比值分析仪资料
- 格式:pdf
- 大小:1.27 MB
- 文档页数:5
比值分析仪在硫磺回收装置中的应用
吴文星;盖迪;王颖
【期刊名称】《自动化应用》
【年(卷),期】2024(65)3
【摘要】介绍了H2S/SO2比值分析仪在某公司3套硫磺回收装置的使用情况,阐述了AMETEK 880NSL紫外光度法分析仪的检测原理、系统结构和使用注意事项,分析了近期比值分析仪发生的2起故障,同时针对目前分析仪在使用过程中存在的管理及技术问题,从备品备件管理、在线状态监控、取样伴热改进3个方面提出了改善建议,确保比值分析仪平稳、长周期、高效运行。
【总页数】4页(P184-187)
【作者】吴文星;盖迪;王颖
【作者单位】中国石油化工股份有限公司金陵分公司
【正文语种】中文
【中图分类】TH83
【相关文献】
1.AMETEK 880-NSL硫磺比值分析仪在硫回收装置中的应用
2.比值分析仪在硫磺回收中的应用
3.比值分析仪在硫磺回收装置中的应用
4.AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结
5.在线比值分析仪在化工硫磺回收工艺中应用与环境影响
因版权原因,仅展示原文概要,查看原文内容请购买。
硫磺回收装置比值分析仪常见故障原因分析与处理摘要:本文以阿美特克公司880-NSL型比值分析仪为例,重点探讨在采用克劳斯反应炉的硫磺回收装置使用中常见故障的原因分析、判断与排除,并针对这些故障进行了归纳分析。
?中国关键词:硫磺回收;比值分析仪;长周期运行?引言:在采用采用克劳斯反应炉的硫磺回收装置中,对反应炉配风比要求很高,因为如果酸性气中的硫化氢全部燃烧将转化为二氧化硫,无法在后续反应器中生成单质硫并进行回收,只有部分硫化氢燃烧时尾气中将同时存在硫化氢和二氧化硫,若燃烧后 H2S 与 SO2 的比率适当(2:1), 则催化转炉能把绝大部分酸气生成S和H2O,为保证达到以上效果需要一种仪器能够实时对尾气中硫化氢和二氧化硫浓度进行分析,为制硫炉配风提供依据。
比值分析仪能够通过测量尾气中H2S 与 SO2 含量并计算出比值,为自动控制配风量提供依据,为硫磺装置必须的重要仪器之一。
1. 阿美特克公司880-NSL型比值分析仪简介AMETEK 880NSL 型尾气分析仪使用光度计分析,持续监视克劳斯尾气中的H2S 与 SO2 含量,分析仪由电脑控制箱,加热箱,光度计组成,包括标准组件的光学系统。
这些部件集成安装公共基板上,整体直接安装在管道上,测量原理主要以贝尔-兰贝特定律,根据H2S 与 SO2对特定波长紫外线的光学吸收来进行浓度检测。
2. 比值分析仪常见故障的原因分析、判断与排除比值分析仪常见故障有分析仪无法进入采样循环、测量值不准、测量滞后、测量的H2S 与 SO2浓度%示值均为零、分析仪标定错误报警、低透光度报警等。
2.1 分析仪无法进入采样循环??2.1.1?现场检查分析仪控制器时钟是否被人为终止,如果被终止将不能进入采样循环,可在CONFIG/TEST 菜单下,2级口令进入,选择TIMER 确认ENTER,启动时钟。
2.1.2?测量池温度没有达到设定温度范围,达到145度(默认设定)+-10度后才能进入采样循环。
Galvanic盖瓦尼克H2S/SO2比值分析仪00加拿大Galvanic H-S/SO-比值分析仪加拿大Galvanic/brimstone公司是一家专业在线分析仪器公司。
