电镀挂具的设计
- 格式:doc
- 大小:69.50 KB
- 文档页数:3
电镀挂具的设计:计算方法(1)电流量。
电镀挂具的电流总量为全部镀件的有效面积乘以操作过程中最大电流密度,有效面积指被镀电镀部分的面积。
(2)镀件数目挂具的镀件数目应依据设计的总重量限制、镀槽尺寸、良好电流分布空间、直流电源的电量等决定,一般人力操作的挂具安全限制量是lOkg。
尺寸、形状、移动距离可有所变动。
舌尖必须具备足够的硬度、导电度,不发生烧焦、弧光、过热等现象。
镀件自重能维持与挂钩良好的接触,否则用弹簧连接。
要能够容易迅速上、下架,并确保电流接触。
(3)导电截面计算挂具的剖面大小可按通过该零件或该组零件的电流大小来计算(表1)。
如图所示常用的形式各种目的电镀挂具的要求:挂具的设计方法①首先确定数量关系。
挂具的设计涉及一些数量的确定。
只有首先确定了这些与量有关的参数,才可能进一步进行挂具的设计。
与挂具设计有关的参数有如下几个。
首先是单挂质量。
即单挂具挂满被镀制件的质量。
要从人体工学的原理出发,考虑操作者的可连续操作性,即使是自动生产线上用的挂具,最终产品的装挂和卸挂仍然需要人工操作,不可以一挂太重,以lOkg以内为宜。
当然对于非金属电镀,要以每个挂具的装挂数量为依据,其质量不能作为要求。
其次是镀槽的大小。
镀槽的大小决定一个镀槽内可以装入几个挂具,以及每个挂具的外框尺寸。
一般每个挂具最上端的被镀件距镀液面至少3~5cm,下端距槽底至少l0~15cm。
左、右距槽壁都要在10cm以上。
最后是被镀零件的大小。
零件的大小是确定挂钩数量和分布的依据。
零件绝不能互相靠得太近,更不能互相遮盖。
在保证导电性的前提下,要让镀件表面电流分布尽量均匀,气体排出畅通,镀液在被镀件内没有存留,可以方便地排出。
对于零件之间的距离,有一个经验公式可供参考。
设零件之间距离为S,在金属电镀中:式中,D为镀件的直径;H为镀件的厚度。
当D≥5cm时: (5-2)当是塑料电镀的场合,S的值要放宽1.5~2倍。
②确定采用什么材料。
由于塑料电镀对导电接点要求很严,所以在制作挂具时采用什么样的材料才能适合导电需要也很重要。
电镀挂具电镀挂具是保证镀件获得符合工艺要求的重要因素之一。
尤其是某些镀种,如镀硬铬,电流密度较高,分散能力和覆盖能力又差、电流效率低,要获得均匀的镀层和良好的导电性能,必须掌握挂具的设计原则,设计理想的挂具,才能保证电镀的质量。
1. 挂具的设计原则1)应考虑零件的形状、镀液的性质、生产方式、阴极阳极的距离及位置、装挂数量等,同时考虑槽内电力线的分布因素。
2)应选择合理的挂具材料和绝缘材料。
例如,铝阳极氧化采用钛及钛合金挂具;铬采用铜和铜合金挂钩。
不镀部位采用合适的涂料或挂具胶,延长挂具的寿命。
3)挂具设计应注意其结构,保证地层厚度的均匀性。
必要是安放辅助阳极或保护阴极。
4)要有足够的导电截面积,保证镀件与挂具接触良好,导电良好。
5)应使装卸零件方便,挂件牢固,镀液容易洗掉。
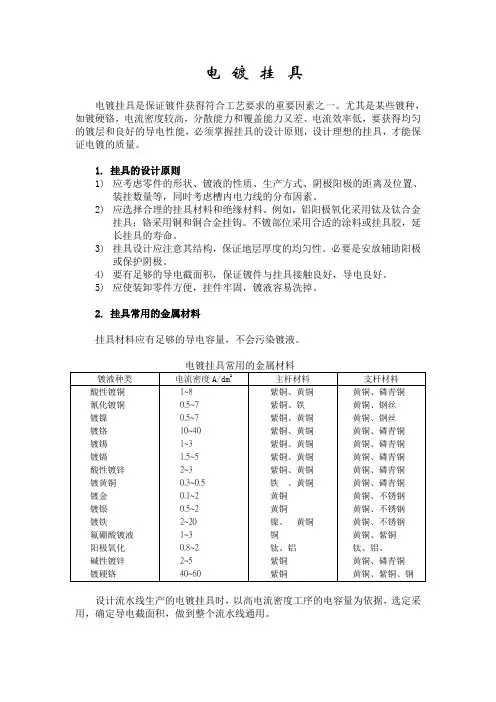
2. 挂具常用的金属材料挂具材料应有足够的导电容量,不会污染镀液。
设计流水线生产的电镀挂具时,以高电流密度工序的电容量为依据,选定采用,确定导电截面积,做到整个流水线通用。
3. 挂具材料截面积的计算1)镀铜、锌、铜锡合金挂具的截面积:A=S*n*3I/5*m (mm2)2)镀镍挂具的截面积:A=S*n*5I/4*m (mm2)3)装饰镀铬和镀铁挂具的截面积:A=S*n*15I/3*m(mm2)4)镀硬铬挂具的截面积:A=S*n*(30~50)I/5*m (mm2)式中,S——镀件的有效面积(dm2);n——镀件数量;I——电流(A);m——主杆数量。
4. 挂具的导电接触挂具与阴极棒接触是否良好对电镀质量至关重要。
在镀硬铬、采用阴极移动和搅拌电镀时,可能由于接触不良造成断电现象,引起结合力不良、厚度不足、耐蚀性下降等。
挂具与阴极杆的接触处要保持清洁。
导电杆有圆形和矩形,钩挂方法如下:5. 挂具设计考虑电流分布的影响由于电解液的导电性差或分解电压较高,电力线分布不均匀,容易造成零件尖角镀层过厚或烧焦,在电流密度高时更严重。
可用绝缘物将自由空间堵住,使电力线分布均匀,从而获得均匀的镀层。
设计镀铬挂具的秘籍一般要求镀铬电解液的分散能力差,采用的电流密度较高,因此镀铬对挂具的要求较为严格。
