吹塑成型特点
- 格式:doc
- 大小:35.00 KB
- 文档页数:4


现代吹塑技术源于上世纪三十年代,经过多年的发展,已发展成为继注塑和挤出之外的第三大塑料加工方法,吹塑技术与注塑相比较,设备造价低,可成型复杂的中空制品,广泛应用于包装,软料业及玩具、汽业制造等行业。
本文主要从以下四个方面为大家讲解吹塑技术的要点及特性。
一、吹塑技术概论1. 注射拉伸吹塑2. 挤出吹塑3. 注射吹塑二、吹塑件设计及吹塑材料1. 吹塑件设计要点2. 吹塑材料三、吹塑模具设计四、吹塑缺陷及排除方法一、吹塑技术概论1.注塑拉伸吹塑目前,注塑拉伸吹塑技术应用比注吹更为广泛,这种吹塑方法实际也是注射吹塑,只不过增加了轴向拉伸,便吹塑更加容易及能耗降低。
注拉吹可以加工制品的体积比注吹要大一些,吹制的容器体积在0.2~20L,其工作过程如下:①先注塑型坯,原理同普通注塑;②再将型坯转至加热调温工序,使型坯变软;③转至拉—吹工位,合模。
型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;④转至脱模工位取件。
注—拉—吹过程:注塑型坯→加热型坯→合模拉伸并吹起→冷却并取件注拉吹机械结构示意图2.挤出吹塑挤出吹塑是吹塑成型中应用最多的一种吹塑料方法,其可以加工的范围很广,从小型制品到大型容器及汽车配件,航天化工制品等,加工过程如下:①先将胶料熔融,混炼,熔体进入机头成为管况型坯;②型坯达到预定长度后,吹塑模具闭合,将型坯夹在两半模具之间;③吹气,将空气吹入型坯内,将型坯吹胀,便之贴紧模具型腔成型;④冷却制品;⑤开模,取走已冷硬的制品。
挤出吹塑加工过程:熔料→挤出型坯→合模吹塑→开模取件挤出吹塑原理示意图(1—挤出机头; 2—吹塑模; 3—型坯; 4—压缩空气吹管; 5—塑件)3.注射吹塑注塑吹塑是综合了注射成型与吹塑特性的成型方法,目前主要应用于吹制精度要求较高的饮料瓶及药瓶及一些小型的结构零件等。
①在注塑工位,先注塑出型胚,加工方法同普通注塑。
②注塑模开模后,芯棒连同型坯移动到吹塑工位。
③芯棒把型坯置于吹塑模之间,合模。
ABS加工工艺及特点ABS(丙烯腈-丁二烯-苯乙烯共聚物)是一种热塑性工程塑料,具有良好的耐冲击性、耐热性和耐化学性。
它广泛应用于汽车、电器、家具等领域。
ABS加工工艺主要有注塑、挤出和吹塑,下面将分别介绍这些工艺及其特点。
1.注塑加工工艺:-工艺流程:将ABS颗粒加入注塑机的料斗中,经加热熔融后注入模具中,通过冷却固化成型,最后取出成品。
-特点:-生产效率高:注塑加工工艺适用于大批量生产,可以一次性生产多个产品,提高生产效率。
-成型精度高:注塑工艺可以制造复杂的形状和细节,成型精度高,产品尺寸稳定。
-成本较低:相对于其他加工工艺,注塑工艺成本较低,适用于大规模生产。
-产品表面光滑:注塑成品表面细腻光滑,不需要额外的表面处理。
2.挤出加工工艺:-工艺流程:ABS颗粒通过挤出机加热熔融后,通过模头挤出成型,经冷却后剪切成指定长度,最后形成产品。
-特点:-适用于长条状产品:挤出加工工艺适合生产长条状产品,如管道、线材等。
-精度较低:相比注塑工艺,挤出加工的产品精度较低,尺寸容易产生偏差。
-适用于定量生产:挤出工艺适用于大批量生产相同或类似产品,可以调整挤出机运行速度以控制产品的产量。
-易于后续加工:挤出加工的成品表面比较粗糙,易于进行后续的切割、冷却或加热处理。
3.吹塑加工工艺:-工艺流程:ABS颗粒通过吹塑机加热熔融后,通过气流将熔融物料吹入模具中,经冷却后形成中空产品。
-特点:-适用于中空产品:吹塑工艺适用于生产中空产品,如瓶子、管道等。
-产品轻盈:吹塑成品内部是空气,产品比注塑或挤出成型的产品更轻。
-成本较低:吹塑工艺相对于注塑工艺,具有较低的成本,适用于大规模生产。
-适用于特殊形状:吹塑工艺可以生产复杂的形状和中空结构,适用于特殊产品的制造。
综上所述,ABS加工工艺主要包括注塑、挤出和吹塑,每种工艺都有其特点和适用范围。
注塑适用于大批量、精细和表面光滑的产品;挤出适用于长条状产品和大批量定量生产;吹塑适用于中空产品和特殊形状的制造。
吹塑,这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
1 吹塑成型方法1.1 成型方法不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型,1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
PC吹塑成型工艺介绍摘要论文针对PC吹塑工艺的现状和发展趋势及工艺的容进行阐述。
吹塑成型保证了成型制品的大批量及经济生产,满足了人们的日益需求。