公司成立于1993年,拥有多位超过20年硫磺回收装置分析检测经验的技术专家,专门从事克劳斯/超级克劳斯硫磺回收工艺紫外线分析仪的研发、生产及应用。
Brimstone公司研制生产的943TGX型H-S/SO-比值分析仪在全世界范围得到了广泛的应用,并取得广大用户的一致认可。
943TGX型比值分析仪是目前炼油、化工、天然气净化领域克劳斯及超级克劳斯工艺硫磺回收自动控制的理想选择。
加拿大Galvanic H-S/总硫分析仪产品特点:检测量程:0–50ppb to 0–100%精度可达1.5%,重复性优于1%Modbus串口通讯双路独立4–20 mA输出4报警响应时间低于20秒60–90 日纸带寿命可选CO2 检测传感器可选总硫检测选件防爆等级:Class 1, Div 1 GrouDiv 1 Grou主要特点:1、检测原理:紫外光吸收法。
2、检测器:采用先进的2048点CCD光敏检测器技术,分析仪检测精度能达到1%。
3、先进的工业微控技术:分析仪采用微型计算机系统,计算机系统可自动执行所有的运行、维护、自诊断故障处理步骤,包括启动样气流动、分析,在线校准,量程选择,出错检测,区域温度控制及出错自动反吹等功能,同时可进行诊断及设置。
4、专利设计的取样技术:943TGX型分析仪采用专利技术的取样管,将蒸汽伴热和空气冷却结合在一起,与专用的温度传感器结合使用,使硫蒸汽凝结成液态硫后滴回工艺管路。
加拿大Galvanic H-S/总硫分析仪产品特点:检测量程:0–50ppb to 0–100%精度可达1.5%,重复性优于1%Modbus串口通讯双路独立4–20 mA输出4报警响应时间低于20秒60–90 日纸带寿命可选CO2 检测传感器可选总硫检测选件防爆等级:Class 1, Div 1 GrouDiv 1 Grou加拿大Galvanic 903w H-S在线分析仪1、自动校准:频度用户选择2、零点漂移:<0.25%满量程每天(每小时自动清零一次)3、精度:±1.0%满量程4、灵敏度:±1.0%满量程5 重复度:±1.0%满量程6、响应时间:分析仪——瞬间,整个系统——取决于采管线物理指标尺寸:安装在外形尺寸为57”W×41”HX×16”D钢管架上重量:框架上整个系统——约250磅(不包括选伴)设施要求电气:110/220V-单相-50/60HZ -15A仪表风:间歇时<15SCFM 80psi(应用旋风式冷却器为最/大)氮气(零度气):瓶装气,带压力调节加拿大Galvanic公司是一家拥有50年的行业经验的分析仪器公司,总部设在加拿大卡尔加里,专注于硫化氢在线分析仪、总硫分析仪及硫磺回收装置配套比值分析仪的研发、生产和销售。
空燃比分析仪产品简介:空燃比分析仪是一种测量尾气中燃料/空气比值(AFR:air fuel ratio)的高精度测试仪器。
美国ECOTRONS推出的新一代尾气测试仪器ALM-S,可以测量汽油、柴油、压缩天然气、液化石油气、沼气、甲醇、乙醇等燃料燃烧后的尾气排放浓度,实时将空燃比信号反馈到电脑控制单元(ECU),最终达到净化尾气排放、提高燃料的燃烧效率和增强发动机输出功率的目的。
广泛应用于环保部门、汽车摩托车制造厂和汽车维修企业等。
理论上来讲,以化学计量空燃比混合的空气可以和燃料可以正好完全燃烧完毕。
但这实际上无可能发生。
因为实际的缸内燃烧过程极短,以6000转/分的发动机来说,可能只有4-5毫秒(从电火花点火到空气、燃料完全混合即曲轴转角转过约80°时)。
汽车的主要尾气净化装置催化转换器被设计工作在空燃比接近化学计量空燃比的状况下,只有在此范围内尾气才能得到最大限度的净化。
