冷氢化技术
- 格式:pdf
- 大小:90.19 KB
- 文档页数:1
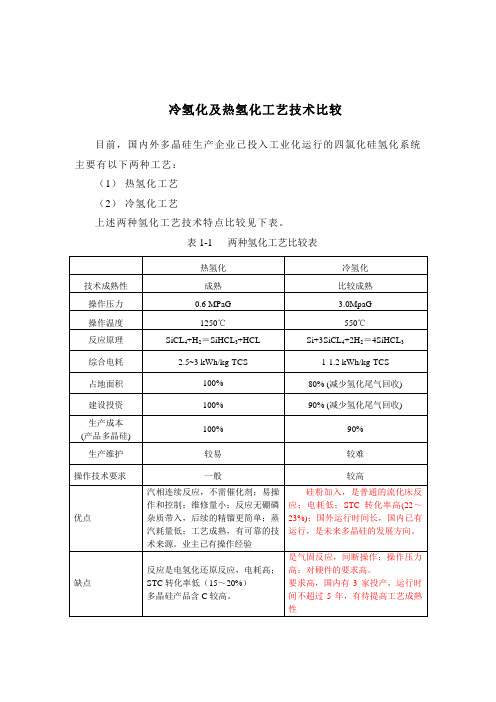
冷氢化及热氢化工艺技术比较目前,国内外多晶硅生产企业已投入工业化运行的四氯化硅氢化系统主要有以下两种工艺:(1)热氢化工艺(2)冷氢化工艺上述两种氢化工艺技术特点比较见下表。
表1-1 两种氢化工艺比较表综上比较,这二者各有其特点。
考虑到低能耗、投资省的优势,建议2.冷氢化工艺技术说明2.1 冷氢化工序原料及装置配置说明冷氢化工序原料来源有以下两种:(1)以外购四氯化硅(STC)为原料,以下简称Case1。
(2)以外购硅粉、液氯为原料、只转化多晶硅装置内部四氯化硅(STC),以下简称Case2。
上述两种原料来源所需多晶硅装置配置的生产工序见下表。
表2-1两种冷氢化来源生产工序配置对照表备注1:粗馏是与精馏相对设立的工序,主要用于处理自冷氢化工序出来的杂质含量比较高的氯硅烷,将其提纯到送入精馏工序作进一步处理的纯度要求。
将粗馏和精馏分开设置的原因是基于冷氢化工序出来的氯硅烷和还原单元返回的氯硅烷是否混合,可根据客户的要求采取灵活的不同精馏工艺路线而设置。
考虑本项目与国内中、东部地区从多的多晶硅生产企业不同,其周边仅有的几家多晶硅生产企业都建设有热氢化单元(如鄂尔多斯多晶硅业有限公司)和冷氢化单元(如内蒙峰威多晶硅业有限公司),没有多余的STC外卖,而长距离外运STC作原料既不可靠,经济上也不合理。
因此,本报告建议二期工程采用以外购硅粉、液氯为原料,只转化多晶硅装置内部四氯化硅(STC)的工艺路线。
本项目二期工程2500吨/年太阳能级多晶硅装置以外购四氯化硅(STC)为原料的总物料平衡图见附图1。
本项目二期工程2500吨/年太阳能级多晶硅装置以以外购硅粉、液氯为原料、只转化多晶硅装置内部四氯化硅(STC)的总物料平衡图见附图2。
2.2 冷氢化单元主要组成冷氢化单元由以下主要工序组成:(1)冷氢化工序(2)粗馏工序(3)配套的中间罐区2.3 冷氢化单元工艺流程简述(1)冷氢化工序工业级硅粉送至硅粉干燥器,干燥后排入硅粉中间仓。

冷氢化操作规程一、工艺流程1岗位流程将经过干燥的硅粉、催化剂(氯化铜)和受热汽化混合的气体(四氯化硅、氯气、氯化氢)按照规定的摩尔比进入氢化反应炉(R3101)内,在汽化固流化床的条件下,反应生成三氯氢硅气体;工艺气体经过多级的除尘除杂、冷凝、分离、冷却过程后,废渣料进入四氯化硅蒸化罐分离四氯化硅,废料进入淋洗处理,冷却气体进入压缩机升压再次进入汽化混合工序,液化(四氯化硅、三氯氢硅和二氯二氢硅)输送进入精馏、精馏工序提纯至满足要求后,三氯氢硅送还原工序使用,四氯化硅再次送入汽化混合工序循环使用,少量的二氯二氢硅进入反歧化装置;从装置过滤、沉降、解析等装置收集的废气进入尾气淋洗塔处理,渣浆进入液体淋洗塔处理。
2 工艺流程简介首先将40-120目的工艺硅粉人工加入烘粉炉(E3108)蒸汽进行干燥,烘粉炉加入量5吨/批次,并通过氮气电加热器(E3107)置换、干燥硅粉,干燥器温度200℃,时间8小时除尽空气、水分后,向硅粉接受罐(V3106)、计量罐(V3107)进料。
将40-120目的催化剂(氯化铜)人工加入催化剂接受罐(V3108)进行氮气置换除尽空气、水分后,以氢气置换氮气氛围合格,根据硅粉进料而向计量罐(V3107)进料(硅粉与催化剂混合加入的质量比为100:2或100:1);外界氢气进入压缩机(C3101→C3102)气体压缩机增压至3.2MPa左右,由外界四氯化硅进入四氯化硅缓冲罐(V3101)增压输送至四氯化硅预热器(E3101),氢气和四氯化硅的加入摩尔比为2:1左右,预热后的氢气与四氯化硅进入按照规定的比例经过静态混合器(M3101)混合后进入四氯化硅汽化器混合,混合后的气体(四氯化硅、氢气、氯化氢)四氯化硅过热器继续汽化混合后,混合气进入电加热器升温至550℃左右。