吹塑成型包括:向软化的热塑性的型坯中充气,使其紧贴到封闭模具的冷却表面,被吹胀的型坯凝固,形成中空塑料制品。
吹塑制品的表面光滑并且带有光泽,或在加工处理过程中,制品表面形成刻花或雕刻花纹。
吹塑成型适用于大多数的塑料,所以其在各种塑料成型工艺中占有很大优势。
作为一种新材料和新的成型工艺,吹塑成型工艺将会不断发展,成为塑料工业未来的发展趋势。
注射吹塑成型是一门工程技术,它所涉及的容是将塑料转变为有用并能保持原有性能的制品。
注射吹塑成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。
主要针对目前成型品产生不良有原因加以分析判断,在成型机,模具及原料方面提供参考因素从而有效的控制不良的产生,降低生产成本。
关键词:聚碳酸酯特性工艺条件注塑成型干燥AbstractPaper for PC molding process and the status quo and development trend of the content on process. Blow molding to ensure a large number of molding products and economic production, to meet the growing needs of the people. Blow molding include the following: to soften the thermoplastic of the inflating parison to mold close to the closed cooling surface, the inflation of the parison solidification, the formation of hollow plastic products. Blow molding products, and with a shiny surface, or in the processing process, the products formed on the surface of engraving or carving patterns. Applicable to the majority of blow molding of plastic, so its in a variety of plastic molding processes account for a large advantage. As a new materials and new forming processes, blow molding process will be continuous development of the plastics industry to become the development trend of the future. Injection blow molding is an engineering technology, it is involved in the plastic and into a useful product to maintain the original performance. Injection blow molding is an important process conditions affect the plastics flow and cooling the temperature, pressure and the corresponding time in all. The main view of the current adverse moldings are to be analyzed to determine the reasons, in the molding machine, mold and provide reference to the factors of raw materials so as to effectively control the selection of non-performing, lower production costs.Key word: Polycarbonate Characteristic Technological conditions Injection molding Dry目录摘要 (Ⅰ)Abstract (Ⅱ)绪论 (1)第一章吹塑成型的介绍 (2)1.1 工业规模 (2)1.2 塑料原料(聚碳酸酯PC) (2)1.3 