设计合理的挂具是获得厚度均匀镀层的保证。
挂具的设计要根据工件的形状、大小而异。
对挂具材料,要求在镀铬电解液中具有良好的化学稳定性,即不产生溶解和其他的化学作用。
对挂具导电部分,要求有足够的横截面积,以保证电流能顺利通过且不发热。
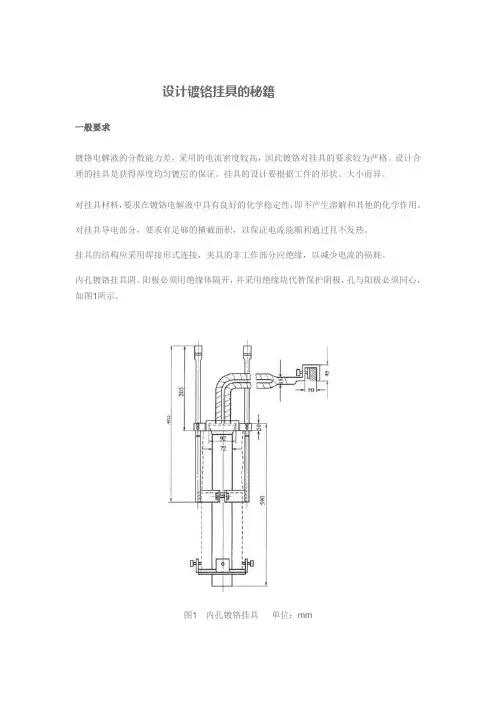
挂具的结构应采用焊接形式连接,夹具的非工作部分应绝缘,以减少电流的损耗。
内孔镀铬挂具阴、阳极必须用绝缘体隔开,并采用绝缘块代替保护阴极,孔与阳极必须同心,如图1所示。
图1 内孔镀铬挂具单位:mm常用的镀铬挂具如图2所示。
图2 常用镀铬挂具2、耐磨镀铬的阳极和保护阴极为了得到厚度均匀的耐磨镀铬层,对阳极的面积、长短、数量、形状等都要进行合理的选择。
阳极的面积大小直接影响电解液中三价铬的稳定。
一般在生产中,阴、阳极面积之比应控制在1:1.5或1:2。
内孔镀铬时,阳极面积为阴极面积的1/2~1/3。
镀棒状工件时,阳极的长度应该比工件的长度稍短一些;阳极表面必须均匀钻孔,以利电解液的对流;阳极与阴极相对应的各部分应保持等距离。
以上这些措施都可减小工件在电镀后的椭圆度和锥度。
阳极的位置应由工件的外径大小、长短而定。
当工件的直径在50mm以内、长度在100mm 以内的外圆镀铬时,可采用两面阳极。
若外径和长度都超过这个尺寸时,则采用四面或多面阳极。
阳极板的放置方法对镀层质量的影响如图3所示。
图3 阳极板放置方法对镀层质量的影响而阳极板的合理悬挂位置如图4所示。
图4 镀铬时阳极的悬挂位置对形状复杂的工件,应采用辅助阳极和仿形阳极;对带有棱角和尖端的工件,宜采用保护阴极,见图5和图6所示。
图5 镀冷冲模保护阴极示意图6 保护阴极3、耐磨镀铬工件的悬挂方法工件与阳极的间距在保证两极析出的气泡能自由逸出的情况下,应尽可能地缩小。
这样既可减少槽电压,又可使工件减小锥度。
除镀工件内径外,工件与阳极的间距不能小于60mm。
电镀挂具的结构安排之阳早格格创做挂具的结构形式曲交关系到镀层薄度的匀称性、镀槽设备的利用率,正在普及死产效用、降矮死产成本等圆里皆能起到主动的效用.(1)精确预计佳挂镀件的重量及表面积.有了那一前提即可量体裁衣,决定挂具主、收杆的截里积,包管启受挂件重量及需通过的电流强度.(2)精确采用资料.正在采用资料时重面要注意以下二面.一是电本能良佳,二是强度较佳.共时注意采用沉巧规格的资料,可减少收配时的处事强度,缩小重积金属消耗,进而大大降矮死产成本.(3)收接洽分集要合理.收接洽的合理分集有好处镀件与镀件之间边沿的适合屏蔽,以防该部位果电流过于集结而被镀焦,并达到匀称镀层战灵验利用空间,普及死产效用的手段.(4)重视镀件悬挂位子的采用.悬挂位子与镀层品量有着格外稀切的关系,重面需要防止以下四面.①尽大概防止拆挂处的交触印痕.正在角度允许的条件下,利用孔眼是防止接洽部位印痕的尾选要领,那样搞既有利悬挂牢度,又可防止拆挂处的交触印痕.②防止镀件的尖端凸出部位往背阳极而受到镀焦.镀件的尖端凸出部位离阳极过近会果电流过于集结而镀焦.③镀后尚需扔光部位宜往背阳极.扔光里往背阳极有好处减少镀层薄度,留住被扔层,不妨防止扔露底,赢得更下的扔光里品量.④防止镀件的凸人部位产死窝气.电镀时镀件的凸人里易集气;本去没有简单集去,引导窝气,为此正在决定拆挂位子时要充分预计到那一面.挂具的创制要领有了安排图纸,挂具的创制较为便当,不妨委派板滞加工车间代搞,有的电镀车间配有博职的工夹具创制、维建人员,如电镀工自己创制要注意以下三面.(1)重视挂具的创制品量①焊交要坚韧.焊交可根据收接洽曲径,采与气焊或者锡焊,采与锡焊时要采用功率稍大的烙铁,以防爆收真焊,可则既效用主、收;杆之间的分离强度,又会正在真焊处留住漏洞,漏洞中渗进溶液后较易荡涤掉,镀液也会果此而受到传染.②合变角度没有宜过小,合变角度过小正在使用时易被合断,以有一;定弧度为妥.(2)创制工艺(以有枝权的挂具为例)资料推曲→下料→去毛刺→合直→拍扁→除油→除锈→捆绑定型焊交→镀前处理→镀镍(镀镍是为普及挂具的结构强度,有好处挂溟上镀层的退除,并防止锡焊、铜焊传染镀液).(3)绝缘央供.挂具创制成型后,非交触部位是需要绝缘处理黼,那是为节省贵重金属的消耗,延少挂具的使用寿命所必须通过的陟骤,正在那一历程中需要注意以下几面.