880NSL型H2S/SO2比值分析仪在大连石化的应用及优化
- 格式:pdf
- 大小:225.17 KB
- 文档页数:2
880H2S/SO2尾气分析1.原理当原始光I0通过测量池时,样气中的被测组分H2S和SO2按时间程序分别吸收各自特征波长的紫外线(H2S吸收254nm,SO2吸收280nm)经各自单色滤光片后的光电检测器检测,该检测型号通过对数放大器转换为吸收度A,吸收度与样气中被测H2S和SO2的浓度成正比。
2.标准气和材料2.1该仪器不需要零点气和量程气标准气,如果使用方或第三方对该仪器自我标定有异议,可自购标准气在该仪器预留的标准气接口接入标定2.2仪表空气:要求无油无水干燥洁净,仪表空气要求压力不低于4.5Kg2.3球阀和球阀兰采用整齐夹套连接并保温,蒸汽压力不低于6.5Kg (即80-100psi)使其温度在150℃3.仪器:H2S/SO2尾气分析仪,型号:880NSL。
美国AMETEK制造位号:AT-17302 硫回收702,用于E-1703,出口尾气H2S/SO2比值分析。
3.1仪器工作条件:1)CELL TEMP(检测室温度):145±10℃2)CELL PRESSURE(检测室压力)13.5-25psi3)仪表风(空气)入口压力:20psi4)仪器电源:220VAC连接良好4.880尾气分析仪开车步骤:4.1调节仪表风压力至20psi(1.4Kg)(yong Gauge#1调节)此仪表无论何时一直保持此压力.即使在仪器断电情况下也要保持此压力。
4.2打开加热箱门,用肥皂水或检漏剂检查管路连接件是否有泄露确保无泄露。
4.3确认上述正常无误后,给仪器送电等待CELL TEMP加热至145℃。
然后打开位于除雾器下面采样阀和回样阀,迅速关闭箱门,扣紧密封螺栓以防止热量损失。
4.4调节压力表Gauge#3至2.5mbar(慢慢旋拧中间黑色旋钮),此压力用来保证检测室正压通风压力。
4.5调出检测室温度,除雾器温度,检测室压力的组态显示:按CONFIG/TEST(组态/测试)键,在Enter Access code(输入密码)提示下输入2级密码进入2级菜单,用方向键选择Display(显示项)按Enter键确认,显示屏前三行连续显示,第一行(显示参数1第二行(显示参数2第三行(显示参数7当第一行Line ×Flag(×=1=>3),呈高亮状态可进行修改,出现“NEWValue”?(新数值?)提示后输入显示标记值8,(检测器温度)按Enter(确认)键保存,用同样方法第二行显示参数修改为显示参数9(除雾器温度)当DELL TEMP(检测室温度)145±10℃,DEMISTER TEMP (除雾器温度)129℃,稳定后分析仪器由Zero cycle(零气循环)进入Sample cycle(样气循环,调节Gauge#2黑色旋钮使屏显的CELL Pre(检测室压力不如14.70psi)下降0.05-0.08psi让文丘里管进行正常的工作,切勿让此压力下降大于0.1psi,否则会影响仪器正常使用。
硫磺回收装置比值分析仪常见故障原因分析与处理摘要:本文以阿美特克公司880-NSL型比值分析仪为例,重点探讨在采用克劳斯反应炉的硫磺回收装置使用中常见故障的原因分析、判断与排除,并针对这些故障进行了归纳分析。
?中国关键词:硫磺回收;比值分析仪;长周期运行?引言:在采用采用克劳斯反应炉的硫磺回收装置中,对反应炉配风比要求很高,因为如果酸性气中的硫化氢全部燃烧将转化为二氧化硫,无法在后续反应器中生成单质硫并进行回收,只有部分硫化氢燃烧时尾气中将同时存在硫化氢和二氧化硫,若燃烧后 H2S 与 SO2 的比率适当(2:1), 则催化转炉能把绝大部分酸气生成S和H2O,为保证达到以上效果需要一种仪器能够实时对尾气中硫化氢和二氧化硫浓度进行分析,为制硫炉配风提供依据。