然而,如果在高负荷状态下使用化学计量空燃比,其高温导致混合气爆炸(即爆震现象),产生的高温高压将可能使发动机部件严重损毁。
以此实际上化学计量空燃比只用在低负荷状况下。
在需要大扭矩(高负荷以及起步加速阶段)的情况下,则使用浓混合气(较低的空燃比),以降低燃烧温度(虽然这样效率和排放净化效果较差),防止爆震和汽缸头过热。
我们先介绍一下什么是空燃比:混合比混合比是最常见的一个概述性的词语,用来大概描述燃料和空气混合的比例这一概念。
[编辑]空燃比(AFR)在内燃机中,空燃比是关于混合比最常见的说法。
即燃烧此时空气与燃料的质量比。
汽油的化学计量空燃比大约为14.8,柴油大约为14.3。
[编辑]燃空比(FAR)燃空比这一术语多用于燃气轮机工业。
[编辑]过量空气系数过量空气系数(λ)是指实际空燃比与化学计量空燃比的比值。
即λ=1时为化学计量空燃比,λ<1时为浓混合气,λ>1时为稀混合气。
在知道化学计量空燃比的情况下,过量空气系数和空燃比两者可以互相换算:实际上,由于燃料的组分甚至燃料的种类会改变,即化学计量空燃比会变化,所以过量空气系数这一相对数值比空燃比这一绝对数值有意义。
H2S/SO2比值分析仪的应用李百虎酸性水车间石油化工已成为当今世界经济社会发展的重要推动力量,然而石化行业的发展却对自然环境造成极大的破坏,日益威胁到人类健康和生存空间,如何保护环境和可持续发展是人类面临的共同课题,世界各国都制定了极为严格的环保法规。
我国也制定了《大气污染物综合排放标准》(GB 16297-1997)来限制SO2等大气污染物的排放,并将节能减排作为今后经济社会协调发展的一项长期中心任务,“十一五”期间我国更是将SO2和COD排放量作为减少排放的主要控制指标,而高含硫油的炼制在降低成本的同时也给炼油企业提出了新的挑战,提高硫磺回收装置的酸性气体回收率和制硫能力可有效降低排放到大气中的硫化物含量,对于环境保护和提升企业的经济社会效益至关重要。
1 硫磺回收的工艺原理酸性水装置主要由再生、硫磺回收、尾气处理和酸性水汽提等四部分组成。
来自上游装置的含H2S的干气、液态烃和瓦斯经醇胺溶液吸收和富液再生实现脱硫,分离出的富H2S酸性气与各装置酸性水经污水汽提分离出的酸性气,在脱水除杂后进入燃烧炉燃烧,产生大量硫蒸汽和气态硫化物。
高温过程气经余热炉和冷凝器脱硫后进入转化器,过程气中的H2S和SO2继续在催化剂床中反应生成硫,通过冷凝器分离出液态硫,并制成硫磺,即完成即硫磺回收过程,将剩余过程气加氢还原和冷却吸收后即可实现尾气处理过程,吸收液循环利用,净化后的尾气则经焚烧炉焚烧后排入大气。
在上述流程中,硫磺回收部分是整个装置的核心和关键,它既决定了硫的转化率和回收率,也是排放量达到环保指标的主要因素。
硫磺回收工艺采用改良的克劳斯(claus)部分燃烧法制硫。
该法是使含H2S的酸性气体在燃烧炉内与空气发生不完全燃烧,严格控制配风量,使H2S反应后生成的SO2量满足H2S与SO2的体积(分子)比等于或接近于2∶1,未反应的H2S与产生的SO2在没有催化剂的高温条件下发生反应,生成气态硫单质和水,随后冷凝分离出液体硫磺,脱硫后的过程气加热或与高温气掺和升温后进入催化反应器(即转化器),其中未反应的H2S和SO2在催化剂存在的条件下继续反应,生成气态硫单质和水,转化器生成的硫也经过冷凝后回收。
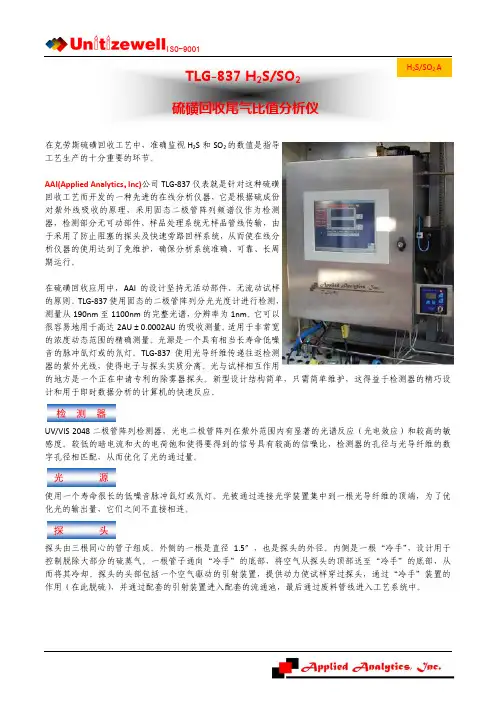