①挂具绝缘处理之前必须洗刷搞洁.洗刷手段是普及绝缘胶与基底的分离强度.②非绝缘部位绝缘时要妥擅呵护.防止非绝缘部位粘上绝缘物而效用使用.挂具使用时的注意事项挂具使用时重面要防止镀液相互受到传染,其中以下三面尤需重视.(1)挂具必须博用.挂具博用的手段是为防止挂具的绝缘漆翘起、砂眼、焊缝等处滞留的溶液由甲镀槽戴进乙镀槽,进而使乙槽溶液受到传染.(2)挂具使用前需经荡涤.荡涤手段是去掉挂具正在气氛中暂留之后易免黏附的污物,可则既会传染镀液,又会传染镀件,效用镀层的分离强度.(3)挂具使用前某些镀层必须退除.某些镀层正在前处理历程中会溶解,如锌镀层等,故使用前那种镀层需先经退除,可则会传染前处理溶液.薄片件的拆挂薄片件挂镀极简单漂起去,既简单拾得工件,又易以捞出去,还会果此而传染溶液.偶尔没有克没有及没有采与费时、费料的绑扎要领,但是工件又会受到益伤、变形.为办理那一易题,笔者常采与下列形式的挂具,将0.3~0.5mm的薄片件通过拆置孔挂正在近似启关式的环形接洽上,薄片件正在溶液中漂浮时没有至于脱电战摆脱环形钩.镀成并经荡涤、搞燥后只消变动挂具目标,工件即可自止掉降.拆挂真例序止:分歧形状的绝大普遍镀件均可利用挂具挂镀,为包管镀层品量、处事效用以及其余圆里的技能央供,拆挂部位常需要举止采用,底下所举的真例可供参照.薄片件的拆挂薄片件挂镀极简单漂起去,既简单拾得工件,又易以捞出去,还会果此而传染溶液.偶尔没有克没有及没有采与费时、费料的绑扎要领,但是工件又会受到益伤、变形.为办理那一易题,笔者常采与下列形式的挂具,将0.3~0.5mm的薄片件通过拆置孔挂正在近似启关式的环形接洽上,薄片件正在溶液中漂浮时没有至于脱电战摆脱环形钩.镀成并经荡涤、搞燥后只消变动挂具目标,工件即可自止掉降.挂具用0.5mm硬量黄铜丝战4mm硬量黄铜丝焊成.仔细如下图所示:薄片件的拆夹单头尖形件的拆挂电镀历程中由于尖端搁电,工件的尖端部位电流聚集,极易被镀焦.为防止那一局里,可采与屏蔽要领拆挂正在框架内挂镀.仔细如下图所示:薄片件的拆夹单头尖形件的拆挂电镀历程中由于尖端搁电,工件的尖端部位电流聚集,极易被镀焦.为防止那一局里,可采与屏蔽要领拆挂正在框架内挂镀.仔细如下图所示:单头尖形件的拆挂真例那样既可防止尖端部位被镀焦,又能简化收配.挂镀时为防止工件与挂具的交触部位出现印痕,正在电镀历程中还得沉沉抖动频频,以使交触部位有所变动.挂具宽度、工件光端与框架距离可视本量情况决断.尖端尖,离框架边沿应越近越佳.易窝气的边框挂镀电镀件表面罕睹有某个部位果被气氛吞噬而无法重上镀层,那一局里统称窝气.其引起本果有二面:(1)镀前该部位的气氛已曾排尽;(2)电镀历程中该部位爆收的氢气无法排搁,截止只可排挤本先注进的溶液,吞噬了那一地区的空间,引导那一部位的氢气越积越多,以致该部位无法重上镀层.逢有那种简单引起窝气的工件时,正在绑扎或者拆挂时要尽管防止窝气;正在没有成防止的条件下,先要正在凸进部位注进溶液,而后正在电镀历程中还要为氢气能自由劳出创制条件,如电镀时采与人为要领驱逐或者正在安排人员共意下挨排气孔等步伐办理.对付于无论所有目标挂镀皆有大概引起窝气的,则可采与没有竭变动挂镀目标的办法给予办理,详睹下图:防止引起工件窝气的拆挂真例边框挂镀如下:狭形片状件的拆夹狭形片状件若无孔眼是易以绑住的,采与滚镀又较易滚集而且简单变形;采与篮筐镀也较易扒启,品量上易以包管.逢有那类工件可采与夹着镀,仔细如下图所示:狭形片状件的拆夹狭形片状件若无孔眼是易以绑住的,采与滚镀又较易滚集而且简单变形;采与篮筐镀也较易扒启,品量上易以包管.逢有那类工件可采与夹着镀,仔细如下图所示:采与此法弹夹坚韧,仄里部位没有爆收印痕,正里由于交触里积小也没有会出现明隐的印痕.一串夹具所夹的数量、工件之间的间距皆需根据工件的宽度而定,为赢得匀称的镀层品量,工件之间的间距没有宜小于工件的宽度.采与此法弹夹坚韧,仄里部位没有爆收印痕,正里由于交触里积小也没有会出现明隐的印痕.一串夹具所夹的数量、工件之间的间距皆需根据工件的宽度而定,为赢得匀称的镀层品量,工件之间的间距没有宜小于工件的宽度.。
塑胶件电镀挂具设计要点一、材质选择在塑胶件电镀挂具的设计中,材质选择是至关重要的。
挂具的材质应具有防腐蚀、抗老化、高导电性等特点。
常用的材质包括PP、PVC、PET等,其中PP 材料具有较好的抗腐蚀性和耐磨性,因此被广泛使用。
