评片表
- 格式:doc
- 大小:83.00 KB
- 文档页数:2



英语电影评分表影片信息影片名称:[影片名称]导演:[导演姓名]类型:[影片类型]发行日期:[发行日期]评分标准我们将使用以下评分标准对英语电影进行评分:1. 剧情(最多10分):剧情(最多10分):- 故事情节的吸引力和发展- 角色的复杂性和发展- 对观众的情感共鸣2. 表演(最多10分):表演(最多10分):- 演员的表演技巧和情感传达- 角色塑造的真实性和可信度- 配角的表演质量3. 视觉效果(最多10分):视觉效果(最多10分):- 摄影技术和画面质量- 舞台设计和布景效果- 视觉特效和CGI的使用4. 音乐和配乐(最多10分):音乐和配乐(最多10分):- 音乐的配乐效果- 配乐与剧情和氛围的契合度5. 导演技巧(最多10分):导演技巧(最多10分):- 叙事技巧和节奏掌控- 特殊镜头和编辑效果- 对整个影片的导演风格和创意评分条目请根据以上评分标准,对以下英语电影进行评分,并在后面的方框内填写分数:[电影名称1]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:[电影名称2]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:[电影名称3]:- 剧情:- 表演:- 视觉效果:- 音乐和配乐:- 导演技巧:总结在完成评分后,请计算每部电影的总分,并在每部电影后面总结推荐意见:[电影名称1]:- 总分:- 推荐意见:[电影名称2]:- 总分:- 推荐意见:[电影名称3]:- 总分:- 推荐意见:以上是英语电影评分表,我们鼓励您尽快完成评分,并分享您的观点和推荐意见。
谢谢!。

报告编号:压力容器定期检验报告设备品种:____________________________________ 设备代码:____________________________________ 使用单位:____________________________________ 单位内编号:__________________________________ 检验类别:____________________________________ 检验日期:____________________________________报告编号:(印制检验单位名称)注意事项1•本报告为依据《压力容器定期检验规则》(TSG R7001)对在用压力容器进行定检验的结论报告,检验结论代表该压力容器在检验时的安全状况。
2.本报告应当由计算机打印输出,或者用钢笔、签字笔填写,字迹要工整,涂改无效。
3.结论报告无编制、审核、批准人员等签字,以及检验机构核准证号、检验专用章或者公章无效。
4.本报告一式两份,由检验机构和使用单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
检验机构地址:邮政编码:联系电话:电子邮件:报告编号:报告编号:共页第页报告编号:共页第页报告编号:注:检验结果栏中,打“V”表示无问题或者合格的检验项目,打“X”表示有问题或者不合格的检验项目,填写“无此项”表示实际没有的检验项目,划“一”表示无法检验的项目。
共页第页共页第页报告编号:注:测厚记录表格不够时,可以按照测厚记录格式增加续页;名义厚度和实测最小厚度的栏目根据实际的测定部位的情况填写。
本附录的有关单项报告、记录的数据栏目不够时,可以按照其相应的报告、记录格式增加续页,以下类似的均同。
共页第页报告编号:注:本校核不代替设计计算,不免除设计者责任。
共页第页共页第页射线检测报告报告编号:超声波检测报告共页第页报告编号:衍射时差法(TOFD )超声检测报告报告编号:共页第页共页第页报告编号:共页第页报告编号:共页第页共页第页声发射检测报告报告编号:共页第页材料成分分析报告报告编号:共页第页报告编号:共页第页报告编号:共页第页安全附件检验报告报告编号:共页第页共页第页。
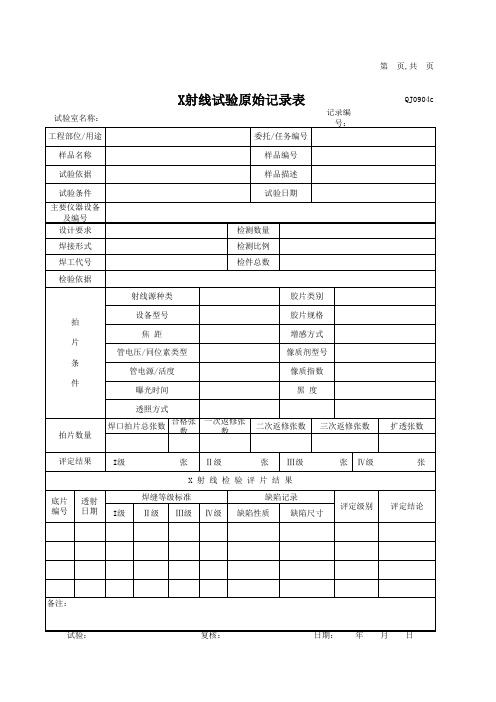