ISO-9001TLG-837 H2S/SO2 硫磺回收尾气比值分析仪 H2S/SO2A在克劳斯硫磺回收工艺中,准确监视 H2S 和 SO2 的数值是指导 工艺生产的十分重要的环节。
AAI(AppliedAnalytics, Inc)公司 TLG‐837 仪表就是针对这种硫磺 回收工艺而开发的一种先进的在线分析仪器,它是根据硫成份 对紫外线吸收的原理,采用固态二极管阵列频谱仪作为检测 器,检测部分无可动部件、样品处理系统无样品管线传输,由 于采用了防止阻塞的探头及快速旁路回样系统,从而使在线分 析仪器的使用达到了免维护,确保分析系统准确、可靠、长周 期运行。
在硫磺回收应用中,AAI 的设计坚持无活动部件、无流动试样 的原则。
TLG‐837 使用固态的二极管阵列分光光度计进行检测, 测量从 190nm 至 1100nm 的完整光谱, 分辨率为 1nm。
它可以 很容易地用于高达 2AU±0.0002AU 的吸收测量。
适用于非常宽 的浓度动态范围的精确测量。
光源是一个具有相当长寿命低噪 音的脉冲氙灯或的氘灯。
TLG‐837 使用光导纤维传递往返检测 器的紫外光线,使得电子与探头实质分离。
光与试样相互作用 的地方是一个正在申请专利的除雾器探头。
新型设计结构简单,只需简单维护,这得益于检测器的精巧设 计和用于即时数据分析的计算机的快速反应。
检 测 器 UV/VIS2048 二极管阵列检测器,光电二极管阵列在紫外范围内有显著的光谱反应(光电效应)和较高的敏 感度。
较低的暗电流和大的电荷饱和使得要得到的信号具有较高的信噪比,检测器的孔径与光导纤维的数 字孔径相匹配,从而优化了光的通过量。
光 源 使用一个寿命很长的低噪音脉冲氙灯或氘灯。
光被通过连接光学装置集中到一根光导纤维的顶端,为了优 化光的输出量,它们之间不直接相连。
头 探 探头由三根同心的管子组成。
外侧的一根是直径 1.5″,也是探头的外径。
880-NSL比值分析仪在制硫尾气分析中的应用摘要本文针对美国Ametek公司生产的880-NSL型H2S/SO2比值分析仪在庆阳石化公司0.3万t硫磺回收装置制硫尾气H2S/SO2比值分析中的应用,简单介绍了880-NSL型H2S/SO2比值分析仪的关键技术、工作原理、主要部件及性能。
关键词紫外分光;比值分析;光谱仪;硫磺回收;转化率1概述我国目前有近百套硫磺回收装置,普遍存在反应气中硫化氢与二氧化硫之比大幅度波动,影响装置转化率,排入大气的排硫量大,造成对大气的污染等诸多问题。
要解决以上问题,关键是推广应用一种先进、可靠的技术,准确及时的对制硫尾气中H2S、SO2组份在线分析,并准确核算出H2S/SO2比值,为提高H2S/SO2比值平稳率的控制方案提供分析数据,使反应过程气中H2S/SO2之比稳定,并尽量接近2:1,以改善硫磺回收装置的运行条件,为制硫燃烧炉、反应转化器提供最佳反应条件,提高硫磺回收的转化率,降低装置排入大气中的总排硫量,减少对大气的污染,达到安全环保的目的。
美国Ametek公司生产的880-NSL型H2S/SO2比值分析仪,由正压通风的电气箱,加热的样气箱和检测器组成,采用紫外分光技术,并首创取消了采样管道,直接将分析仪安装在工艺管道上,大大减少了硫磺结晶现象,满足了硫磺回收生产工艺介质有毒、强腐蚀、易结晶等特殊要求。
2 880-NSL比值分析仪工作原理880-NSL型H2S/SO2比值分析仪采用紫外分光技术,由正压通风电气箱、加热样气箱和检测器等组成。