比值分析仪能够通过测量尾气中H2S 与 SO2 含量并计算出比值,为自动控制配风量提供依据,为硫磺装置必须的重要仪器之一。
1. 阿美特克公司880-NSL型比值分析仪简介AMETEK 880NSL 型尾气分析仪使用光度计分析,持续监视克劳斯尾气中的H2S 与 SO2 含量,分析仪由电脑控制箱,加热箱,光度计组成,包括标准组件的光学系统。
这些部件集成安装公共基板上,整体直接安装在管道上,测量原理主要以贝尔-兰贝特定律,根据H2S 与 SO2对特定波长紫外线的光学吸收来进行浓度检测。
2. 比值分析仪常见故障的原因分析、判断与排除比值分析仪常见故障有分析仪无法进入采样循环、测量值不准、测量滞后、测量的H2S 与 SO2浓度%示值均为零、分析仪标定错误报警、低透光度报警等。
2.1 分析仪无法进入采样循环??2.1.1?现场检查分析仪控制器时钟是否被人为终止,如果被终止将不能进入采样循环,可在CONFIG/TEST 菜单下,2级口令进入,选择TIMER 确认ENTER,启动时钟。
2.1.2?测量池温度没有达到设定温度范围,达到145度(默认设定)+-10度后才能进入采样循环。
H2S/SO2比值分析仪的应用李百虎酸性水车间石油化工已成为当今世界经济社会发展的重要推动力量,然而石化行业的发展却对自然环境造成极大的破坏,日益威胁到人类健康和生存空间,如何保护环境和可持续发展是人类面临的共同课题,世界各国都制定了极为严格的环保法规。
我国也制定了《大气污染物综合排放标准》(GB 16297-1997)来限制SO2等大气污染物的排放,并将节能减排作为今后经济社会协调发展的一项长期中心任务,“十一五”期间我国更是将SO2和COD排放量作为减少排放的主要控制指标,而高含硫油的炼制在降低成本的同时也给炼油企业提出了新的挑战,提高硫磺回收装置的酸性气体回收率和制硫能力可有效降低排放到大气中的硫化物含量,对于环境保护和提升企业的经济社会效益至关重要。
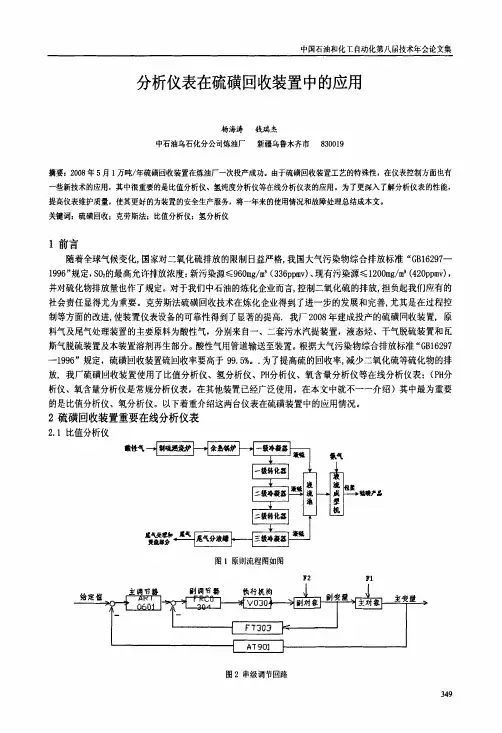
1 硫磺回收的工艺原理酸性水装置主要由再生、硫磺回收、尾气处理和酸性水汽提等四部分组成。
来自上游装置的含H2S的干气、液态烃和瓦斯经醇胺溶液吸收和富液再生实现脱硫,分离出的富H2S酸性气与各装置酸性水经污水汽提分离出的酸性气,在脱水除杂后进入燃烧炉燃烧,产生大量硫蒸汽和气态硫化物。
高温过程气经余热炉和冷凝器脱硫后进入转化器,过程气中的H2S和SO2继续在催化剂床中反应生成硫,通过冷凝器分离出液态硫,并制成硫磺,即完成即硫磺回收过程,将剩余过程气加氢还原和冷却吸收后即可实现尾气处理过程,吸收液循环利用,净化后的尾气则经焚烧炉焚烧后排入大气。
在上述流程中,硫磺回收部分是整个装置的核心和关键,它既决定了硫的转化率和回收率,也是排放量达到环保指标的主要因素。
硫磺回收工艺采用改良的克劳斯(claus)部分燃烧法制硫。
该法是使含H2S的酸性气体在燃烧炉内与空气发生不完全燃烧,严格控制配风量,使H2S反应后生成的SO2量满足H2S与SO2的体积(分子)比等于或接近于2∶1,未反应的H2S与产生的SO2在没有催化剂的高温条件下发生反应,生成气态硫单质和水,随后冷凝分离出液体硫磺,脱硫后的过程气加热或与高温气掺和升温后进入催化反应器(即转化器),其中未反应的H2S和SO2在催化剂存在的条件下继续反应,生成气态硫单质和水,转化器生成的硫也经过冷凝后回收。