湖南省特种设备射线探伤Ⅱ级人员评片考核说明1、每袋10张底片,每张底片上的编号应与评定考核表上的序号相对应。
2、考核时间为50分钟(包括填写评片记录时间),不能超过15分钟。
超时小于或等于5分钟扣2分,超时5~10分钟内扣6分,超时10~15分钟扣10分。
3、焊缝型式、施焊位置、焊接方法在相应的栏内打“√”表示。
4、每张底片的缺陷评定分布图栏范围为该底片有效评定范围的缺陷记录区。
缺陷记录位置按底片左上方编号为准填入相应位置上,管焊缝缺陷分布图方位以该片的拍片编号正向摆放为准。
各缺陷的代号为:裂纹代号为“A”,未熔合代号为“B”,未焊透代号为“C”,条形缺陷代号为“D”,圆形缺陷为“E”。
各缺陷的定量值记录在代号的后面。
例如;8毫米长的裂纹记录为“A8”,圆形缺陷换算成9点记录为“E9”等等。
线性缺陷有几条集中一起,定量值为最长者,条数记录其后,如某处有3条裂纹在一起,最长者为10毫米,记录成“A10×3”。
5、有伪缺陷、咬边(包括内咬边)、凹陷、烧穿、焊瘤等可在备注栏注明,不参加评级。
6、由于材质或结构等原因,进行返修,可能会产生不利后果的对接焊接接头,各级别的圆形缺陷点数可以放宽1~2点。
此条本次考试不执行。
7、通常将黑度大的圆形缺陷定义为深孔缺陷,当对接焊接接头存在深孔时,其质量级别应评为Ⅳ级。
8、小径管圆形缺陷只有10mm×10mm评定区,综合评级是在条形缺陷评定区内同时存在多种缺陷时,应进行综合评级,对各类缺陷分别评级,取质量最低的级别作为综合评级的级别,当各类缺陷的级别相同时,则降一级作为综合评级的级别。
9、此表按新考证人员考核打分(满分60分),复试人员其成绩应乘以10/6的系数(满分100分)。
10、评级仅限于搭接标记范围内(包括丁字焊缝)的缺陷,没有搭记标记的评整张片。
11、评片时,对底片应妥善保护,严禁对底片污损,对故意污损人员,除经济赔偿外,考试按不合格论处,并通报考生单位。
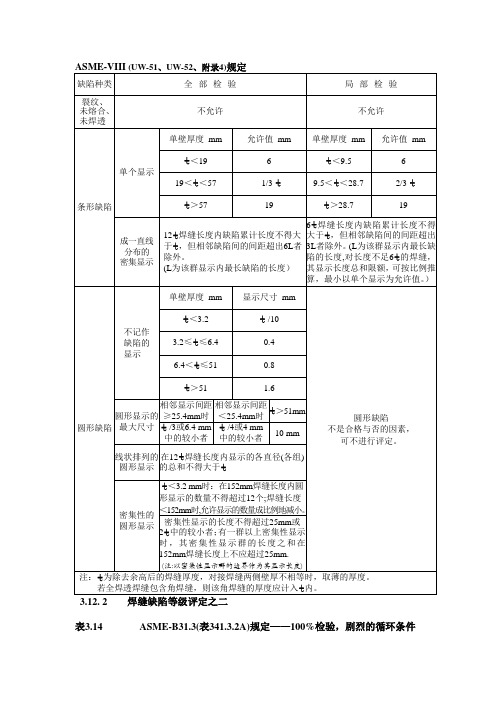
ASME评片标准1.不允许的缺陷:任何显示特征为裂纹或未熔合或未焊透区域。
2.条形缺陷:(长宽比≥3:1)任何其他条形显示长度大于:t<19mm 6mm19mm≤t≤57 1/3tt>57mm 19mm注:⑴其中t为除去允许的焊缝余高后的焊缝厚度。
⑵任何一群成一直线分布的显示,在12t的长度内累计长度大于t值,但相邻缺陷间的间距超出6L者除外。
在这里L为该群显示内最长缺陷的长度。
3.圆形缺陷的判定:a.不记作缺陷的显示,只有超过下列尺寸的圆形显示才记作缺陷:t<3mm时为1/10t3mm≤t≤6mm时为0.4mm6mm<t≤50mm时为0.8mmt>50mm时为1.6b.圆形显示的最大尺寸:任何显示的最大许可尺寸应为1/4t或4mm中的较小者,但与相邻显示相距25mm或更远的单个显示例外,他可以等于1/3t或6mm中的较小者,对t大于50mm的,单个显示的最大许可尺寸应增加到10mm。
c.线状排列圆形显示:在长度等于12t内显示个直径的总和小于t时,线状排列圆形显示是合格的,见图4-1,各组线状排列圆形显示的长度及各组显示之间的间距应符合4-2的要求。
d.间距:相邻圆形显示之间的距离不是决定验收或拒收的因素,但对于单个显示或各组线状排列的显示距离的要求除外。
e.圆形显示判定图:性质为缺陷的圆形显示不应超过图中所示的尺寸。
图4-3至4-8表明大于3mm的不同焊缝厚度分类排列的各种不规格分布和密集的圆形显示。
这些图表示了圆形显示的最大密集度的合格范围。
个厚度的图代表的是150mm长实尺的射线照片,不应放大或缩小。
所标明的各种分布不是必然的射线片上可以出现的图形,但都是许可的典型密集度和尺寸。
f.小于3mm的焊缝厚度t:当t小于3mm时,在长度为150mm 的焊缝上的圆形显示数量不应超过12个。
在长度小于150mm的焊缝上,允许显示的数量应成比例的减小。
g.密集性显示:在例图中,在一局部面积上的密集性显示数量多达不规则显示数量的4倍。