预先将压缩氢气通入氢化炉内并注入一定的硅粉、催化剂底料,建立流化床之后,将四氯化硅与氢气混合气通入氢化炉流化床(R3101)内,在530-590℃、2.2-2.9MPa左右的气固流化床条件下,反应生成三氯氢硅气体。

冷氢化技术综述采用多晶硅工厂的副产物四氯化硅(STC)作原料,将其转化为三氯氢硅(TCS),然后将三氯氢硅通过歧化反应生产硅烷。
80年代初,为得到低成本、高纯度的多晶硅,又进行了一系列的研究开发。
其中高压低温氢化工艺(以下简称冷氢化)就是一项能耗最低、成本最小的四氯化硅《STC》三氯氢硅《TCS》的工艺技术。
90年代,为了提高多晶硅产品纯度,满足电子工业对多晶硅质量的要求,开发了高温低压STC氢化工艺,这两种工艺的比较如下:综上比较,二者各有优缺点,但低温高压冷氢化工艺耗电量低,在节能减排、降低成本方面具有一定的优势。
国内多晶硅新建及改、扩建单位可以根据项目的具体情况、自身的优势及喜好,择优选定。
冷氢化主要反应式如下:Si+ 2H2 + 3SiCl4< 催化剂> 4SiHCl3(主反应)SiCl4+Si+2H2 = 2SiH2Cl2(副反应)2SiHCl3 = SiCl4+SiH2Cl2(副反应)典型的冷氢化装置组成如下:一个完整的冷氢化系统大致包括以下6大部分:1、技术经济指标:包括,1)金属硅、催化剂、补充氢气、STC、电力的消耗,2)产品质量指标,3)STC转化率,4)公用工程(氮气、冷却水、冷媒、蒸汽及导热油);2、主装置:包括,1)流化床反应器、2)急冷淋洗器,3)淋洗残液的处理系统,4)气提,5)加热及换热装置;3、原料系统:包括,1)硅粉输送,2)催化剂选用及制备,3)原料气体的加热装置;4、粗分离系统:包括,1)脱轻,2)脱重,3)TCS分离;5、热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收,氯硅烷物流热量综合利用;热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收;6、物料处置及回收系统:包括,1)淋洗残液中的氯硅烷回收,2)脱重塔残液中的氯硅烷回收,3)轻组分中的氯硅烷回收,4)固废处理,5)氯硅烷废液处理。

洛阳晶辉新能源科技有限公司1、低温氢化技术方案“低温氢化”反应原理为:四氯化硅(SiCl4)、硅粉(Si)和氢气(H2)在500℃温度和1.5MPa 压力条件下,通过催化反应转化为三氯氢硅(SiHCl3)。
化学反应式为:3SiCl4+Si+2H2=4SiHCl3行业“低温氢化”虽然比“热氢化”具有能耗低、设备运行可靠的优点,但是尚存一些不足:(1)实际转化率偏低——四氯化硅(SiCl4)实际转化率一般在18%左右;(2)催化剂稳定性差——导致催化剂寿命短、消耗量大、成本高;特别是催化剂载体铝离子容易造成“铝污染”;(3)设备复杂、系统能耗大——工作温度高,所以氢化炉需要内或外加热,设备复杂,系统无有效的能量回收装置,系统能耗高。
3)“催化氢化”技术方案针对上述四氯化硅(SiCl4)冷、热氢化存在的缺点和问题,洛阳晶辉新能源科技有限公司和中国工程院院士、中石化权威催化剂和化工专家合作,在传统“低温氢化”基础上进行改良,自主创新开发出了新一代“改良低温氢化”技术——“催化氢化”。
