布相关性能参数:
我公司制作各类碳纤维制品,材料全部为韩国SK 进口碳纤维预浸布,单向布规格为24ton (可抗24吨拉力)的 USN 系列,一般比较常用的规格为USN150A 、USN100A 等(性价比最高);编织布规格为WSN1K 、WSN3K ,表面分别为1K 或3K 方格纹路。
SK 碳布的生产原丝为日本三菱碳丝,其抗拉强度、抗蠕变、耐磨损、抗化学腐蚀等性质均远远优于其他同规格产品。
如您对产品有任何疑问,请随时与我司联系。
SK 碳纤维预浸布的具体性能参数如下表所示:
Grade 型号
Thickness (mm )
厚度
Fiber Areal Weight
(g/m 2)
纤维克重
Resin Content (%)
树脂含量 Total Weight (g/m 2)
总克重 USN030A 0.037 30 45 55 USN050A 0.062 55 40 92 USN075A 0.081 75 38 121 USN100A 0.103 100 36 156 USN125A 0.129 125 36 195 USN150A 0.155 150 36 234 USN175A 0.181 175 36 273 USN200A 0.207 200 36 313 USN250A 0.258
250
36
391
地址:上海市杨浦区控江路1977号603室 邮编:200092
USN100B 0.098 100 33 149 USN125B 0.122 125 33 187 USN150B 0.146 150 33 224 USN175B 0.171 175 33 261 USN200B 0.195 200 33 299 USN250B 0.244
250
33
373
USN100C 0.092 100 30 143 USN125C 0.115 125 30 179 USN150C 0.138 150 30 214 USN175C 0.161 175 30 250 USN200C 0.184 200 30 286 USN250C 0.231
250
30
357
WSN3K 0.227
198
41
336
Remarks 摘要
Tensile Strength 弹性强度:450kgf/mm 2
Tensile Modulus 弹性模量:24×103kgf/mm 2
Fiber Density 纤维密度:1.77g/cm 2 Resin Density 树脂密度:1.2g/cm 2
备注
1、表中加粗部分为常用型号,性价比最高;
2、USN 系列碳布的力学参数一致,不同型号之间区别的只是碳布本身的薄厚、
树脂含量等等,与制品成品本身的品质无关;
3、其中,WSN3K 为编织布,成品体现为表面3K 方格纹路,用于对外观要求
较高的碳纤维制品。
上海固纤新材料科技有限公司简介
阿基米德说:“给我一支杠杆和一个支点,我就能撬动地球。
”姑且不论这位天才能否找到这样一个支点,但唯一可以肯定的是,这根杠杆一定是碳纤维制品!
固纤——碳纤材料应用专家
上海固纤新材料科技有限公司,作为高科技创新型企业,以位于山东半岛的碳纤维材料科研与生产基地为依托。
公司前身为鱼竿、杆类全套设备的专业生产厂家,可根据客户的不同要求订做设备和各类体育器材用具,产品及设备行销国内外广大客户群。
自1993年创建以来,工厂根据复合材料的加工工艺,精心开发研制出复合材料制品加工的一系列成套设备。
由于近年来碳纤维制品应用领域的逐步扩展,工厂于2002年组建了碳纤维制品加工车间。
随着市场和业务范围的扩大,以及出于公司长远战略规划的考虑,工厂于2009年6月成立了上海固纤新材料科技有限公司。
我们博采众长,吸收国内外先进的生产技术,使用精良的设备并选用优质的进口原材料,应用卷制、缠绕、模压、混编及真空成型等生产工艺,使我司加工制造的碳纤维制品具有强度高、重量轻、质感好、性能优越、使用寿命长等特点。
产品广泛应用于运动休闲、医疗器械、航空、航模、船舶、纺织、汽车、机械工业等各个领域。
多年的机械设备制造及加工经验,使我司的碳纤维生产工艺及制品品质,自2002年碳纤维车间建立起,就在同行业中具有无可比拟的先天优势。
我司尤以生产高强度、高精度和大规格碳纤维制品见长,长期致力于为客户提供专业定制的实效解决方案,并且至今仍与国内多所高校、研究所及军工单位保持着良好的合作关系。
我司生产的高强度、大规格碳纤维制品尤其深受国内各科研部门的肯定,广泛用作航空、船舶等领域的超强度加固部件,如大型飞机航模螺旋桨、机翼、龙骨超强度加强管和游艇桅杆,等等。
固纤,源于一个寓意隽永的图案——“三色船”,分别代表着天空的湛蓝、宇宙的深邃和海洋的永恒。
上帝之手将这三种颜色编织为一种生命般的存在,而锐意进取的固纤人,将他们的专业、信念和热忱,灌注在这坚固而又纤细的纤维中,模压成一个值得您永远信赖的庄严承诺——这也是固纤一词的根源所在。
我们愿以在碳纤维领域的专业技术经验,为您提供最专业的实效解决方案,成为您身边的碳纤材料应用专家。
以你我的契合为支点,固纤可以帮您“撬动地球”!
地址:上海市杨浦区控江路1977号603室邮编:200092。