游标卡尺和螺旋测微器的读数方法
- 格式:ppt
- 大小:522.00 KB
- 文档页数:19
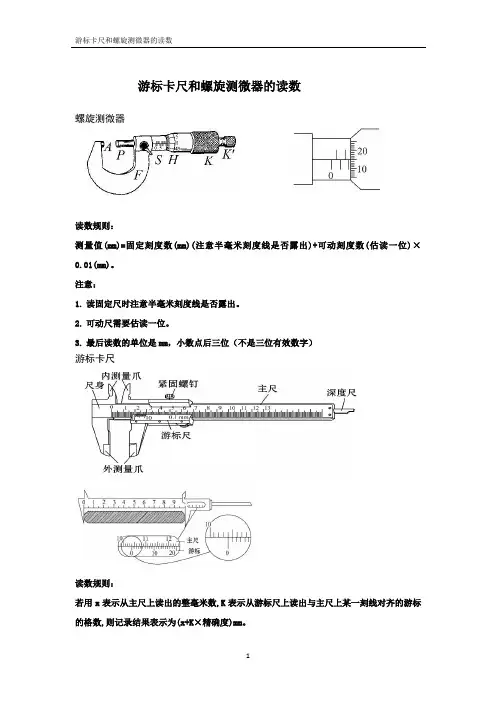
游标卡尺和螺旋测微器的读数螺旋测微器读数规则:测量值(mm)=固定刻度数(mm)(注意半毫米刻度线是否露出)+可动刻度数(估读一位)×0.01(mm)。
注意:1.读固定尺时注意半毫米刻度线是否露出。
2.可动尺需要估读一位。
3.最后读数的单位是mm,小数点后三位(不是三位有效数字)游标卡尺读数规则:若用x表示从主尺上读出的整毫米数,K表示从游标尺上读出与主尺上某一刻线对齐的游标的格数,则记录结果表示为(x+K×精确度)mm。
需要注意的是,不管是哪种卡尺,K值均不需要向后估读一位。
注意:1.主尺读数时,看的是游标尺O刻度线左侧的部分。
单位是cm(或mm)2.游标尺读数先得看游标的精确度。
3.游标尺不需要估读。
【典型例题剖析】例1:【2015 海南】某同学利用游标卡尺和螺旋测微器分别测量一圆柱体工件的直径和高度,测量结果如图甲和乙所示。
该工件的直径为cm,高度为mm。
【解析】游标卡尺读数为:d=12mm+4×0.05mm=12.20mm=1.220cm;螺旋测微器读数为:h=6.5mm+0.360mm=6.860mm。
答案:1.220 6.860【误区警示】游标卡尺的读数一般会错读为1.22cm,错误地认为最后一位是零可以省略。
由于读数的最后一位代表精确度,不能省略。
例2:【2014 海南】现有一合金制成的圆柱体。
为测量该合金的电阻率,现用伏安法测量圆柱体两端之间的电阻,用螺旋测微器测量该圆柱体的直径,用游标卡尺测量该圆柱体的长度。
螺旋测微器和游标卡尺的示数如图甲和图乙所示。
(1)由图读得圆柱体的直径为mm,长度为cm。
(2)若流经圆柱体的电流为I,圆柱体两端之间的电压为U,圆柱体的直径和长度分别用D 、L表示,则用D 、L 、I 、U 表示的电阻率的关系式为ρ= 。
【解题指南】解答此题应明确以下两点:(1)掌握游标卡尺、螺旋测微器的读数规则,特别是有效数字的位数;(2)理解欧姆定律和电阻定律。

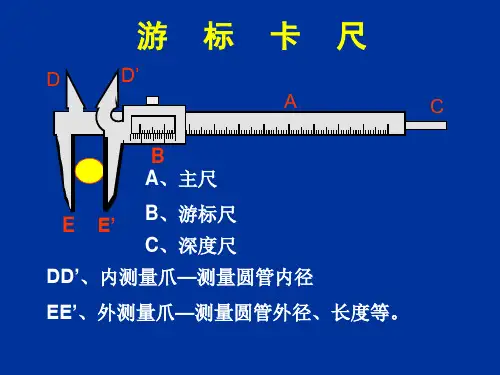
游标卡尺和螺旋测微器的读数方法1.游标卡尺:游标卡尺是一种常用的线尺,它由尺体、下巴、测头和游标组成。
下巴和测头分别用来夹持和测量被测物体,游标则用来读取尺度上的刻度。
(1)对齐:将被测物体置于下巴之间,并使其与下巴平行。
轻轻压住下巴,使其紧密贴合被测物体。
(2)读数:游标卡尺上的刻度分为主刻度和辅助刻度。