二、结构设计挂具的结构设计应考虑以下几点:1. 挂具的形状应与塑胶件的形状相适应,以确保电镀过程中挂具与塑胶件接触良好,防止出现晃动或变形。
2. 挂具的结构应简单、易于制造和维修,同时应具有足够的强度和刚度。
3. 挂具的设计应考虑到电镀后的脱卸问题,方便工人操作。
三、表面处理挂具的表面处理也是设计中需要注意的重要环节。
首先,挂具表面应平整、光滑,防止在电镀过程中产生麻点或凹凸不平的现象。
其次,挂具表面应进行防腐蚀处理,以提高挂具的使用寿命。
常用的表面处理方法包括涂层、镀层等。
四、导线设计导线设计是挂具设计中不可或缺的一部分。
导线应具有足够的截面积和长度,以确保在电镀过程中电流能够顺畅地通过。
同时,导线的设计应考虑到安全问题,如防止过热、防止短路等。
五、确保安全性在挂具设计中,安全性是最重要的考虑因素之一。
挂具的设计应符合相关的安全标准,如防电击、防腐蚀等。
此外,挂具的结构和材质也应经过严格的质量检测,确保其在使用过程中不会出现安全问题。
六、生产工艺考虑挂具的设计应考虑到生产工艺的可行性。
塑胶件的电镀过程需要经过多个步骤,如清洗、预处理、电镀等。
因此,挂具的设计应适应这些生产工艺流程,方便工人操作和提高生产效率。
七、成本考虑在挂具设计中,成本也是一个需要考虑的因素。
挂具的成本主要包括材料成本、制造成本、维护成本等。
在设计过程中,应尽量选择性价比高的材料和制造工艺,降低生产成本。
同时,挂具的设计也应考虑到使用过程中的维护成本,如方便维修和更换部件等。
八、维护方便性挂具的设计应考虑到维护的方便性。
在使用过程中,挂具可能会出现磨损或故障的情况,因此挂具的设计应方便工人进行维修和更换部件。
塑胶件电镀挂具设计要点《塑胶件电镀挂具设计要点》塑胶件电镀挂具设计是一项关键性工作,它涉及到挂具的功能性和外观性的同时,还需考虑电镀过程对塑胶件的影响。
以下是塑胶件电镀挂具设计的一些重要要点。
1.材料选择:选择适合电镀的塑胶材料非常重要。
常用的材料包括ABS、PC、PP等,它们具有良好的机械性能和耐化学性。
在选择材料时,还要考虑电镀过程对材料的影响,以确保在电镀后塑胶件的性能不受损。
2.结构设计:挂具的结构设计必须满足使用要求。
它应该能够承受挂具上的重物,同时还要考虑到挂具在使用过程中的稳定性和安全性。
设计时应注意优化结构,避免出现过多的缝隙和尖锐的边角,以免影响电镀效果和使用寿命。
3.表面处理:在电镀前,需要对塑胶件进行适当的表面处理。
这包括去除表面的油污、氧化物和其他杂质,以确保电镀层的附着力和均匀性。
表面处理的方法通常包括机械研磨、喷砂或化学溶液处理等。
4.电镀层选择:根据挂具的使用环境和外观要求,选择合适的电镀层。
常用的电镀层包括镀铬、镀镍、镀铜等。
这些电镀层不仅可以提供良好的装饰效果,还能增加挂具的耐腐蚀性和耐磨性。
5.生产工艺优化:为保证挂具电镀的一致性和质量稳定性,需要优化生产工艺。
从模具设计、注塑成型到电镀工艺,都需要严格控制每个环节的参数和工艺流程。
例如,注塑时要注意防止气泡和短斷,电镀时要控制镀层的厚度和均匀性。
综上所述,塑胶件电镀挂具的设计要点包括选择适合电镀的材料、优化结构设计、进行适当的表面处理、选择合适的电镀层以及优化生产工艺。
合理的设计和制造将确保挂具的功能和外观同时得到满足,提高产品质量和客户满意度。
浅谈电镀挂具的设计与制作摘要:在航空维修工程中对各种零件进行科学专业性的电镀设计和制作挂具,对于确保镀件的质量,提升维修的速度,减少劳动强度,降低污染物的排放,提升军事效益以及促进环境保护有着至关重要的作用,本文对此专业问题进行剖析分解。
关键词:电镀挂具;设计;制作挂具的设计应该按照镀件的技术要求,还要结合镀件的大小和重量等因素来确定其形式以及结构。
总结电镀挂具的设计和制作的经验,介绍电镀、氧化等挂具的设计原则以及制作方法。
1设计挂具的原则设计挂具的时候需要考虑它的机械强度,应该确保挂具承受悬挂镀件的重量,在一般条件下不发生形状变化,不论使用什么材料制造都需要适应工艺方法,镀件装挂应该牢固,在阴极移动或空气搅拌等机械震动的条件下,镀件不会掉落渡槽。
使用经济实用的金属材料。
在挂具设计的时候应该对镀件的尺寸、大小等要求有全面的了解,这样可以方便选择制作挂具的金属材料,另外,应该在保证产品质量的条件下选择非常好的金属材料进行制造,这样可以确保镀件质量,还能够减少成本。
