化工工艺流程图画法
- 格式:pdf
- 大小:5.73 MB
- 文档页数:68

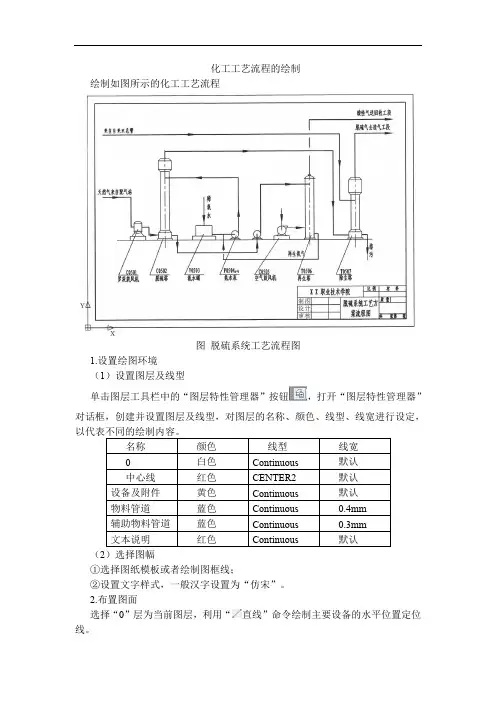
化工工艺流程的绘制绘制如图所示的化工工艺流程图脱硫系统工艺流程图1.设置绘图环境(1)设置图层及线型单击图层工具栏中的“图层特性管理器”按钮,打开“图层特性管理器”对话框,创建并设置图层及线型,对图层的名称、颜色、线型、线宽进行设定,以代表不同的绘制内容。
名称颜色线型线宽0 白色Continuous 默认中心线红色CENTER2 默认设备及附件黄色Continuous 默认物料管道蓝色Continuous 0.4mm辅助物料管道蓝色Continuous 0.3mm文本说明红色Continuous 默认(2)选择图幅①选择图纸模板或者绘制图框线;②设置文字样式,一般汉字设置为“仿宋”。
2.布置图面选择“0”层为当前图层,利用“直线”命令绘制主要设备的水平位置定位线。
选择“中心线”层为当前图层,利用“直线”命令绘制主要设备(如塔)的定位轴线,即设备的对称轴。
图1 布置图面3.绘制主要设备的示意图选择“设备及附件”图层为当前图层,依次利用“直线”、“镜像”、“修剪”、“椭圆”、“延伸”、“复制”、“旋转”、“拉伸”等命令,按照流程顺序从左向右画出反映设备大致外部轮廓的示意图。
在绘制轮廓示意图的时候一般不按照比例进行绘制,但要注意保持设备的相对大小以及位置高低关系。
脱硫塔设备示意图的画法:(1)启动“栅格显示”或者“F7”,使用“直线”命令,由“A点”开始,画折线AB,所得图形如图8-3(a)所示;(2)启动“对象捕捉”或者“F3”,以及“正交模式”或者“F8”,使用“直线”命令,依次由折线AB的各个折点开始向脱硫塔的轴线作直线,所得图形如图8-3(b)所示;(3)使用“镜像”命令,以脱硫塔的轴线为镜像线,镜像所得图形如图8-3(c)所示。
绘制完成的设备示意图如图3所示。
图3 主要设备示意图4.绘制主要物料流程线选择“物料管道”为当前图层,启动“正交模式”或者“F8”,使用“直线”命令绘制主要物料流程线,如图8-5所示。

第十二章化工工艺图第十二章 化工工艺图�教学内容:�1、化工制图中的一些标准规范和绘制方法;�2、化工制图前的准备工作;�3、化工工艺图。
�教学要求:�1、熟悉化工设备图样的基本知识;�2、掌握化工流程方案图、带控制点的工艺流程图 的画法与阅读。
�重难点:�化工流程方案图、带控制点的工艺流程图的画法。
�§1 化工制图中的一些标准规范和绘制方法�一、视图的选择�绘制化工专业图样(这里主要指化工零件图、化工设备图),首先要选定视图的表达方案,其基本要求和机械制图大致相同,要求能准确地反映实际物体的结构、大小及其安装尺寸,并使读图者能较容易地明白图纸所反映的实际情况。
�大多数化工设备具有回转体特征,在选择主视图的时候常会将回转体主轴所在的平面作为主视图的投影平面。
如常见的换热器、反应釜等。
一般情况下,按设备的工作位置,将最能表达各种零部件装配关系、设备工作原理及主要零部件关键结构形状的视图作为主视图。