游标位于主刻度之间,并与其上的刻度线对齐,表示游标的读数。
由于游标卡尺上的主刻度通常表示毫米,而辅助刻度表示0.1毫米,所以游标卡尺的读数一般是主刻度读数加上游标对应的辅助刻度。
(3)注意事项:读数时要注意游标卡尺的零位偏差,即零点误差,因为游标卡尺的零点并不一定与尺体的起点完全对齐。
因此,在读数时,需要根据游标卡尺的零点位置进行修正。
如果游标卡尺的零点在刻度线的左侧,则需要将修正值减去,如果在右侧,则需要将修正值加上。
2.螺旋测微器:螺旋测微器是一种能够测量物体直径、长度和深度的测量工具,它通过螺旋旋转来测量被测物体的尺寸。
(1)对齐:将被测物体置于测头之间,并使其与测头平行。
轻轻旋转螺旋测微器,让测头与被测物体贴紧。
(2)读数:螺旋测微器上有一个刻度盘和一个刻度环。
刻度盘上的主刻度表示毫米,每个主刻度又被细分为10个辅助刻度,表示0.1毫米。
刻度环上的刻度线用于读取螺旋测微器的读数。
读数时,需要注意两个位置的刻度,一个是刻度盘上的主刻度,另一个是刻度环上与刻度盘对齐的刻度线。
读数时,先读取刻度盘上的主刻度,然后根据刻度环上与刻度盘对齐的刻度线的位置,确定辅助刻度的数量。
最后将两个读数相加,得到螺旋测微器的读数。
(3)注意事项:由于螺旋测微器的读数具有较高的精度,所以在读数时要注意准确对齐刻度线,避免读数误差。
此外,还应注意螺旋测微器的零点误差,读数时需要根据零点位置进行修正,修正方法与游标卡尺类似。
以上是游标卡尺和螺旋测微器的读数方法。
在实际使用时,还应结合具体的使用手册或指导,确保测量结果的准确性。

游标卡尺螺旋测微器读数
一、螺旋测微器的读数
1.螺旋测微器的构造:由固定刻度(主尺)和可动刻度(游标尺)组成,可
动刻度上有30个等分刻度,总长为29.90mm,与主尺长度的差值为0.1mm。
2.螺旋测微器的读数方法:先读固定刻度,再读可动刻度。
二、游标卡尺的读数
1.游标卡尺的构造:由主尺和游标尺组成,游标尺有10个等分刻度,总长为
9.95mm。
2.游标卡尺的读数方法:先读固定刻度,再读可动刻度。
三、注意事项
1.读数时,应估读到最小分度值的下一位;
2.使用螺旋测微器时,应先轻轻旋动旋钮,使测微螺杆与测砧接触,然后慢
慢转动棘轮;
3.使用游标卡尺时,应将主尺与游标尺的零刻度对齐,再缓慢移动游标尺,
直至听到主尺上两声金属声为止。
四、常见问题及解决方法
1.读数不准确:可能是由于测量面不干净或测量面磨损严重所致,应清洁测
量面或更换测量面;
2.测量结果不稳定:可能是由于测量力过大或测量面松动所致,应调整测量
力或紧固测量面。