在设计挂具的时候,按照电流密度的上限,计算出镀件的受镀面积,然后确定挂具的主杆以及支杆的电流量。
对于多工序的挂具,应该依据工序中最大的电流量进行计算。
要确保非常好的接触点。
挂具设计的时候需要对镀件的装串轧方法进行考虑,这样才可以设计出质量好的挂具。
因为设计不良好使挂具和阴极间出现接触电阻,使电流的传导受到影响,甚至造成镀层结合力不好和厚度不均匀等问题。
所以,挂具设计的时候应该注意吊钩的弯曲角度以及阴极棒的直径,不使它因为阴极移动或空气搅拌而出现摇晃。
还应该使极棒和挂具保持清洁[1]。
2设计制作的时候需要注意的问题设计制作的时候,需要按照挂具所挂的零件,先计算出受镀件的总面积以及所需的最大电流,然后按照最大电流密度的上限确定挂具的主杆和支杆的电流量。
对于多个工序流水线使用的挂具,需要依据流水线工序中的最大电流密度进行计算。
例如,镀铬流水线上的挂具在设计的时候需要依据镀铬工序的冲击电流密度进行计算。
电镀装挂作业桌设计一、引言电镀装挂作业桌是一种专门用于电镀行业的工作台,它具备抗腐蚀、防溅溶剂、耐高温等特性,能够有效提高工作效率和工作环境的安全性。
本文将对电镀装挂作业桌的设计进行全面深入的探讨,包括材料选择、结构设计、功能布局等多个方面。
二、材料选择电镀装挂作业桌的材料选择是十分关键的,因为电镀行业的工作环境对工作台的材料具有很高的要求,需要具备防腐蚀、耐溶剂和耐高温等特性。
常见的材料包括不锈钢、聚丙烯、尼龙等。
以下是各种材料的特点和适用范围:1. 不锈钢•特点:耐腐蚀、耐溶剂、耐高温、易清洁、强度高。
•适用范围:适用于常见的电镀酸碱液、溶剂等,能够有效防止工作台被腐蚀和损坏。
2. 聚丙烯•特点:耐腐蚀、耐溶剂、防静电、抗冲击、经济实用。
•适用范围:适用于一般的电镀液、溶剂等,不适用于高温工作环境。
3. 尼龙•特点:耐腐蚀、耐高温、抗化学药品侵蚀、高韧性。
•适用范围:适用于高温、高压的工作环境,能够有效抵御酸碱液的腐蚀和溶剂的损害。
通过综合考虑材料的特点和实际工作环境的要求,可以选择合适的材料进行电镀装挂作业桌的设计,以确保其材料的耐久性和功能性。
三、结构设计电镀装挂作业桌的结构设计需要兼顾工作台的稳定性和操作的便捷性。
以下是一些常见的结构设计要点:1. 桌面设计•平整度:工作台的桌面应当具备光滑平整的特点,以便于操作过程中的移动和摆放。
•无滴漏设计:桌面应该具备防滴漏的设计,避免电镀液或溶剂等物质滴落到地面或其他设备上。
•耐腐蚀性:桌面需要具备耐腐蚀性,能够有效抵抗电镀液和化学溶剂的腐蚀。
2. 支撑结构设计•稳定性:支撑结构应该具备足够的稳定性,以保证工作台在操作过程中不会晃动或倾斜。
•承重能力:支撑结构需要具备足够的承重能力,以便于放置电镀设备和其它工作所需的物品。
•耐用性:支撑结构应该具备耐久性,长时间使用不发生变形或损坏。
3. 储物设计•引入储物空间:设计工作台时,应该考虑将一些储物功能引入其中,方便工作人员存放常用的工具和材料。
电镀挂具的结构设计————————————————————————————————作者:————————————————————————————————日期:电镀挂具的结构设计挂具的结构形式直接关系到镀层厚度的均匀性、镀槽设备的利用率,在提高生产效率、降低生产成本等方面都能起到积极的作用。
(1)正确计算好挂镀件的重量及表面积。
有了这一前提即可量体裁衣,确定挂具主、支杆的截面积,保证承受挂件重量及需通过的电流强度。
(2)正确选用材料。
在选用材料时重点要注意以下两点。
一是电性能良好,二是强度较好。
同时注意选用轻巧规格的材料,可减轻操作时的劳动强度,减少沉积金属消耗,从而大大降低生产成本。
(3)支挂钩分布要合理。
支挂钩的合理分布有利于镀件与镀件之间边缘的适当屏蔽,以防该部位因电流过于集中而被镀焦,并达到均匀镀层和有效利用空间,提高生产效率的目的。
(4)重视镀件悬挂位置的选择。
悬挂位置与镀层质量有着十分密切的关系,重点需要避免以下四点。
①尽可能避免装挂处的接触印痕。
在角度允许的条件下,利用孔眼是避免挂钩部位印痕的首选方法,这样做既有利悬挂牢度,又可避免装挂处的接触印痕。
②避免镀件的尖端凸出部位朝向阳极而遭到镀焦。
镀件的尖端凸出部位离阳极过近会因电流过于集中而镀焦。
③镀后尚需抛光部位宜朝向阳极。