�主视图常采用整体全剖局部部分剖(如引出的接管、人孔等)并通过多次旋转的画法,将各种管口(可作旋转)、人孔、手孔、支座等零部件的轴向位置、装配关系及连接方法表达出来。
�选定主视图后,一般再选择一个基本视图。
对于立式设备,一般选择俯视图作为另一个基本视图;而对于卧式设备,一般选择左视图作为另一个基本视图。
另一个基本视图主要用以表达管口、温度测量孔、手孔、人孔等各种有关零部件在设备上的周向方位。
��有了两个基本视图后,根据设备的复杂程度,常常需要各种辅助视图及其他表达方法如局部放大图、某某向视图等用以补充表达零部件的连接、管口和法兰的连接以及其他由于尺寸过小无法在基本视图中表达清楚的装配关系和主要尺寸。
需要注意,不管是局部放大图还是某某向视图均需在基本视图中作上标记,并在辅助视图中也标上相同的标记,辅助视图可按比例绘制,也可不按比例绘制,而仅表示结构关系。
�二、绘图的比例及图幅� 化工绘图的比例通常采用1:5, 1:10, 1:15等几种,但考虑到化工设备的特殊性,也可采用1:6,、1:30等比例。
对于和基本视图采用不同比例的局部放大图、剖视的局部图等必须分别标明其比例。
一般在辅助视图上方,采用如 方法表示,若图形不按比例绘制,则采用如 方法表示。
� 化工专业图样的图幅除按国家《机械制图》标准外,还允许将2号图纸加长其短边后使用,加长量应按短边的1/2倍递增,如594×630。
A A −1:M2A A 1:M5I −、�一个合理的图幅需满足以下条件:� ⑴ 化工设备的全部内容包括明细栏、技术特性表、管口表等相关内容全部布置在图幅上;� ⑵ 图面各内容布局合理、匀称美观;� ⑶ 比例大小合理。
三、图面安排�图12—1所示为常见的化工图幅安排。
四、尺寸标注�化工设备的尺寸标注一般包括以下几个方面�1、设备特性尺寸� 反映设备主要性能及规格尺寸。
如设备筒体的内径“Φ500”,封头的高度“125”.封头的厚度“8”等尺寸。
�2、设备装配尺寸� 表示零部件和主体设备之间的装配关系和相对位置。
如换热器中冷热流体进出管口的安装位置.一般需两个尺寸.一个在主视图中表示管口中心线距筒体顶端的距离。
另一个在管口方位图或俯视图中表示,如果管口的位置正好处在中心或两正交轴上,可不表示角度,否则就需要表示管口安装的角度(如“60°”).�3、设备安装尺寸�是指设备和基础或其他构件之间关系的尺寸。
如精馏塔裙座和地基之间的各种尺寸,地脚螺栓孔的中心距及螺栓孔孔径等尺寸。
�4、设备外观尺寸�表示设备的总高、总宽、总长的尺寸,以表示该设备的空间大小,便于设备在运输和安装过程中考虑应采取的工具和方法。
有些设备的总尺寸并不一定绝对精确,因为在装配过程中允许有一定的误差,所以总尺寸常常以“~2300”表示。
�5、设备其他尺寸�根据需要应注出的其他尺寸。
如一些主要零部件的规格或尺寸;不另行绘图的零件的有关尺寸,如在封头上开了一个孔,则需表明该孔的直径及有关其他尺寸。
�五、尺寸基准� 设备尺寸的基准选择要合理,其原则是标注的尺寸既能使设备在制造和安装过程中达到设计要求,又能便于测量和检验,通常作为尺寸基准的有如下几种。
�1、各种回转体的中心线如筒体、封头、接管、人孔等的中心线。