《装备维修技术》2021年第2期—333—880NSL H2S/SO2比值分析仪的常见故障分析及处理彭小龙(中原油田分公司天然气处理厂,河南 濮阳 457500)1 概述克劳斯法硫磺回收工艺流程简单、操作灵活、回收硫纯度高、环境及规模效益显著,其回收硫磺纯度可达到99.8%,因此该工艺硫磺回收工艺中应用普遍。
而H2S/SO2尾气分析仪则是克劳斯尾气中的H2S 与SO2的比值能否保持在2:1的关键,它不但决定着硫磺回收的反应转化率是否达到最高,也对石化行业尾气排放的环保达标率起着至关重要的作用。
本文主要就某化工厂AMETEK 880NSL 型尾气分析仪的常见故障及处理方法进行介绍。
2 AMETEK 880NSL 型尾气分析仪简介AMETEK 880NSL 型尾气分析仪使用光度计分析持续监视克劳斯尾气中的H2S 和SO2含量可提供独立的4到20mA 模拟量信号,这些信号与H2S 与SO2体积气体浓度百分比(%体积),H2S 与SO2的比值,过量H2S 和过量 SO2成比例关系。
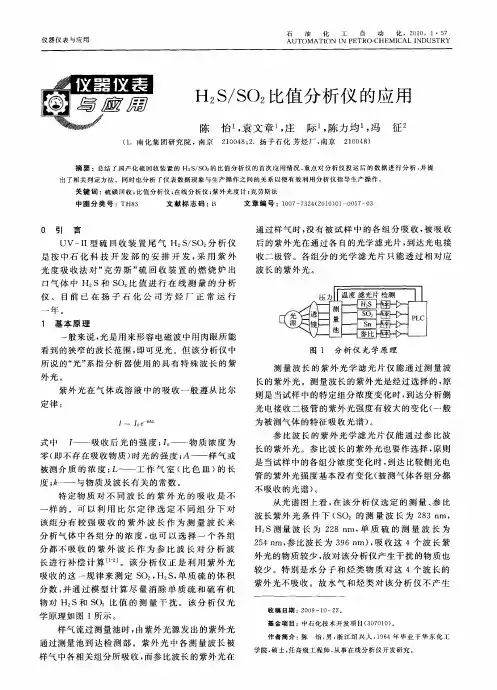
光度计采用贝尔-兰贝特原理,利用样气中被测组分H2S 和SO2分别吸收不同波长的紫外光,而吸光率与其浓度成正比的特性,对克劳斯尾气中的H2S 和SO2浓度进行分析。
仪器测量光路如图1所示。
图1 AMETEK 880NSL 型尾气分析仪测量光路图 3 故障分析处理 3.1 报警栏显示“MAIN TIMER STOPPED” 这种情况是由于仪器时钟被人为终止了,仪表停止分析并处于吹扫阶段,需要在CONFIG/TEST 菜单下,2级口令进入,选择TIMER 确认ENTER,显示NOW TIMER IS ON 时即可消除此信息。
3.2 报警栏显示“CELL PRESSURE ALARM” 在计时期间测量阶段开始时,所测量的光室压力比所设定的最高限值25psi 高或最低限值13.5psi 低,就会出现“CELL PRESSURE ALARM ”报警,分析仪会立即跳到计时期间吹扫阶段并继续在此循环中,直到警报条件得到解除。
AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结摘要:本文简要的介绍了AMETEK880NSL型硫比值分析仪的工作原理和系统构成,结合其在海南炼化硫磺回收装置的运行经验,对其运行状况、常见故障及处理方法和使用过程发现的缺陷进行了总结。
关键词:硫比值分析仪运行状况常见故障应用总结装置简介:海南炼化硫磺回收装置设计负荷为生产硫磺8万吨/年,年开工时间为8400小时,操作弹性范围是30-110%,硫回收率99.8%,尾气净化度达到小于960mg/m3。
本装置由SEI总承包,山东三维石化工程股份有限公司负责基础设计和工程设计,中石化第二建设公司承建。
硫磺装置由Claus制硫系统、尾气处理系统、尾气焚烧系统、液硫脱气系统组成。
装置采用中石化自主开发SSR无在线炉硫回收工艺,采用二头一尾配置。
装置原料是溶剂再生装置来清洁酸性气和酸性水汽提装置来含氨酸性气。
本装置于2006年9月首次开车成功,最长运行周期为39个月。
制硫炉配风采用双回路控制系统,即大配风与酸性气流量采用比例控制,小配风与硫比值分析仪计算的需氧量串级控制。