抛光面朝向阳极有利于增加镀层厚度,留下被抛层,可以避免抛露底,获得更高的抛光面质量。
④避免镀件的凹人部位形成窝气。
电镀时镀件的凹人面易集气;并不易散去,导致窝气,为此在确定装挂位置时要充分估计到这一点。
挂具的制作方法有了设计图纸,挂具的制作较为方便,可以委托机械加工车间代做,有的电镀车间配有专职的工夹具制作、维修人员,如电镀工自己制作要注意以下三点。
(1)重视挂具的制作质量①焊接要牢固。
焊接可根据支挂钩直径,采取气焊或锡焊,采用锡焊时要选用功率稍大的烙铁,以防发生虚焊,否则既影响主、支;杆之间的结合强度,又会在虚焊处留下缝隙,缝隙中渗入溶液后较难清洗掉,镀液也会因此而遭到污染。

电镀装挂作业桌设计电镀装挂作业桌设计一、引言电镀装挂作业桌是一种用于进行电镀操作的专用工作台,它具有防腐蚀、耐酸碱、易清洁等特点。
本文将详细介绍电镀装挂作业桌的设计要求、材料选择、结构设计和安全性考虑等方面。
二、设计要求1. 防腐蚀性能:由于电镀作业涉及到酸碱溶液的使用,因此电镀装挂作业桌必须具备良好的防腐蚀性能,以防止其被化学物质侵蚀。
2. 承重能力:电镀装挂作业桌需要承载一定重量的工件和设备,因此其承重能力必须足够强大,以保证工作台的稳定性和安全性。
3. 调节性能:为了适应不同操作者的身高和工艺需求,电镀装挂作业桌应具备可调节高度和倾斜角度的功能。
4. 操作空间:为了方便操作者进行工艺操作,电镀装挂作业桌应提供足够宽敞的操作空间,并合理布置各种工具和设备的摆放位置。
5. 安全性考虑:电镀装挂作业涉及到高压电源和化学品的使用,因此设计时必须考虑安全性,如设置防护罩、安全开关等装置。
三、材料选择1. 框架材料:为了保证电镀装挂作业桌的稳定性和承重能力,框架材料应选择强度高、耐腐蚀的金属材料,如不锈钢或钢铁等。
2. 台面材料:台面材料需要具备耐酸碱、防腐蚀、易清洁等特点。
常用的台面材料有PP(聚丙烯)、PVC(聚氯乙烯)等塑料材料,以及不锈钢板等金属材料。
3. 防护罩材料:为了保护操作者免受化学品溅洒和高压电源的伤害,防护罩应选择透明、耐腐蚀的塑料材料,如有机玻璃等。
四、结构设计1. 框架结构:电镀装挂作业桌的框架结构应设计合理,稳定性好。
常见的结构形式有矩形框架和梯形框架,其选择应根据实际情况进行决定。
2. 台面设计:台面应具备平整、耐腐蚀、易清洁等特点。
可以采用可拆卸式台面设计,方便清洗和更换。
同时,可以在台面上设置滴水槽或排水孔,以便于排除工艺过程中产生的废液。
3. 高度调节设计:电镀装挂作业桌应具备高度可调节的功能,以适应不同操作者的身高需求。
可以采用液压或电动升降装置,使操作者能够轻松调节工作台的高度。
电镀挂具的构造设计挂具的构造形式直接关系到镀层厚度的均匀性、镀槽设备的利用率,在提高生产效率、降低生产本钱等方面都能起到积极的作用。
(1)正确计算好挂镀件的重量及外表积。
有了这一前提即可量体裁衣,确定挂具主、支杆的截面积,保证承受挂件重量及需通过的电流强度。
(2)正确选用材料。
在选用材料时重点要注意以下两点。
一是电性能良好,二是强度较好。
同时注意选用轻巧规格的材料,可减轻操作时的劳动强度,减少沉积金属消耗,从而大大降低生产本钱。
(3)支挂钩分布要合理。
支挂钩的合理分布有利于镀件与镀件之间边缘的适当屏蔽,以防该部位因电流过于集中而被镀焦,并到达均匀镀层和有效利用空间,提高生产效率的目的。
(4)重视镀件悬挂位置的选择。
悬挂位置与镀层质量有着十分密切的关系,重点需要防止以下四点。
①尽可能防止装挂处的接触印痕。
在角度允许的条件下,利用孔眼是防止挂钩部位印痕的首选方法,这样做既有利悬挂牢度,又可防止装挂处的接触印痕。
②防止镀件的尖端凸出部位朝向阳极而遭到镀焦。
镀件的尖端凸出部位离阳极过近会因电流过于集中而镀焦。
③镀后尚需抛光部位宜朝向阳极。
抛光面朝向阳极有利于增加镀层厚度,留下被抛层,可以防止抛露底,获得更高的抛光面质量。
④防止镀件的凹人部位形成窝气。
电镀时镀件的凹人面易集气;并不易散去,导致窝气,为此在确定装挂位置时要充分估计到这一点。
挂具的制作方法有了设计图纸,挂具的制作较为方便,可以委托机械加工车间代做,有的电镀车间配有专职的工夹具制作、维修人员,如电镀工自己制作要注意以下三点。
(1)重视挂具的制作质量①焊接要结实。