�2、两回转体的环焊缝如筒体和封头的焊缝。
�3、各种法兰的密封面如接管上的法兰、筒体上的法兰。
�4、设备基础或支座的底面。
�六、管口符号及管口表的填写� 任何一个化工设备都有数量不等的用于物料进出的接管以及其他用途的各种开孔和接管。
为了使读图者更好地分清不同的接管,均需在各种接管的�管口投影旁注写管口符号,管口符号的编写顺序应从主视图的左下方开始,按顺时针方向依次编写。
用小写英文字母表示,相同性质接管的管口符号可采用相同的英文字母,但利用不同的下标表示,如d1、d2表示某液位计的两个管口。
管口除了在视图上标注管口符号外,还需在图纸的右边居中位置填写管口表,管口表的基本内容和尺寸见下表。
�七、技术特性表、明细栏及主标题栏尺寸� 技术特性表格根据不同的设备会有不同的形式,一般每列长度为40mm,每行宽度为8mm,画在管口表上方,列和行的数目可根据实际需要而定,表格的外框线及表头和列分割线采用粗实线,其他采用细实线。
� 明细栏及主标题栏是每一个化工设备图纸不可缺少的内容,主标题栏在图纸的右下方,右下边界和图框线共用,常见的形式见下表,其总长度为180mm,总高度为50mm,外边框线及不同内容分隔线均为粗实线,其余为细实线。
见图12-4和图12-5。
�§2 化工制图前的准备工作�1、工艺条件确定在化工制图前,首先要确定绘制设备的工艺条件。
� 以绘制列管式换热器为例,应知道进出换热器两股流体物料的性质(有无腐蚀性)、流量、压力、温度的参数,进而为设备材料的选用和工艺计算提供基础。
�2、工艺计算� 在工艺条件确定的情况下进行工艺计算,确定(仍以换热器为例,以后不再说明),换热器的换热面积,根据换热面积及其他标准(如管内的流速等要求,确定换热器内列管的直径、长度及管子数目,根据管子数目及具体的排列方式确定换热器简体的大致直径。
�3、强度计算� 根据工艺条件中确定的工作压力及在工艺计算中确定的筒体大致直径,结合选择的具体材料,利用一定的力学原理(一般为薄壳理论),确定筒体的厚度:一般封头的厚度也可以和筒体取一样的厚度。
�4、具体尺寸确定�确定物料进出管的长度、直径及安装位置;换热器中折流板的大小、厚度及安装的间隔尺寸;接管上法兰的大小及规格、管板法兰的大小及规格,筒体法兰的大小等具体尺寸。
�5、标准的查取�根据前面确定的各种法兰大小(一般为公称直径)和型号如平焊法兰.凹凸法兰等)查各种具体的标准,确定法兰的外径、内径、螺栓孔中心距、厚度等在绘制过程中需要用到的主要轮廓尺寸。
�6、视图的表达方式及图幅比例的选取�根据前面的工作,确定视图的表达方式。
一般换热器只需两个视图即可,一个为将整个筒体剖开的正面全剖图(接管部分可部分剖),另一个为俯视图(立式)或左视图(卧式),如果对于管板、折板等零件不再另用图纸绘制,则需要增加一些辅助图,以便将这些零件的结构、尺寸表达清楚。
图幅的比例应根据换热器的总高、总长等外轮廓大小,并结合各种辅助图、技术要求、技术特性表、管口表、明细栏、标题栏等所占的空间确定具体的图幅和比例,以表达清楚、图面美观、布局均衡为准。
�§3 化工工艺图�化工工艺图包括工艺流程图、设备布置图和管路布置图,本章主要介绍工艺流程图。