一、概述在克劳斯硫磺回收工艺中,通常采用硫化氢/二氧化硫比值分析仪对制硫尾气中的H2S与SO2浓度进行分析,参与制硫炉酸性气/空气配比控制,精确控制制硫炉的配风量,提高制硫装置硫回收率,同时防止尾气部分发生SO2穿透,因此提高硫比值分析仪的精确度、缩短分析时间和降低故障率,对于硫磺回收及尾气处理装置的操作至关重要。
本装置采用了AMETEK880NSL型硫比值分析仪,为了提高比值仪分析的准确性,将比值仪安装在制硫装置尾气分液罐出口水平段管线上,此段位置介质具有压力稳定、流速均匀的特点,同时为了缩短比值仪采样时间,降低分析结果的滞后性,将比值仪整体设备直接安装在管道上,尽量降低采样管长度。
AMETEK880NSL型硫比值分析仪具有自动化程度高的特点,分析仪控制系统自动执行所有的正常运行步骤,包括启动样品流动、分析、在线校准、量程选择、错误检测、区域温度控制及出错自动反吹等步骤,维护人员可由设备自带显示屏得知设备的运行状态和错误信息。
880-NSL比值分析仪在制硫尾气分析中的应用摘要本文针对美国Ametek公司生产的880-NSL型H2S/SO2比值分析仪在庆阳石化公司0.3万t硫磺回收装置制硫尾气H2S/SO2比值分析中的应用,简单介绍了880-NSL型H2S/SO2比值分析仪的关键技术、工作原理、主要部件及性能。
关键词紫外分光;比值分析;光谱仪;硫磺回收;转化率1概述我国目前有近百套硫磺回收装置,普遍存在反应气中硫化氢与二氧化硫之比大幅度波动,影响装置转化率,排入大气的排硫量大,造成对大气的污染等诸多问题。
要解决以上问题,关键是推广应用一种先进、可靠的技术,准确及时的对制硫尾气中H2S、SO2组份在线分析,并准确核算出H2S/SO2比值,为提高H2S/SO2比值平稳率的控制方案提供分析数据,使反应过程气中H2S/SO2之比稳定,并尽量接近2:1,以改善硫磺回收装置的运行条件,为制硫燃烧炉、反应转化器提供最佳反应条件,提高硫磺回收的转化率,降低装置排入大气中的总排硫量,减少对大气的污染,达到安全环保的目的。
美国Ametek公司生产的880-NSL型H2S/SO2比值分析仪,由正压通风的电气箱,加热的样气箱和检测器组成,采用紫外分光技术,并首创取消了采样管道,直接将分析仪安装在工艺管道上,大大减少了硫磺结晶现象,满足了硫磺回收生产工艺介质有毒、强腐蚀、易结晶等特殊要求。
2 880-NSL比值分析仪工作原理880-NSL型H2S/SO2比值分析仪采用紫外分光技术,由正压通风电气箱、加热样气箱和检测器等组成。
大口径密封的不锈钢管作为无需再校正的光路基座,一部分在电气箱内,一部分在样气箱内并与检测器箱连通,作为光源的氙灯安装在管的左端电气箱内,光电检测器和前级放大器安装在管右端的检测器箱内,样气室位于管的中间。
由石英玻璃窗将电气箱、检测器箱与样气箱之间进行在管内隔离。
880NSL型分析仪的心脏部分是一个多波长、无散射的紫外可见光光谱仪,它测量了四路互不干涉的紫外光吸收率,其中三路用于测量硫化氢,二氧化硫和硫蒸汽的浓度,第四路波长作为参比基准以补偿和修正由于石英窗不干净、光强变化和其它干扰对测量精度的影响。
H2S/SO2比值分析仪的应用李百虎酸性水车间石油化工已成为当今世界经济社会发展的重要推动力量,然而石化行业的发展却对自然环境造成极大的破坏,日益威胁到人类健康和生存空间,如何保护环境和可持续发展是人类面临的共同课题,世界各国都制定了极为严格的环保法规。
我国也制定了《大气污染物综合排放标准》(GB 16297-1997)来限制SO2等大气污染物的排放,并将节能减排作为今后经济社会协调发展的一项长期中心任务,“十一五”期间我国更是将SO2和COD排放量作为减少排放的主要控制指标,而高含硫油的炼制在降低成本的同时也给炼油企业提出了新的挑战,提高硫磺回收装置的酸性气体回收率和制硫能力可有效降低排放到大气中的硫化物含量,对于环境保护和提升企业的经济社会效益至关重要。