焊接可根据支挂钩直径,采取气焊或锡焊,采用锡焊时要选用功率稍大的烙铁,以防发生虚焊,否则既影响主、支;杆之间的结合强度,又会在虚焊处留下缝隙,缝隙中渗入溶液后较难清洗掉,镀液也会因此而遭到污染。
②折变角度不宜过小,折变角度过小在使用时易被折断,以有一;定弧度为妥。
(2)制作工艺(以有枝权的挂具为例)材料拉直→下料→去毛刺→折弯→拍扁→除油→除锈→捆绑定型焊接→镀前处理→镀镍(镀镍是为提高挂具的构造强度,有利于挂溟上镀层的退除,并防止锡焊、铜焊污染镀液)。
电镀挂具的设计与制作、检查随着空军新装备的跨越式发展和电镀新材料、新工艺的应用,在航空维修工程中对零件进行电镀时,合理地设计与制作挂具,对于保证镀件质量,提高维修速度,降低劳动强度,减少污染物的带出和排放,提高军事效益和环境效益都有重要意义。
1.按照零件电镀的特点设计和制作挂具(1)由于新装备零部件的电镀质量要求高,因此,电镀挂具的设计与制作也要有所提高才能跟上新装备发展的要求。
(2)除了按通用工艺规程进行电镀外,还要进行飞机战伤的应急抢修电镀,这就需要设计制作和储存必要的挂具,以备战时进行野战抢修电镀。
(3)航空维修中的电镀件,除部分通用和常用的成批件、新制批量件,可在自动线和滚镀机上完成外,还有相当一部分需要挂镀完成比如某架飞机、某个部件维修时,需要电镀的零件只有几件、几十件,遇到这种情况,使用挂镀就可完成。
因此,在挂具的设计制作时要充分考虑其批量和数量睛况,同时还要考虑挂具的通用性和专用性。
2.设计制作时应注意的问题(1)挂具材料的选择应按照零件形状、太小、基体材料、镀种及镀层要求进行设计、选择制造挂具的金属材料和非金属材料。
不论采用什么材料、方法,都要使包扎和涂刷层表面均匀光滑,达到既要绝缘性能良好,又要让挂具出槽时槽液快速滴落回收。
电镀挂具(2)挂具材料应有足够的强度和导电截面设计制作挂具时,应根据挂具所挂零件,首先计算出受镀件(包括阴极保护)的总面积和所需最大电流,然后根据最大电流密度的上限确定挂具的主杆及支杆的电流量,并选择材料的种类、粗细、厚薄等。
对于多工序流水线使用的挂具,应按照流水线工序中的最大电流密度来计算。
有些挂具还要考虑有足够的强度和重量,保证零件在阴极移动和空气搅拌过程中接触良好,不该晃动的不能晃动,需要晃动的则要晃动灵活。
(3)挂具与零件要有良好的接触挂具的设计如果不完美,装挂后与零件接触不良就会产生接触电阻,影响电流的传导作用,轻则导致触点周围没有镀层、镀层结合力不良、镀层厚度不均匀等质量问题,重则发生电烧伤零件,造成零件报废。
关于电镀挂具设计之规范
1、挂具设计原则:
1)、挂具及挂钩具备足够的横截面积,保证接触良好,不发生过热。
2)、挂具应具备足够的钢性和机械强度,能够承截零件重量。
3)、为确保镀层均匀,各零件重要面和阳极间的距离应尽可能相等,双面电镀应设法使零件位于两阳极中间。
4)、产品装挂后,应避免气袋几气流冲刷,防止镀液积留,而污染镀液或带出损耗。
5)、工件与挂钩之接触位应尽可能小,一般安排在非重要面。
6)、挂钩后工件应不互相遮蔽。
7)、装挂作业方便,易于操作。
8)、对于复杂工件可以使用辅助阳极,辅助阳极或不导电屏蔽物。
2、挂具尺寸确定:
1)、工件距液面在40mm~60mm,工件距槽底部150mm。
2)、工件间距光亮镍为:1.5S,铬为2S。
d≤50mm。
S=1/8(3d+2h+50)
d>50mm。
S=1/4(h+100)
3)、工件与阳极之间距离:保证阳极与工件的距离不小于150mm。
4)、在长度方向上,阳极的上下端应比工件上下端各短40~60mm。
5)、如果背面要求低,可尽量少镀层之产品挂具制作。
Ф
3、挂具构成:
由吊钩、主杆、支杆、挂钩构成。
4、
5、
1)、结合良好,有一定强度、硬度和韧性,耐磨、耐碰撞,不开裂。
2)、深层完整连续,无气泡,无砂尘等杂质。
3)、电绝缘性良好,能耐热。
4)、化学稳定性好,在溶液中不溶解,不含析出有害性物质。
挂具球形设计在塑料电镀中的应用
刘文芬;王志明
【期刊名称】《电镀与精饰》
【年(卷),期】2024(46)1
【摘要】随着汽车行业的蓬勃发展,汽车客户对于汽车内外饰件提出了越来越高的要求。
为了解决塑料电镀整槽零件的镀层厚度均匀性不一致的问题,本文进行了多次实验设计并开展了相关测试。