基本吹塑成型过程 (3)1.4 吹塑成型类型 (5)1.5 过程控制 (7)1.6 吹塑成型的成型基础 (8)1.7 吹塑成型的变量 (9)1.8 吹塑成型的工艺 (10)1.9 制品和模具设计 (10)1.10 加工原则 (11)第二章注射吹塑成型及工艺参数 (13)2.1 注射过程 (13)2.2 注塑工艺参数的设定 (16)2.3 成型基础 (22)2.4 吹塑成型设备 (23)第三章聚碳酸酯(PC)桶的挤出吹塑成型 (28)3.1聚碳酸酯(PC) (28)3.2 生产工艺 (29)3.3 生产参数 (30)3.4 模具 (31)3.5 成型设备 (32)3.6 辅机及调整 (36)第四章常见产品质量缺陷的产生及解决方案 (38)附表一 (42)结论 (43)致 (44)参考文献 (45)绪论吹塑成型是塑料工业中广泛使用的加工各种塑料制品的第三大加工工艺,占所有塑料制品成型工艺的10%,其他成型工艺:挤出成型占36%,注射成型占32%,压延占8%,涂布占5%,压缩占3%,其余占3%。
塑料瓶的注塑吹塑成型介绍(五篇)第一篇:塑料瓶的注塑吹塑成型介绍注塑吹塑成型是生产塑料瓶的两步法工艺。
第一步将塑料用注塑成型法制成有底空心型坯。
当塑料注人预成型模内芯杆周围的时候瓶颈和型坯便形成。
在这一步,型坯进行温度状态调节。
然后型坯经芯杆转移到吹塑模内,空气经芯杆导入,将型坯吹塑成模型的形状。
瓶子成型完毕以后,转移到排出段。
注塑吹塑成型的优点很多:无下脚料,尺寸精确,瓶子制成后无需二次加工。
成品瓶子的重量精确度可控制在土0.l克。
瓶颈的形状和瓶子内外成型精度可达± 0.004英寸。
瓶子重量与尺寸的可重复性适于匹配,并易于与灌装线连接。
由于有一定的双轴取向作用,可使多种不同材料的透明度与强度获得改善。
在排出段瓶子受控于一定的方向,从而可进行自动化在线装饰和灌装。
操作人员的工作量很小。
设备用现有的注塑吹塑成型机进行有盈利的塑料瓶生产时,瓶的大小和形状受到一定限制。
市场上可以买到的注塑吹塑成型机有数种,它们从一段向另一段转移芯杆的方法不同,包括穿棱式的,两位(段)旋转式的,轴向移动式的和三段及三段以上旋转式的。
当今三段或四段旋转机颇受欢迎。
这类设备可分为两大类:即吹塑总成组件,这种组件可以安装在某些工业注塑成型机上;和成套注塑吹塑成型设备,配有塑炼机、液压装置、控制装置和其他配套部件。
这些设备还可进一步区分为:带垂直作往复式螺杆塑炼机的,和带水平往复式螺杆塑炼机的。
垂直式的比往复式的简单得多,在相等的充模速度和较低注射压力下(如有必要)注射量相同时,它的部件少、能耗小、占地少、维修简便。
往复式螺杆塑炼机主要是为注射成型研制的;虽然它的结构比垂直式的复杂,但操作的可靠性较好。
当前的成型机械,包括大型的标准生产装置,可在较高的生产速度下生产出较大的瓶子来;注射装置的完善使聚氯乙烯和含丙烯睛的树脂更易于加工;增加工段(位)的开发工作正在继续进行。
通常,医药工业和化妆品工业是16央司和更小的注塑吹塑成型塑料瓶的市场。
PC吹塑成型工艺介绍摘要论文针对PC吹塑工艺的现状和发展趋势及工艺的内容进行阐述。
吹塑成型保证了成型制品的大批量及经济生产,满足了人们的日益需求。
吹塑成型包括:向软化的热塑性的型坯中充气,使其紧贴到封闭模具的冷却表面,被吹胀的型坯凝固,形成中空塑料制品。
吹塑制品的表面光滑并且带有光泽,或在加工处理过程中,制品表面形成刻花或雕刻花纹。
吹塑成型适用于大多数的塑料,所以其在各种塑料成型工艺中占有很大优势。
作为一种新材料和新的成型工艺,吹塑成型工艺将会不断发展,成为塑料工业未来的发展趋势。
注射吹塑成型是一门工程技术,它所涉及的内容是将塑料转变为有用并能保持原有性能的制品。
注射吹塑成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。
主要针对目前成型品产生不良有原因加以分析判断,在成型机,模具及原料方面提供参考因素从而有效的控制不良的产生,降低生产成本。