(1)“催化氢化”技术路线⌝开发高活性多元纳米催化剂——在现有单活性金属基础上,引入第二活性金属,并采用特殊负载工艺,使活性金属呈纳米状态,提高催化剂活性;开发高稳定性催化剂载体——解决现有催化剂稳定性差问题,延长催化剂使用寿命,同时解决“铝污染”;(2)“催化氢化”技术特点催化剂活性高,特别是反应⌝选择性好——四氯化硅(SiCl4)单程率达到22%,以上(最高可达25%);⌝实现热量耦合、节约能源——需要的外加热量小,减少系统能源消耗;催化剂稳定性好——寿命长、用量小、避免了Al2O3 分解带来的“铝污染”;反应温度进一步降低,反应炉不需要内(或外)加热,并设能量综合回收装置,降低了系统能耗;⌝系统用氢细致划分,由电解氢改良为多晶硅生产过程的回收氢气,既节约了制氢站电解氢的消耗量,同时也有利于提高多晶硅生产中氢气的质量;良好的除尘技术和反应渣吹除技术,保证系统的稳定运行、安全环保,减少了环境污染。

冷氢化技术综述(上)20世纪70年代美国喷气推进实验室(JPL)在美国能源部的支持下组织研究新硅烷法工艺过程中,采用多晶硅工厂的副产物四氯化硅(STC)作原料,将其转化为三氯氢硅(TCS),然后将三氯氢硅通过歧化反应生产硅烷。
80年代初,为得到低成本、高纯度的多晶硅,又进行了一系列的研究开发。
其中高压低温氢化工艺(以下简称冷氢化)就是一项能耗最低、成本最小的STC 转化为TCS的工艺技术。
该工艺被UCC(Union Carbide Corporation)公司在80年代中后期进一步的完善,实现了从实验装置到工业化运行的跨越,目前REC 在华盛顿州的多晶硅工厂所采用的此项工艺仍在运行中。
因此,毋庸置疑,冷氢化技术的原创应当是UCC,目前流行的各类流化床冷氢化工艺只是在UCC的基础上“整容,而非变性”(易中天语)!90年代,为了提高多晶硅产品纯度,满足电子工业对多晶硅质量的要求,开发了高温低压STC氢化工艺,这两种工艺的比较如下:综上比较,二者各有优缺点,但低温高压冷氢化工艺耗电量低,在节能减排、降低成本方面具有一定的优势。
国内多晶硅新建及改、扩建单位可以根据项目的具体情况、自身的优势及喜好,择优选定。
冷氢化主要反应式如下:Si+ 2H2 + 3SiCl4 < 催化剂 > 4SiHCl3 (主反应)SiCl4+Si+2H2 = 2SiH2Cl2 (副反应)2SiHCl3 = SiCl4+SiH2Cl2 (副反应)典型的冷氢化装置组成如下:一个完整的冷氢化系统大致包括以下6大部分:1、技术经济指标:包括,1)金属硅、催化剂、补充氢气、STC、电力的消耗,2)产品质量指标,3)STC转化率,4)公用工程(氮气、冷却水、冷媒、蒸汽及导热油);2、主装置:包括,1)流化床反应器、2)急冷淋洗器,3)淋洗残液的处理系统,4)气提,5)加热及换热装置;3、原料系统:包括,1)硅粉输送,2)催化剂选用及制备,3)原料气体的加热装置;4、粗分离系统:包括,1)脱轻,2)脱重,3)TCS分离;5、热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收,氯硅烷物流热量综合利用;热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收;6、物料处置及回收系统:包括,1)淋洗残液中的氯硅烷回收,2)脱重塔残液中的氯硅烷回收,3)轻组分中的氯硅烷回收,4)固废处理,5)氯硅烷废液处理。

合成冷氢化工艺流程是什么引言合成冷氢化工艺是一种重要的工业化学过程,用于合成冷氢。
冷氢是一种在低温环境下存在的氢气,广泛应用于氢能源、航天航空等领域。