大口径密封的不锈钢管作为无需再校正的光路基座,一部分在电气箱内,一部分在样气箱内并与检测器箱连通,作为光源的氙灯安装在管的左端电气箱内,光电检测器和前级放大器安装在管右端的检测器箱内,样气室位于管的中间。
由石英玻璃窗将电气箱、检测器箱与样气箱之间进行在管内隔离。
880NSL型分析仪的心脏部分是一个多波长、无散射的紫外可见光光谱仪,它测量了四路互不干涉的紫外光吸收率,其中三路用于测量硫化氢,二氧化硫和硫蒸汽的浓度,第四路波长作为参比基准以补偿和修正由于石英窗不干净、光强变化和其它干扰对测量精度的影响。
吸光度(AU)是用来衡量光被吸收程度的一个物理量,就是光线通过待测物质前的入射光强度与该光线通过待测物质后的透射光强度比值的对数,根据Beer-Lambert 定律,吸光度与物质的特征吸收、浓度以及测量光程成正比,如式(1)所示:0ln(()/())()AU I I L c λλσλ==⋅⋅ (1)式中:λ、L 、c 、σ (λ)分别为波长、测量光程、浓度和物质的特征吸收。
根据这个式(1),只要知道AU 、L 和σ (λ),便可计算出浓度c 。
然而,在实际的测量过程中,光强衰减并非只由物质吸收引起,特别是对大气,工艺管道气和烟气的测量过程中,引起光强衰减的因素常常还有瑞利散射(直径小于光波长的分子颗粒或粉尘颗粒引起)、米散射(直径远大于光波长的粉尘颗粒和水汽颗粒引起),以及肉眼可见的粉尘和水汽颗粒的遮光作用,因此式(1)需要修正表示为式(2):[]()()()()R M d AU L c σλελελελ=⋅⋅+++ (2)式中:εR (λ)、εM (λ)、εd (λ)分别为瑞利散射、米散射和遮光。
根据式(2),要完成大气或粉尘较多的工况条件下的测量无疑相当困难,因为后三种消光因素的影响程度都是未知的。
DOAS 技术的创始人Platt 发现,后三种消光因素随波长是缓慢变化的,而相当部分气体的吸收光谱同时包含随波长的快速变化和缓慢变化。
粉尘颗粒虽然会对吸收光谱的缓慢变化部分形成干扰,但对快速变化部分却几乎没有影响。
因此,只要从总的吸收光谱中剔除掉缓慢变化的部分,只用快速变化的部分来进行浓度计算,便可以得到很好的结果。
这就是DOAS 技术的核心思想:吸光度的快慢变化分离。
如图1所示以SO 2为例说明DOAS 技术分析过程。
0 引言自从20世纪30年代改良Claus 工艺实现工业化以后,以H 2S 酸性气为原料的回收硫生产工艺得到了快速发展。
经过半个世纪的快速发展,Claus 法工艺在催化剂研制、自控仪表应用/材质和防腐技术改善等方面取得了较大的发展,80年代以来在硫回收工艺技术方面有了许多发展。
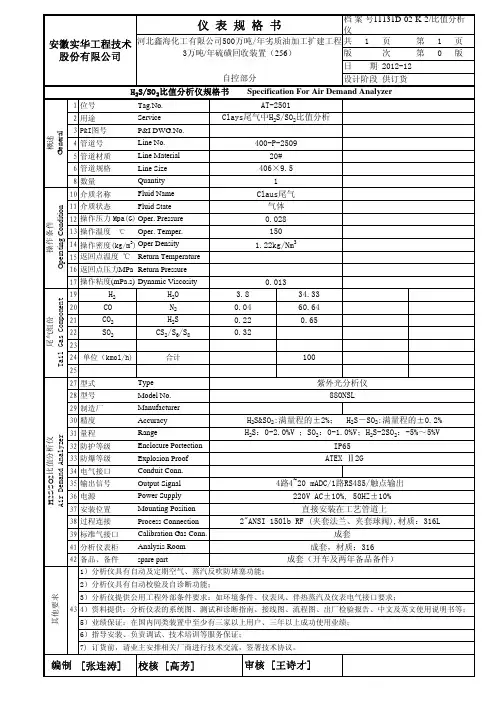
1位号Tag.No.2用途Service 3P&I图号P&I DWG.No.4管道号Line No.5管道材质Line Material 6管道规格Line Size 8数量Quantity 10介质名称Fluid Name 11介质状态Fluid State 12操作压力 Mpa(G)Oper. Pressure 13操作温度 ℃Oper. Temper.14操作密度(kg/m 3)Oper Density15返回点温度 ℃Return Temperature 16返回点压力MPa Return Pressure 17操作粘度(mPa.s)Dynamic Viscosity19 H 2H 2O 20CO N 221CO 2H 2S 22SO 