关键词:聚碳酸酯特性工艺条件注塑成型干燥AbstractPaper for PC molding process and the status quo and development trend of the content on process. Blow molding to ensure a large number of molding products and economic production, to meet the growing needs of the people. Blow molding include the following: to soften the thermoplastic of the inflating parison to mold close to the closed cooling surface, the inflation of the parison solidification, the formation of hollow plastic products. Blow molding products, and with a shiny surface, or in the processing process, the products formed on the surface of engraving or carving patterns. Applicable to the majority of blow molding of plastic, so its in a variety of plastic molding processes account for a large advantage. As a new materials and new forming processes, blow molding process will be continuous development of the plastics industry to become the development trend of the future. Injection blow molding is an engineering technology, it is involved in the plastic and into a useful product to maintain the original performance. Injection blow molding is an important process conditions affect the plastics flow and cooling the temperature, pressure and the corresponding time in all. The main view of the current adverse moldings are to be analyzed to determine the reasons, in the molding machine, mold and provide reference to the factors of raw materials so as to effectively control the selection of non-performing, lower production costs.Key word: Polycarbonate Characteristic Technological conditions Injection molding Dry目录摘要 (Ⅰ)Abstract (Ⅱ)绪论 (1)第一章吹塑成型的介绍 (2)1.1 工业规模 (2)1.2 塑料原料(聚碳酸酯PC) (2)1.3 基本吹塑成型过程 (3)1.4 吹塑成型类型 (5)1.5 过程控制 (7)1.6 吹塑成型的成型基础 (8)1.7 吹塑成型的变量 (9)1.8 吹塑成型的工艺 (10)1.9 制品和模具设计 (10)1.10 加工原则 (11)第二章注射吹塑成型及工艺参数 (13)2.1 注射过程 (13)2.2 注塑工艺参数的设定 (16)2.3 成型基础 (22)2.4 吹塑成型设备 (23)第三章聚碳酸酯(PC)桶的挤出吹塑成型 (28)3.1聚碳酸酯(PC) (28)3.2 生产工艺 (29)3.3 生产参数 (30)3.4 模具 (31)3.5 成型设备 (32)3.6 辅机及调整 (36)第四章常见产品质量缺陷的产生及解决方案 (38)附表一 (42)结论 (43)致 (44)参考文献 (45)绪论吹塑成型是塑料工业中广泛使用的加工各种塑料制品的第三大加工工艺,占所有塑料制品成型工艺的10%,其他成型工艺:挤出成型占36%,注射成型占32%,压延占8%,涂布占5%,压缩占3%,其余占3%。
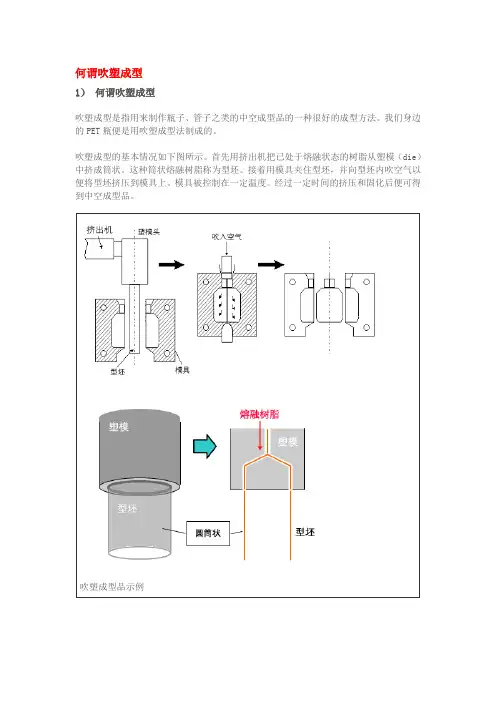
何谓吹塑成型1)何谓吹塑成型吹塑成型是指用来制作瓶子、管子之类的中空成型品的一种很好的成型方法。
我们身边的PET瓶便是用吹塑成型法制成的。
吹塑成型的基本情况如下图所示。
首先用挤出机把已处于熔融状态的树脂从塑模(die)中挤成筒状。
这种筒状熔融树脂称为型坯。