结果表明:通过对挂具进行合理设计,在挂具上相对电流密度不同的位置,设计长短不同的挂钩,电流密度低的位置,挂钩长,电流密度高的位置,挂钩短,即将挂具整体外观设计为半球面形状,可以确保挂具上不同位置的零件上的电流密度分布大致相同,从而使得不同位置上零件的镀层厚度更为均匀。
该设计有效的提高了电镀产品的合格率,既不增加电镀成本,又可满足主流主机厂对汽车零部件质量更高的要求。
【总页数】6页(P64-69)
【作者】刘文芬;王志明
【作者单位】天津科维尔科技有限公司
【正文语种】中文
【中图分类】TQ153.3
【相关文献】
1.钼圆片电镀钌挂具的设计
2.浅谈电镀挂具的设计与制作
3.塑料电镀挂具惰性绝缘涂料
4.面向神威·太湖之光的多核组协同的OpenCL编译方法
因版权原因,仅展示原文概要,查看原文内容请购买。
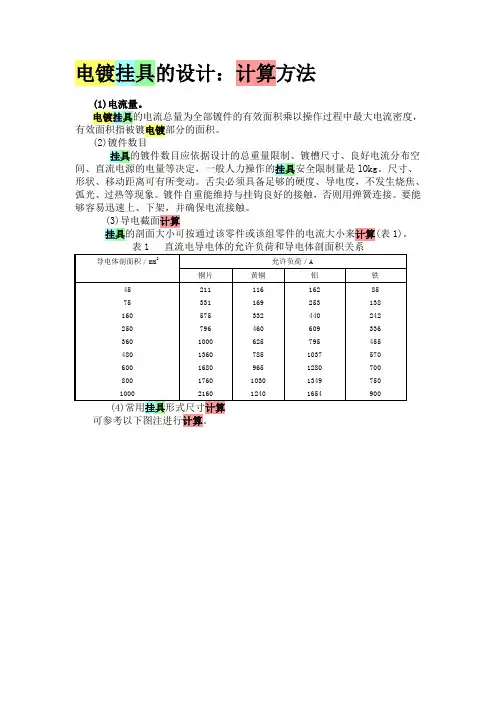
电镀挂具的设计:计算方法
(1)电流量。
电镀挂具的电流总量为全部镀件的有效面积乘以操作过程中最大电流密度,有效面积指被镀电镀部分的面积。
(2)镀件数目
挂具的镀件数目应依据设计的总重量限制、镀槽尺寸、良好电流分布空间、直流电源的电量等决定,一般人力操作的挂具安全限制量是lOkg。
尺寸、形状、移动距离可有所变动。
舌尖必须具备足够的硬度、导电度,不发生烧焦、弧光、过热等现象。
镀件自重能维持与挂钩良好的接触,否则用弹簧连接。
要能够容易迅速上、下架,并确保电流接触。
(3)导电截面计算
挂具的剖面大小可按通过该零件或该组零件的电流大小来计算(表1)。
如图所示常用的形式
各种目的电镀挂具的要求:挂具的设计方法
①首先确定数量关系。
挂具的设计涉及一些数量的确定。
只有首先确定了这些与量有关的参数,才可能进一步进行挂具的设计。
与挂具设计有关的参数有如下几个。
首先是单挂质量。
即单挂具挂满被镀制件的质量。
要从人体工学的原理出发,考虑操作者的可连续操作性,即使是自动生产线上用的挂具,最终产品的装挂和卸挂仍然需要人工操作,不可以一挂太重,以lOkg以内为宜。
当然对于非金属电镀,要以每个挂具的装挂数量为依据,其质量不能作为要求。
其次是镀槽的大小。
镀槽的大小决定一个镀槽内可以装入几个挂具,以及每个挂具的外框尺寸。
一般每个挂具最上端的被镀件距镀液面至少3~5cm,下端距槽底至少l0~15cm。
左、右距槽壁都要在10cm以上。
最后是被镀零件的大小。
零件的大小是确定挂钩数量和分布的依据。
零件绝不能互相靠得太近,更不能互相遮盖。
在保证导电性的前提下,要让镀件表面电流分布尽量均匀,气体排出畅通,镀液在被镀件内没有存留,可以方便地排出。
对于零件之间的距离,有一个经验公式可供参考。
设零件之间距离为S,
在金属电镀中:式中,D为镀件的直径;
H为镀件的厚度。
当D≥5cm时: (5-2)
当是塑料电镀的场合,S的值要放宽1.5~2倍。
②确定采用什么材料。
由于塑料电镀对导电接点要求很严,所以在制作挂具时采用什么样的材料才能适合导电需要也很重要。
一般采用黄铜的比较多,尤其是靠弹力接触的挂钩,黄铜较为理想。
当然紫铜的导电性是最好的,但是其强度就略显不够。
如果以
紫铜的导电性能为l00%,则黄铜只有20%~25%,铁只有16%~17%。
这三种材料通过电流的能力与性能见表1。
表1不同金属材料通过电流的能力
材料截面/mm2最大通过电流/A
紫铜黄铜铁
1.O 2.O 4.O 24
60
130
5
12
26
3
7.5
16
很明显,从导电性能看,最适合做挂具的材料是紫铜。
事实上电镀的汇流排大多数采用的紫铜,如果用其他材料(比如铝),则材料的截面积要大得多,但是现在做挂具的有些仍然采用黄铜,理由是强度和弹性都好一些。
其实主导电杆完全可以采用紫铜,只是在挂钩部分为了弹性好而用黄铜。
这是因为挂钩绝大部分是处在镀液内的,而处在镀液内的导体通过电流的量比在空气中大l倍,这样一来,采用紫铜做主导电杆的导电效率要比完全用黄铜的高得多。
③主导电杆导电截面的确定。
在制造挂具的材料确定以后,需要选用主导电杆的导电截面大小。
这个参数的确定与通过主导电杆的总电流相关,而总电流的确定又依赖于挂具上所镀产品的总表面积和所采用工艺允许的最大电流密度。
主导电杆的截面积的计算也有一个经验公式:
(5-3)
式中A—主导电杆截面积,dm2;
S—被镀零件表面积,dm2;
D
K
—阴极电流密度,A/din2;
K—常数,一般为3~6,当用紫铜时,为6,而采用黄铜时,为3。