2CS 2/S 6/S 82324单位(kmol/h)合计2527型式Type 28型号Model No.29制造厂Manufacturer 30精度Accuracy 31量程Range32防护等级Enclosure Portection 33防爆等级Explosion Proof 34电气接口Conduit Conn.35输出信号Output Signal 36电源Power Supply 37安装位置Mounting Position 38过程连接Process Connection 39标准气接口Calibration Gas Conn.41分析仪表柜Analysis Room 42备品、备件spare part[张连涛]校核 [高芳]审核 [王诗才]7) 订货前,请业主安排相关厂商进行技术交流,签署技术协议。
2"ANSI 150lb RF (夹套法兰、夹套球阀),材质:316L成套,材质:316成套(开车及两年备品备件)220V AC±10%, 50HZ±10%H 2S /S O 2比值分析仪A i r D e m a n d A n a l y z e r 其他要求431)分析仪具有自动及定期空气、蒸汽反吹防堵塞功能;2)分析仪具有自动校验及自诊断功能;3)分析仪提供公用工程外部条件要求:如环境条件、仪表风、伴热蒸汽及仪表电气接口要求;4)资料提供:分析仪表的系统图、测试和诊断指南、接线图、流程图、出厂检验报告、中文及英文使用说明书等;5)业绩保证:在国内同类装置中至少有三家以上用户、三年以上成功使用业绩;6)指导安装、负责调试、技术培训等服务保证;成套0.040.2234.333.8Claus尾气1501.22kg/Nm3Clays尾气中H 2S/SO 2比值分析安徽实华工程技术股份有限公司H 2S/SO 2比值分析仪规格书 Specification For Air Demand Analyzer日 期 2012-12设计阶段 供订货版 次 第 0 版河北鑫海化工有限公司500万吨/年劣质油加工扩建工程3万吨/年硫磺回收装置(256)自控部分仪 表 规 格 书共 1 页 第 1 页档案 号11131D-02-K-2/比值分析仪20#0.028概述G e n e r a l操作条件O p e r a t i n g C o n d i t i o n400-P-25091406×9.5AT-2501气体尾气组份T a i l G a s C o m p o n e n t0.01360.640.65100紫外光分析仪880NSL0.32编制 H 2S&SO 2:满量程的±2%; H 2S-SO 2:满量程的±0.2% ATEX Ⅱ2GIP65H 2S:0-2.0%V ;SO 2:0-1.0%V;H 2S-2SO 2:-5%~5%V直接安装在工艺管道上4路4~20 mADC/1路RS485/触点输出。
880NSL硫比值分析仪常见故障分析与处理摘要:本文对硫比值分析仪在实际应用意义及工作原理进行了论述,同时笔者根据几年来对此分析仪维护的经验,将此仪表的典型故障和处理方法特进行详细论述,以供从事这方面工作的人员参考。
关键词:880NSL硫比值分析仪;硫磺回收装置;H2S/S02(硫化氢/二氧化硫);CAL3200温度控制器前言:随着全球气候变化,国家对二氧化硫排放的限制日益严格,并对硫化物排放量也作了规定。
对于炼化企业而言,控制二氧化硫的排放,是企业应有的社会责任,所以炼化企业的硫磺回收装置H2S/S02比值分析仪具有非常重要的作用。