接着用模具夹住型坯,并向型坯内吹空气以便将型坯挤压到模具上。
模具被控制在一定温度。
经过一定时间的挤压和固化后便可得到中空成型品。
吹塑成型品示例2)吹塑成型的特点优点1.便于制作中空成型品。
注射成型时采用气体辅助注射(GAI)等方法也可进行中空成型,但中空率高的容器之类的成型品却难以制作。
不过天无绝人之路,吹塑成型法便可很容易地解决这一问题。
2.可获得韧性很高的成型品。
吹塑成型采用高分子树脂以便形成型坯,因此可以获得高韧性成型品。
3.属于低应力成型。
只是用模具夹住筒状下垂的树脂,而不是像注射成型那样通过高压把树脂填充到模具内,因此可以降低流动应变、取向应变、残留应力等。
4.可进行多层成型。
5.容易形成双层成型品。
6.成型机价格低廉。
7.模具价格便宜(合模力低,因此结构简单一些就够用了)。
8.所需器材都很便宜,因此适合多品种少批量生产。
缺点1.尺寸精度降低。
由于不像注射成型那样需要施加树脂压力,因此模具的复制效果较差;同时由于会出现一定程度的自由收缩,因此尺寸精度也难以体现出来。
2.内面平滑性变差(玻璃纤维增强品)。
3.成型周期延长。
由于模具温度会受到控制,因此成型品外壁会较快固化,但由于成型品内部是中空的,因此内壁不会冷却,从而导致固化时间延长。
(3)吹塑成型的种类(3-1)直接吹塑成型直接吹塑成型是容器形状成型中常用的一种吹塑成型方法。
复杂形状的制品容易产生飞边,因此还应预先考虑好飞边的回收利用方法。
直接吹塑成型的基本过程(3-2) 三维吹塑成型在通过数字控制方式来移动倾斜的模具的同时使型坯流入模腔并充气的一种成型方法(Placo 式)。
本方法适用于弯管成型,几乎不会产生飞边。
中空吹塑成型原理中空吹塑成型是一种塑料制品的生产工艺,它主要用于生产空心容器,如瓶子、罐子等。
这种制造方式使用的是聚合物树脂,通过加热和压塑使它变得可塑,然后在模具中进行挤压吹塑成型。
本文将详细介绍中空吹塑成型的原理和过程。
一、中空吹塑成型的原理中空吹塑成型是一种塑料成型技术,它利用了塑料的热塑性质。
热塑性材料是指在加热的条件下能够变得柔软和可塑的聚合物物质。
这种材料在加热过程中可以流动,当它在冷却后再次固化时,就可以保留其形状。
在中空吹塑成型中,塑料粒子会在注射机中被加热和熔化。
然后将熔化的塑料注入到铝模具中,其内部具有带有所需容器外形的中空空腔。
模具的一端固定有一个模具口,用以接收一个呈融化状态的塑料管子。
经过一系列的程序和过程,这个塑料管子最终被拉伸并填充到空腔中,形成了一个空心物体。
中空吹塑成型过程如下:1.注塑阶段在注塑机中,要将塑料颗粒放入一个加热并熔化的加热桶中。
这个桶中有一个螺旋式的螺杆,当塑料熔化后,这个螺杆就开始旋转并将其推动到注射喷嘴处。
2.吹气阶段一旦液态塑料进入到模具腔中,就会有空气被注入使其塑性变得更强。
这个过程是通过模具上的压力和真空口来完成的。
在保持一定的压力的模具上的吸力会抽取过量的塑料材料,使其更加平滑和定形。
3.制品冷却阶段在吹扩完成后,制品需要接受冷却。
这个过程可以通过环绕模具的水流完成,也可以使用冷却气体。
在冷却之后,制品就可以从模具中取出。
二、中空吹塑成型的优点中空吹塑成型具有一些独特的优点,如下:1. 制造空心产品的最佳方式中空吹塑成型是生产空心产品的最佳方式之一,因为它可以生产各种形状和大小的空心产品。
2. 生产效率高在中空吹塑成型过程中,模具是以一个圆周运动轮廓运作的,这使得中空吹塑成型可以在较短时间内生产出大量的产品。
3. 低成本制造中空吹塑成型制品的初始成本相对较低,因为它不需要大量的设备或机器。
4. 产品精度高由于模具制造成本的降低和可用性的提高,中空吹塑成型技术让精確模型我也容易制造。
几种常用塑料的成型工艺介绍常用塑料的成型工艺主要有注塑成型、挤出成型、吹塑成型、压延成型和热成型等。
以下将对这几种常用的成型工艺进行详细介绍。
1.注塑成型:注塑成型是最常用的塑料成型工艺之一、它通过将熔融的塑料注入到闭合的模具中,使其在模具中冷却固化,并获得所需的形状和尺寸。
这种成型工艺适用于大多数热塑性塑料,如聚乙烯、聚丙烯、聚氯乙烯等。
注塑成型具有生产效率高、成型周期短、尺寸精确等优点,因此广泛应用于制造塑料制品。
2.挤出成型:挤出成型是将熔融塑料通过挤出机加热和加压后,通过模具挤压成型。
挤出成型适用于长条状或不规则截面的塑料制品,如塑料管、塑料板、塑料薄膜等。
挤出成型的工艺过程简单,设备投资相对较低,但成型周期较长。
常见的挤出机包括单螺杆挤出机和双螺杆挤出机。
3.吹塑成型:吹塑成型是将加热的塑料取出塑料颗粒放入吹塑机的模冲中,通过内外压力使其塑化,并在成型模具壁上冷却固化。
吹塑成型适用于容器、瓶子等中空塑料制品的生产。