本文将介绍合成冷氢化工艺的流程,包括原料准备、反应、分离等环节。
原料准备合成冷氢化工艺的原料主要包括氢气、甲烷和反应催化剂。
氢气通常以工业级氢气的形式购买,并经过净化处理以去除杂质。
甲烷则是从天然气或其他合成气源中提取得到的,并经过预处理以去除不纯物质。
反应催化剂是一种促进氢化反应的物质,通常选择合适的金属催化剂,如镍或铂。
反应合成冷氢化工艺的核心步骤是反应。
在一个密闭的反应器中,将氢气、甲烷和反应催化剂混合,以确保它们充分接触。
然后,将反应器加热至适当的温度,通常在200-300摄氏度之间。
高温有助于催化剂的活性,并促进氢气和甲烷的反应。
在反应进行的同时,也需要控制反应器内的压力,通常在10-50兆帕(MPa)之间。
这可以通过调整氢气的流量来实现。
在反应过程中,氢气与甲烷发生氢化反应,生成乙烷和水。
氢化反应是一个热力学上可逆的反应,因此需要在合适的条件下进行,以提高反应产率。
反应速率和产物选择性取决于反应温度、压力和催化剂的性质。
因此,优化反应条件是合成冷氢化工艺流程中的重要环节。
分离在氢化反应结束后,需要对反应混合物进行分离,以得到纯净的冷氢。
分离步骤一般包括冷凝、吸附和脱附等过程。
首先,通过冷凝将气态产物中的水蒸汽冷凝为液态水。
这可以通过将产物气体冷却至低温并使用冷却器来实现。
冷凝后的液态水可以通过沉淀或其他分离工艺去除。
接下来,采用吸附剂将乙烷吸附并分离出来。
常用的吸附剂包括活性炭和硅胶。
通过在吸附床中通入产物气体,乙烷会被吸附在吸附剂上,从而实现分离。
最后,通过脱附将吸附剂上的乙烷脱附出来。
这可以通过改变温度或加压来实现。
脱附的乙烷可以进一步处理或收集供其他用途。
结论合成冷氢化工艺是一种用于合成冷氢的重要过程。
本文介绍了该工艺的流程包括原料准备、反应和分离。
提高冷氢化装置四氯化硅转化率发布时间:2022-04-23T02:40:40.192Z 来源:《中国建设信息化》2021年第26卷10月第20期作者:吴军甫[导读] 高纯多晶硅是电子信息产业和太阳能光伏产业的基本原料。
吴军甫新疆协鑫新能源材料科技有限公司昌吉 831100摘要:高纯多晶硅是电子信息产业和太阳能光伏产业的基本原料。
工业化大规模生产多晶硅的主要方法是改良西门子法和流化床法,分别以三氯氢硅和硅烷为主要原料。
基于三氯氢硅歧化法的三氯氢硅和硅烷制备的多晶硅生产过程中会产生大量的副产物四氯化硅。
目前多晶硅生产企业基本采用四氯化硅转化为三氯氢硅或以四氯化硅为原料制备白炭黑的方法,实现闭环生产和综合利用,提高了企业的经济效益,解决了问题。
关键词:四氯化硅(STC);三氯氢硅(TCS);转化技术;四氯化硅是西蒙法生产高纯多晶硅中产量最大的副产物,是一种高腐蚀性有毒物质。
目前我国多晶硅大规模生产即将兴起,解决其副产物四氯化硅最有效的方法是将其转化为三氯氢硅。
重点介绍了国内外四氯硅烷氢化硅烷化技术的技术特点和研究进展,如热氢化、冷氢化、氢氯化和等离子氢化。
一、冷氢化技术内容及原理1. 冷氢化技术内容。
在四氧化硅经过催化作用生成三氯氢硅的过程中,主要将铜基或者镍基金属化合作为催化剂,要求操作环境内部的温度是在 500 摄氏度到 600 摄氏度之间,空间压力值在 2MPa 到4MPa之间,然后对四氯化硅以及氢气的混合物进行升温之后将其通入流化床,而四氯化硅和氢气在流化状态下就会与硅粉反应,该反应为吸热化学反应,这个反应结果所生成的主要产物就是三氯氢硅,而其他副反应还会生成二氯二氢硅和金属氯化物以及一部分的高低沸物等化学生成物,上述过程中主要体现的化学表达式如下:2.冷氢化技术原理。