一、880NSL硫比值分析仪原理880NSL型硫比值分析仪是基于紫外氙灯照射分光吸收原理,当紫外线照射通过样气室,通过紫外光吸收率来计算出组分气体分子浓度。
880NSL采用的光谱是一组多波长、无散射的紫外光光谱,在检测器中配有高精度的滤光器,可使四路独立测量,互不干涉,其中三路分别测量硫化氢(H2S)、二氧化硫(S02)和硫蒸汽浓度,第四路波长作为参比基准,以补偿和修正由于石英窗不干净、光强变化和其他干扰对测量精度的影响。
检测原理图:硫比值分析仪光学检测原理图二、880NSL常见故障分析与处理(1)硫磺凝固堵塞采样气路880NSL取样系统堵塞,堵塞介质均为固态硫磺,堵塞频率高,初步怀疑可能是天气转冷,将分析仪箱体保温加厚,包严,防止因为温度过低,导致气态硫磺凝固为固态堵塞取样管线。
做完保温之后,凝固现象有所改善,频率为平均一个月1次,尚未从根本解决问题。
分析器箱体加热温度,初始设定为145℃,达到145℃电加热器就停止升温,转为保温,由于堵塞部位为同一部位,而且三台比值分析仪都是一样的位置堵塞,考虑比值分析仪在出厂时就存在局部加热不均匀的问题,即测温热电偶部分达到了145 ℃,但箱体有些地方温度达不到145℃,伴热不均匀导致气态硫磺凝固成固态硫磺,后将加热器温度设定提高为l55℃,使得不均匀部分的温度也达到145℃以上,应用良好,880NSL比值分析仪再未因为固态硫磺堵塞过。
硫磺装置硫比值分析仪的在线分析及维护石油化工行业是当前世界经济的主要推动力量,为人民带来生活上的各种便利。
但是长期以来,只注重其发展而忽视了对生态环境的保护,严重危害了生态环境及人们的健康。
为了改善我们的生态环境,世界各国制定了各类环境保护措施,我国也制定了相应的环境保护法律法规。
尤其把COD和SO2的排放指标作为重中之重。
青岛炼化就有国家监测的COD和SO2分析仪。
提高硫磺装置的酸性气体的回收率及提高装置的制硫能力成为环境保护,降低SO2气体排放量的主要举措。
硫磺回收装置主要由脱硫、制硫、尾气回收及污水汽提组成。
炼化企业工艺流程中产生的大量含高浓度H2S的气体经醇胺溶液吸收和富液再生实现脱硫,过程气中的H2S和SO2在催化剂作用下反应生成硫,通过冷凝器分离出液态硫,制成硫磺,即完成制硫过程。
制硫后的尾气经尾气焚烧炉焚烧后排入大气,焚烧炉上安装检测焚烧后的尾气中SO2含量的分析仪,来检测尾气是否达到排放标准。
硫磺回收工艺采用克劳斯部分燃烧法制硫,该方法是使含H2S的酸性气体在燃烧炉内与空气发生不充分燃烧,通过控制配风量使H2S反应后产生的SO2量满足H2S与SO2的体积比无限接近2:1。
即:燃烧炉的主反应:2H2S+O22H2O+S2实际反应步骤为:H2S+3/2O2 SO2+H2O2H2S+SO23/2S2+2H2O转化炉的主反应:2H2S+SO22H2O+3S由上可见H2S和SO2的比例为2:1时,硫的转化率最高。
硫比值分析仪的检测原理有色谱法中的(FPD)火焰光度检测器和紫外光度法,相比较而言,后者简单、高效、响应时间短。
其中阿美泰克公司生产的880-NSL型硫比值分析仪使用最为广泛。
青岛炼化硫磺回收装置使用的即为该型号分析仪。
紫外光度法是基于朗勃-比尔定律的基础上建立的分析方法,由朗勃-比尔定律可知吸光度与待测组分成正比,近紫外光谱区波长在200~400nm之间,常见的紫外光度分析仪有分光型及切光型两种,都是利用测量光路与参比光路的浓度差来计算浓度值。