该工艺分为挤出吹塑和注射吹塑两种,挤出吹塑适用于生产大型中空容器,而注射吹塑适用于生产小型容器。
4.压延成型:压延成型是将熔融的塑料通过过辊进行挤压和冷却固化,形成所需的塑料薄板或薄膜。
压延成型适用于生产大型、平整的塑料制品,如塑料板材、塑料薄膜等。
压延成型工艺简单、成型速度快,但需要生产设备管道相对较长。
5.热成型:热成型是将硬化或部分硬化的塑料通过受热加热软化,然后通过模具压制形成所需形状的成型工艺。
热成型适用于板材或薄膜的生产,如吸塑制品、塑料包装等。
常见的热成型方法包括真空成型、热压成型和热吹成型等。
通过以上介绍,我们可以了解到几种常用的塑料成型工艺,包括注塑成型、挤出成型、吹塑成型、压延成型和热成型。
每种成型工艺都有其适用的塑料类型和成型产品,选择适合的成型工艺可以提高生产效率和产品质量。
吹塑成型这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模 ( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
中文名吹塑成型起源19 世纪30 年代模具阴模方法挤出吹塑、注射吹塑、拉伸吹塑吹塑吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
成型方法不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型,1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
吹塑工艺对成型制品的影响吹塑工艺是一种常用的塑料成型工艺,通过加热和吹气等步骤将热塑性塑料材料吹制成形。
以下是吹塑工艺对成型制品的影响的一些主要方面。
1.塑料材料选择:吹塑工艺适用于大多数热塑性塑料材料,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等,但对于不同的塑料材料,吹塑工艺的参数和成型条件也不同。
因此,在吹塑工艺中必须选择适合的塑料材料,以满足制品的要求。
2.成型工艺参数:吹塑工艺中的成型工艺参数直接影响成型制品的质量。
例如,吹气压力、加热温度、吹气时间等参数对成型制品的尺寸精度、机械性能和表面光洁度等具有重要影响。
合理调整这些参数可以改善成型制品的质量。
3.成型制品的结构和形状:吹塑工艺可以制造非常复杂的结构和形状的制品,如瓶子、容器、玩具等。
吹塑工艺的优点是可以通过改变模具和调整吹气压力等参数来实现不同形状的制品生产,同时还可以实现镶嵌、印刷、烫金等多种工艺。
4.制品的强度和耐用性:吹塑工艺制造的成型制品具有良好的强度和耐用性。
吹塑制品的壁厚均匀,内部无缺陷,使得制品具有较高的机械强度。
此外,吹塑制品可以通过添加增强剂和改良剂等手段来改善制品的质量。
5.环保性能:吹塑工艺通常使用热塑性塑料材料,这些材料可以回收再利用,具有一定的环保性能。
与传统的成型工艺相比,吹塑工艺对环境的影响较小,符合可持续发展的要求。
总的来说,吹塑工艺通过选择适合的塑料材料、调整成型工艺参数、制造复杂的结构和形状的制品、提高制品的强度和耐用性、以及提高环保性能等方面对成型制品产生重要影响。
吹塑工艺的不断发展和改进,将进一步提高成型制品的质量和功能。
吹塑,这里主要指中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
吹塑成型起源于19 世纪30 年代。
直到1979 年以后,吹塑成型才进入广泛应用的阶段。
这一阶段,吹塑级的塑料包括:聚烯烃、工程塑料与弹性体;吹塑制品的应用涉及到汽车、办公设备、家用电器、医疗等方面;每小时可生产6 万个瓶子也能制造大型吹塑件( 件重达180kg) ,多层吹塑技术得到了较大的发展;吹塑设备已采用微机、固态电子的闭环控制系统,计算机CAE/CAM 技术也日益成熟;且吹塑机械更专业化、更具特色。
1 吹塑成型方法1.1 成型方法不同吹塑方法,由于原料、加工要求、产量及其成本的差异,在加工不同产品中具有不同的优势。
详细的吹塑成型过程可参考文献。
这里从宏观角度介绍吹塑的特点。
中空制品的吹塑包括三个主要方法:挤出吹塑:主要用于未被支撑的型坯加工;注射吹塑:主要用于由金属型芯支撑的型坯加工;拉伸吹塑:包括挤出一拉伸一吹塑、注射一拉伸一吹塑两种方法,可加工双轴取向的制品,极大地降低生产成本和改进制品性能。
此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等。
但吹塑制品的75 %用挤出吹塑成型,24 %用注射吹塑成型,1 %用其它吹塑成型;在所有的吹塑产品中,75 %属于双向拉伸产品。