就国内目前的技术水平来看,多晶硅冷氢化技术主要分为两个类型,一种是高压低温冷氢化技术,另外一种就是氯氢化技术,接下来我们来分别进行介绍。
冷氢化的工艺原理
冷氢化的工艺原理
冷氢化是一种发射质子的物理改性技术,可以提高材料的机械性能,以及耐腐蚀性和热稳定性。
它是将大气中的氢原子和离子投射到外表层,并在外表层形成一层硬质深度层。
冷氢化工艺原理包括了冷氢化处理,以及改善外表层性能的一系列步骤。
第一步是冷氢化处理本身。
冷氢化过程一般分为充放电,冷氢震荡处理和冷原子等步骤,可根据要求调节氢浓度,氢温和氢数量来调节外表层性能。
充放电是冷氢化处理的关键,充放电可以使活化后的氢原子及其离子向外表层投射,并与表面原子结合,从而形成一层硬质的深度层。
第二步是进行机械处理。
机械处理是指使用研磨等机械装置处理外表层,以改善表面性能。
根据要求可以采用研磨抛光,搓毛,热处理等多种方法。
第三步是进行物理性能处理,这一步是对氢化外表面进行表面处理以提高材料的物理性能,常用的处理方法包括溶剂处理,熔融处理,化学处理,渗碳处理等。
第四步是进行加工处理,这一步是采用机械加工处理外表层,以增强表面的机械性能,这种处理方法包括钻孔,切割,钝化,冷镦和锈蚀等。
第五步是表面涂层处理,这一步是对外表层进行表面涂层,以改善材料的耐腐蚀性和热稳定性,并阻止空气中的氧化物进入表面,常
用的表面涂料处理包括镀铬,锌,锡,铬和其他金属涂层等。
总之,冷氢化是一种重要的物理改性技术,能够提高材料的机械性能,耐腐蚀性和热稳定性,是工业制造中常用的技术。
注:本文为笔者个人观点,欢迎大家讨论,不足之处,还请指正!如有转载,请告知并注明出处!前两天有一位朋友问笔者冷氢化电加热器的损坏问题,由于目前国内的多晶硅生产企业真正运行冷氢化系统的没有几家,因此一直没有过多的进行关注。
但看到他发过来的照片,发现加热器损坏还是蛮严重的。
再结合以前就听说冷氢化经常因为设备、管道堵塞而不能正常运营,因此这两天静下心来仔细研究了一下冷氢化设备和工艺,结合笔者以前的经验提出自己对冷氢化的一些想法,供大家讨论。
或许是基于提升自身竞争优势原因,国内企业一直将冷氢化搞得非常神秘,不管有没有开车,开车是否正常,都将其限定在特定的人群,一定的范围之中。
这样从表面上来看,技术保密对于企业非常重要,但是从生产运行的角度来看,过度的保密反而影响企业的生产技术发展,这点在企业没有完全掌握此项技术的时候表现的更为明显。
没有开放式的共同研究,单凭有限的人员对工艺包的消化,很难快速的达到预期的效果。
这一点需要国内的生产企业重新进行审视。
一、冷氢化技术的发展史:根据冷氢化技术的专利申请人美国LXE公司技术顾问Larry Coleman的介绍,冷氢化专利由其于1980提出,1982年批准,2002年过期。
整个冷氢化的发展经历了以下过程:(1)1948年,联合碳素UCC的分公司林德气体为了找到一种合成TCS的方法而最先开发了冷氢化技术,但在当时生产TCS是为了制备有机硅而非高纯硅。
(2)1950~1960,林德公司在西维吉尼亚建了一个用冷氢化技术生产TCS的生产线。
同时,他们发现用Si+HCl的方式(合成法)来生产TCS更加经济,于是就将冷氢化技术搁置。
(3)1973年,当第一次石油危机来临后,美国政府开始寻找石油的替代能源,太阳能就是其中之一,很多公司参与了与之相关的研究(包括多晶硅的生产),其中包括UCC。
(4)1977年,美国总统卡特授权美国航空航天署NASA寻找降低太阳能电池板生产成本的方法。
冷氢化技术综述采用多晶硅工厂的副产物四氯化硅(STC)作原料,将其转化为三氯氢硅(TCS),然后将三氯氢硅通过歧化反应生产硅烷。