工艺流程图是用于表达生产过程中物料的流动次序和生产操作顺序的图样。
由于不同的使用要求,属于工艺流程图性质的图样有许多种。
一般我们在各种论文或教科书见到的工艺流程图各具特色,没有强制统一的标准,只要表达了主要的生产单元及物流走向既可,图12-6所示为生产燃料级二甲醚(DME)的工艺流程图。
� 化工工艺流程图是用来表达整个工厂或车间生产流程的图样。
它既可用于设计开始时施工方案的讨论,亦是进一步设计施工流程图的主要依据。
它通过图解的方式体现出如何由原料变成化工产品的全部过程。
化工工艺流程图的设计过程可以分为如下三个阶段:�① 生产工艺流程示意图�② 生产工艺流程草图;�③ 生产工艺流程图。
� 生产工艺流程图的设计或绘制过程是随着化工工艺设计的展开而逐步进行的。
化工工艺设计是化工工程设计的主体,它是整个工程设计成败优劣的关键。
就工艺设计而言,首先要进行的是生产工艺流程的设计。
�工艺流程设计是设计方案中规定的原则和主导思想的具体体现,也是下一步工艺设计和其他各专业设计的基础,即决定了以后工艺设计和其他专业设计的内容和条件。
� 生产工艺流程设计就是如何从原料通过化工过程和设备,经过化学或物理变化逐步变成需要的产品,即化工产品。
在复杂的化工生产过程中,原料不是直接变成产品的,与此同时还会产生副产品、废渣、废液和废气等,有的副产品还要经过一些加工步骤才成为合格的副产品,而生产的三废又必须经过合格处理后才能抛弃和排放。
因此,生产工艺流程的设计是一项非常复杂而细致的工作,除了极少数工艺流程十分简单外,都要经过反复推敲,精心安排,不断修改和完善才能�善才能完成。
随着生产工艺流程设计的不断展开,就需要绘制生产工艺流程示意图、生产工艺流程草图和生产工艺流程图等。
� 一般在编制设计方案时,生产方法和生产规模确定后就可以考虑设计并绘制生产工艺流程示意图了。
有了工艺流程示意图就可以进行物料衡算、能量衡算以及部分设备计算,然后才可以进行生产工艺流程草图的设计及绘制。
待设备设计全部完成后,再修改和补充工艺流程草图,由流程草图和设备设计进行车间布置,根据车间布置图再来修改工艺流程草图,最后得出工艺流程图。
�本节在介绍工艺流程图基本知识的基础上,着重讲述工艺流程图的组成内容、各部件的绘制方法或标注要求,如生产工艺流程图中设备如何表示、物料管线如何绘制、仪器仪表如何表示等。
�3.1 工艺流程图的分类�较规范的工艺图流程图一般有以下3种。
�一、总工艺流程图� 也称全厂物料平衡图,用于表达全厂各生产单位(车间或工段)之间主要物流的流动路线及物料衡算结果。
�二、物料流程图�也称方案流程图,是在总工艺流程图的基础上,分别表达各车间内部工艺物料流程的图样。
见图12-8、图12-9。
�三、带控制点工艺流程图(三、带控制点工艺流程图(PID PID PID图)图)� 也称生产控制流程图或施工工艺流程图,它是以物料流程图为依据,内容较为详细的一种工艺流程图,见图12-10。
�3.2 工艺流程图的绘制要求� 工艺流程图是工艺设计的关键文件,它以形象的图形、符号、代号,表示出工艺过程选用的化工设备、管路、附件和仪表等的排列及连接,借以表达在一个化工生产中物量和能量的变化过程。