挤出吹塑的优点是生产效率高,设备成本低,模具和机械的选择范围广,缺点是废品率较高,废料的回收、利用差,制品的厚度控制、原料的分散性受限制,成型后必须进行修边操作。
注射吹塑的优点是加工过程中没有废料产生,能很好地控制制品的壁厚和物料的分散,细颈产品成型精度高,产品表面光洁,能经济地进行小批量生产。
缺点是成型设备成本高,而且在一定程度上仅适合于小的吹塑制品。
中空吹塑的工艺条件,要求吹胀模具中型坯的压缩空气必须干净。
注射吹塑空气压力为0.55 ~1MPa ;挤出吹塑压力为0.2l ~0.62MPa ,而拉伸吹塑压力经常需要高达4MPa 。
在塑料凝固中,低压使制品产生的内应力低,应力分散较均匀,且低应力可改进制品的拉伸、冲击、弯曲等性能。
1.2 制品种类吹塑制品有容器、工业制件两类。
其中容器包括:包装容器,大容积储桶/ 储罐,以及可折叠容器。
但随着吹塑工艺的成熟,工业制件的吹塑制品越来越多,应用范围也日益广泛。
目前,容器约占80 %的市场份额,每年增长4 %左右;而工业及结构用制品占总量的20 %,每年增长速度为12 %。
容器消耗量的增长在于可旋扭塑料容器的应用范围不断扩大,工业用制品的消耗量增长主要是由新型加工技术的改进所致,如多层型坯挤出、双轴挤出、非轴对称吹塑等。
表2 列出了部分吹塑制品的应用及其性能要求。
1.3 吹塑成型进展(1) 原材料聚合物在成型过程中,首先通过口模时受高剪切力作用,然后物料呈现挤出膨胀及垂缩现象,在形成下垂的型坯时,其膨胀率接近为零。
接着型坯被吹胀紧贴在模具上,这时呈现低的膨胀率。
过度的口模膨胀会产生废品。
过度的垂缩导致制件的顶端到底部壁厚厚度不均匀,严重的甚至不能成型。
因此,在选择适合吹塑的聚合物时,必须弄清其剪切及膨胀的粘弹特性。
HDPE 由于热稳定性好,又有多种改性产品,因而成为吹塑成型中应用最广泛的塑料。
通过共聚和共混作用,对吹塑成型用原材料的研究在连续挤出吹塑级树脂方面也取得了一些进展,如PA6 、PP 和PET 。
间歇式型坯吹塑成型,理论上适用于结构板材和大型制件的二次加工,要求使用工程塑料,如阻燃型ABS 、增强PVC 、改性PPO 和PC 等,而这类挤出型塑料的耐高温性能一般较差,仅有少数树脂可在常规设备上吹塑成型大型制件。
在聚萘二甲酸乙二酯(PEN)/PET 共混料吹塑成型时,需将防氧渗透和防水气渗透的树脂如( 乙烯/ 乙酸乙烯醇) 共聚物(EVOH) 和HDPE 与PET 形成复合层,并产生锚联层,以改善PEN/PET 料的渗透性和热稳定性。
目前正研究将HDPE 与PA6 采用多层吹塑成型,生产燃油油箱。
(2) 设备与工艺技术进展吹塑机械设备已有很大的改进。
较新的成果有:①采用改进型红外加热技术进行再吹塑成型;②非常高速的旋转挤塑压力,主要应用在牛奶瓶的生产上;③模具附设在梭式压机上以补偿喷流现象;④多层连续挤出吹塑成型防渗透性容器;⑤通过对取向结晶和热结晶、预成型坯和模温、吹气压力,以及型坯在模腔内停留时间的严格控制,进行连续性热定形PET 瓶的生产。
由于市场对复杂、曲折的输送管材制件的需求,推动了偏轴挤出吹塑技术的开发,这种技术笼统称为3D 或3 维吹塑成型。
理论上,该工序十分简单,型坯挤出后,被局部吹胀并贴在一边模具上,接着挤出机头或模具转动,按已编的2 轴或3 轴程序转动。
难点在于要求具有非常大的惯性量的大型吹塑机械在高速合模时误差要低于10 %。
多层吹塑成型工艺常用于加工防渗透性容器,其改进工艺是增设一个阀门系统,在连续挤出过程中可更换塑料原料,因而可交替生产出硬质和软质制品。
生产大型制件如燃油箱或汽车外结构板材时,在冷却过程中需降低模腔内压力以调整加工循环周期。
解决方法是先将熔料储存在挤出螺杆前端的熔槽中,再在相当高速挤出型坯,以最大限度减少型坯壁厚的变化,从而确保消除垂缩和挤出膨胀现象。
储料缸式机头改进,使之能挤出热敏性塑料如ABS — R 、改性PPD 和PVC 。
而且,重新设计的机头,在生产中可快速装拆以方便清理塑料,同时,对塑料的流变特性分析及计算机流道分析可设计流线型流道,以便于热敏性塑料的成型。
(3) 控制程序及吹塑模拟型坯的程序控制已有数十年的经验。
主要问题是型坯可拉坯变薄的最薄程度( 如瓶颈部位) ,增厚的型坯拉坯的最大程度( 如容器瓶体或边角部位) ,以及设计一个壁厚度变化部位,例如凹边和瓶肩等。
其工作重点应集中在所使用塑料的粘弹性特性上。
对试管状的预成型坯壁厚的预测,也就是设计具有防渗透作用的型坯最佳壁厚厚度的选择依据。
这是由预成型坯的结晶程度,所使用塑料与温度相关的应力一应变弹性特性,以及由注塑加工形成的冻结应力程度和分布等情况来决定的。