80年代初,为得到低成本、高纯度的多晶硅,又进行了一系列的研究开发。
其中高压低温氢化工艺(以下简称冷氢化)就是一项能耗最低、成本最小的四氯化硅《STC》三氯氢硅《TCS》的工艺技术。
90年代,为了提高多晶硅产品纯度,满足电子工业对多晶硅质量的要求,开发了高温低压STC氢化工艺,这两种工艺的比较如下:综上比较,二者各有优缺点,但低温高压冷氢化工艺耗电量低,在节能减排、降低成本方面具有一定的优势。
国内多晶硅新建及改、扩建单位可以根据项目的具体情况、自身的优势及喜好,择优选定。
冷氢化主要反应式如下:Si+ 2H2 + 3SiCl4 < 催化剂 > 4SiHCl3(主反应)SiCl4+Si+2H2 = 2SiH2Cl2(副反应)2SiHCl3 = SiCl4+SiH2Cl2(副反应)典型的冷氢化装置组成如下:一个完整的冷氢化系统大致包括以下6大部分:1、技术经济指标:包括,1)金属硅、催化剂、补充氢气、STC、电力的消耗,2)产品质量指标,3)STC转化率,4)公用工程(氮气、冷却水、冷媒、蒸汽及导热油);2、主装置:包括,1)流化床反应器、2)急冷淋洗器,3)淋洗残液的处理系统,4)气提,5)加热及换热装置;3、原料系统:包括,1)硅粉输送,2)催化剂选用及制备,3)原料气体的加热装置;4、粗分离系统:包括,1)脱轻,2)脱重,3)TCS分离;5、热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收,氯硅烷物流热量综合利用;热能回收系统,包括:1)流化床出口氢化气的热量回收,2)急冷塔出口淋洗气的热能回收;6、物料处置及回收系统:包括,1)淋洗残液中的氯硅烷回收,2)脱重塔残液中的氯硅烷回收,3)轻组分中的氯硅烷回收,4)固废处理,5)氯硅烷废液处理。
冷氢化技术
链接:/baike/2006.html
冷氢化技术
多晶硅因生产过程中产生的副产品四氯化硅有剧毒和腐蚀性,加之生产所需电耗极高,该行业在早年被视作高耗能高污染行业。
而冷氢化技术就是将四氯化硅在低温高压环境下转化为三氯氢硅。
这样不仅可避免环境污染,生产多晶硅的另一重要原材料三氯氢硅也可在制造过程中循环产生。
三氯氢硅差不多能占到多晶硅生产成本的27%上下,是除去电耗和折旧之后最主要的成本。
国内冷氢化技术在降低生产成本上最著名的例子就是保利协鑫。
该厂商2009年初其成本大约为40美元/kg,之后两年冷氢化技改项目相继投产,去年年末其成本已下降至25美元/kg。
此次精功科技与朝阳绿色科技有限公司合资成立多晶硅生产线冷氢化公司。
对于本次投资,精功科技毫不讳言就是瞄准国内正在开启的冷氢化市场。
公告中显示,合资公司未来将向多晶硅厂商提供冷氢化专有技术以及相关的建设、运营、生产与技术工程服务等整体解决方案。
今年1月工信部联手发改委发布了《多晶硅行业准入条件》,为这个在过去几年投资火热的行业设下了准入门槛,其中除规定了单条生产线产能规模标准外,还明确对企业生产技术提出了要求:单位电耗需低于明令标准,还原尾气中以四氯化硅为代表的副产品回收利用率不得低于98.5%。
这意味在现有生产工艺中,新建项目在对副产品四氯化硅的处理上必须配备冷氢化技术。
拥有存量生产线的厂商选
择做冷氢化技改已是可预见的趋势。
而乐山电力就才在9月14日公告,将投入7.5亿元对旗下3000吨/年的多晶硅生产线做冷氢化技改。
预计未来两到三年将会是我国多晶硅产业冷氢化改造的密集期,而目前国内多晶硅总产能大致在30万吨的规模,以乐山电力的投入计算,对应总投资将超过700亿元。
原文地址:/baike/2006.html
页面 1 / 1。