1980 年,GE 公司就为热成型和吹塑成型开发了:PITA 程序设计。
型坯吹塑成型的控制软件必须综合考虑如下因素:不均匀的型坯壁厚;型坯截坯口和环绕型吹塑管材截口;在合模前预先吹胀型坯;吹胀过程控制和截坯口开设的部位;以及结构件吹塑成型中对型坯边缘的裁切定位等。
目前,商业化的吹塑成型模拟软件主要有原美国的ACTech 公司的C — PITA 、比利时的POLYFLOw 等。
数值模拟的难度在于:大应变、非线性材料行为、接触问题以及膨胀过程中一些物理非稳定性,而这些复杂性将导致产生一系列需要迭代求解的非线性方程。
其中,材料、吹塑成型机理的研究一直是研究的难点、热点,如拉伸吹塑被广泛应用,但对该过程的模拟所需要的应力诱导结晶的数学描述,到目前为止尚无合适的方法。
而挤出吹塑的型坯,是聚合物熔体流经环形模头时形成的,环形管道的几何形状和材料的粘弹性质将直接影响型胚膨胀,现有的粘弹性知识还无法描述这个过程。
与相对成熟的注塑CAE 技术相比,吹塑成型软件目前正处于发展的初期阶段。
1.4 吹塑成型的发展趋势吹塑将随着市场对其制品的需求,在材料、机械、辅助设备、控制系统、软件等方面有如下发展趋势。
(1) 原材料为满足吹塑制品的功能、性能( 医药、食品包装) 要求,吹塑级的原料将更加丰富,加工性能更好。
如PEN 类材料,不仅强度高、耐热性好、气体阻隔性强、透明、耐紫外线照射,可适用于吹制各种塑料瓶体,并且填充温度高,对二氧化碳气体、氧气阻隔性能优良,且耐化学药品。
(2) 制品包装容器、工业制品将有较大增长,而且注射吹塑、多层吹塑会有快速的发展。
(3) 吹塑机械及设备吹塑机械的精密高效化;辅助生产( 操作) 设备的自动化。
“精密高效”不仅指机械设备在生产成型过程中具有较高的速度和较高的压力,而且要求所生产的产品在外观尺寸波动和件重波动方面均能达到较高的稳定性,也就是说生产制品各个部位的尺寸和外形几何形状精度高,变形及收缩小,制品的外观及内在质量和生产效率等指标均要达到较高的水准。
辅助操作包括去飞边、切割、称重、钻孔、检漏等,其过程自动化是发展的趋势之一。
(4) 吹塑成型模拟吹塑机理的研究更加深入,吹塑模拟的数学模型的合理构建,数值算法的快速、准确是模拟的关键,吹塑成型模拟将会在制品质量预测、控制中发挥越来越重要的作用。
2 影响吹塑制品质量的因素及常见缺陷的排除2.1 吹塑成型的影响因素下面从吹塑成型过程分析各个阶段的成型参数。
吹塑成型过程可分为四个阶段:(1) 型坯形成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型坯的形成阶段;在这一阶段,影响壁厚分布的主要工艺参数有:①材料的分子量分布、平均分子量;②吹塑机的温度控制系统和螺杆转速,其中温度控制系统包括料斗温度,料筒1 区、2 区、3 区、4 区温度,法兰温度,以及储料模头1 区、2 区、3 区、4 区温度。
(2) 型坯下料阶段型坯从模唇与模芯的间隙中挤出为下料阶段。
此时,型坯离模膨胀和型坯垂伸这两种现象影响型坯成型。
影响壁厚分布的主要工艺参数是吹塑机的模头直径和壁厚控制系统,其中控制系统包括轴向壁厚控制系统和周向壁厚控制系统,以调整模唇与模芯的间隙。
(3) 型坯预吹阶段为避免型坯内表面的接触、粘附,改善制品壁厚的均匀性,要对型坯进行预吹胀。
在型坯预吹阶段,从型坯下方往型坯内喷气,以护持型坯,减小其垂伸。
在这一阶段,影响壁厚分布的主要工艺参数有:预吹压力、预吹时间。
(4) 型坯高压吹阶段高压吹胀型坯,使之贴紧模具型腔,实现产品塑性成型阶段。
该阶段,影响产品成型的是型坯受高压吹胀变形、型坯与模腔接触变形。
而影响壁厚分布的主要工艺参数有:材料的收缩率;吹气压力、时间;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道分布、冷却水进水温度等。
尽管影响吹塑制品质量的因素较多,但当生产条件、制品要求确定后,调整吹塑工艺参数能有效改善制品质量。
优化的工艺参数可以提高生产效率,降低原材料消耗,优化产品的综合性能。
2.2 吹塑成型工艺条件的设定工艺条件调整的目的是,在满足产品最小壁厚要求的基础上,产品壁厚尽可能均匀,产品件重尽可能小( 减少材料消耗) 。
工艺参数设定的合理方法是,将经验与数值分析技术结合。
基本过程为,①利用已建立的计算机模型,模拟吹塑模具、下料型坯、夹料板等状态;②输入各阶段对型坯壁厚分布影响的参数;③对得到的模拟结果进行分析,通过计算机模拟显示哪些部位壁厚达不到要求,而哪些部位壁厚超厚;④利用人工经验,调整输入的参数,重复①~③的过程,保证产品各部位在达到最小壁厚的前提下,尽可能减小产品各部位壁厚。