1 硫磺回收的工艺原理酸性水装置主要由再生、硫磺回收、尾气处理和酸性水汽提等四部分组成。
来自上游装置的含H2S的干气、液态烃和瓦斯经醇胺溶液吸收和富液再生实现脱硫,分离出的富H2S酸性气与各装置酸性水经污水汽提分离出的酸性气,在脱水除杂后进入燃烧炉燃烧,产生大量硫蒸汽和气态硫化物。
高温过程气经余热炉和冷凝器脱硫后进入转化器,过程气中的H2S和SO2继续在催化剂床中反应生成硫,通过冷凝器分离出液态硫,并制成硫磺,即完成即硫磺回收过程,将剩余过程气加氢还原和冷却吸收后即可实现尾气处理过程,吸收液循环利用,净化后的尾气则经焚烧炉焚烧后排入大气。
在上述流程中,硫磺回收部分是整个装置的核心和关键,它既决定了硫的转化率和回收率,也是排放量达到环保指标的主要因素。
硫磺回收工艺采用改良的克劳斯(claus)部分燃烧法制硫。
该法是使含H2S的酸性气体在燃烧炉内与空气发生不完全燃烧,严格控制配风量,使H2S反应后生成的SO2量满足H2S与SO2的体积(分子)比等于或接近于2∶1,未反应的H2S与产生的SO2在没有催化剂的高温条件下发生反应,生成气态硫单质和水,随后冷凝分离出液体硫磺,脱硫后的过程气加热或与高温气掺和升温后进入催化反应器(即转化器),其中未反应的H2S和SO2在催化剂存在的条件下继续反应,生成气态硫单质和水,转化器生成的硫也经过冷凝后回收。
880 NSL H2S/SO2 尾气分析仪安装及开车运行一,关于880尾气分析仪开车需具备以下条件:1.880尾气分析仪已经按照使用手册具体安装要求座于球阀并密封完好无泄漏。
2.球阀和球阀法兰与主管道采用蒸气夹套连接完毕并通不低于7kg(即80Psi至100Psi)压力饱和蒸气,确保其采用了保温措施,使其温度在150度,这一点非常重要。
直接关系到仪器使用效果。
3.仪表净化风要求风压不低于4.5kg,在接入尾气分析仪之前,要求安装滤油、滤水即,气液分离过滤器。
4.特别提示,分析仪底座法兰与蒸汽夹套法兰之间密封垫,必须使用金属密封垫,切勿使用四聚氟乙烯和石棉垫材质密封垫。
以确保良好的传热性和密封性。
5.所有控制信号线及三芯交流220伏电源线已预留在分析仪,而且长度有盈余。
交流220伏电源,跟据需要可以随时上电。
(按照使用手册图纸要求联接信号线电源线)6.尾气分析仪采用了防雨防晒措施。
7.采样探管安装时,如果管线过长,请使用专用割管刀进行切割,切勿使用手锯。
否则易造成管线弯曲。
除雾器安装可以由我公司服务工程师现场指导安装,也可以由贵公司专业安装技术人员按照使用手册具体要求安装。
安装除雾器时要保证连接件紧密无泄漏。
除雾器的RTD探针不要折弯。
8.分析仪安装步骤:1. 首先按照使用手册中安装图纸焊接球阀法兰与过程气管道之间的蒸汽夹套套管。
然后焊接球阀法兰,要求夹套管与过程气之间成90度。
2.安装蒸气夹套球阀,然后将880分析仪座于蒸气夹套球阀,用螺栓固定。
3.焊接并引1/2英寸钢管与蒸汽夹套入口管采用罗纹连接,下面出口同样采用1/2英寸与蒸气夹套球阀球阀下面蒸汽夹套管入口相连,中间请做活扣。
蒸汽回管同样采用1/2英寸钢管。
4.在做好以上工作后,打开分析仪上面中间位置装饰罩,旋开除雾器RTD安装的四个螺丝,打开后,安装采样探管,探管从上下穿,斜口要背向过程气流向。
注意不要把探管一直插到底,用双手慢慢旋下,同时与除雾器对照位置。
AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结摘要:本文简要的介绍了AMETEK880NSL型硫比值分析仪的工作原理和系统构成,结合其在海南炼化硫磺回收装置的运行经验,对其运行状况、常见故障及处理方法和使用过程发现的缺陷进行了总结。
关键词:硫比值分析仪运行状况常见故障应用总结装置简介:海南炼化硫磺回收装置设计负荷为生产硫磺8万吨/年,年开工时间为8400小时,操作弹性范围是30-110%,硫回收率99.8%,尾气净化度达到小于960mg/m3。
本装置由SEI总承包,山东三维石化工程股份有限公司负责基础设计和工程设计,中石化第二建设公司承建。
硫磺装置由Claus制硫系统、尾气处理系统、尾气焚烧系统、液硫脱气系统组成。
装置采用中石化自主开发SSR无在线炉硫回收工艺,采用二头一尾配置。
装置原料是溶剂再生装置来清洁酸性气和酸性水汽提装置来含氨酸性气。
本装置于2006年9月首次开车成功,最长运行周期为39个月。
制硫炉配风采用双回路控制系统,即大配风与酸性气流量采用比例控制,小配风与硫比值分析仪计算的需氧量串级控制。
一、概述在克劳斯硫磺回收工艺中,通常采用硫化氢/二氧化硫比值分析仪对制硫尾气中的H2S与SO2浓度进行分析,参与制硫炉酸性气/空气配比控制,精确控制制硫炉的配风量,提高制硫装置硫回收率,同时防止尾气部分发生SO2穿透,因此提高硫比值分析仪的精确度、缩短分析时间和降低故障率,对于硫磺回收及尾气处理装置的操作至关重要。
本装置采用了AMETEK880NSL型硫比值分析仪,为了提高比值仪分析的准确性,将比值仪安装在制硫装置尾气分液罐出口水平段管线上,此段位置介质具有压力稳定、流速均匀的特点,同时为了缩短比值仪采样时间,降低分析结果的滞后性,将比值仪整体设备直接安装在管道上,尽量降低采样管长度。
AMETEK880NSL型硫比值分析仪具有自动化程度高的特点,分析仪控制系统自动执行所有的正常运行步骤,包括启动样品流动、分析、在线校准、量程选择、错误检测、区域温度控制及出错自动反吹等步骤,维护人员可由设备自带显示屏得知设备的运行状态和错误信息。
880 NSL H2S/SO2 比值分析仪操作及维护一、880比值分析仪开车需具备以下条件1.球阀和球阀法兰与主管道采用蒸气夹套连接完毕并通不低于7kg(即80Psi至100Psi)压力饱和蒸汽,确保其采用了保温措施,使其温度在150摄氏度。
这一点非常重要,直接关系到仪器使用效果。
2.仪表净化风要求风压不低于4.5kg,在接入尾气分析仪之前,要求安装滤油、滤水即:气液分离过滤器。
现场检测器箱—位于表的右侧面,需要放置硅胶干燥剂。
3.气路箱内的采样阀和回样阀处于关闭状态。
二、880尾气分析仪运行开车1.仪表风对大气排放几分钟,调节仪表风压至20 Psi(1.4kg)(pressure regulator,Gauge#1),此仪表风无论什么时候一直保持此压力。
即使仪器断电情况下,也要保证仪表风压力在20Psi。
2.送电等待CELL TEMPERATURE 加热至145度—需半小时,然后打开位于除雾器下面采样阀(左)和回样阀(右)。
迅速关闭箱门,扣紧密封螺栓,以防止热量损失。
3.调节压力表Gauge#3 至2.5mbar(慢慢旋拧中间黑色旋钮),此压力用来保证电气控制箱检测室正压通风压力。
4.分析仪由Zero cycle 进入 Sample cycle后,调节Gauge#2,3至5Psi,(左侧黑色旋钮),即压力表指针抖动为止。
切勿将此压力开的过高,否则会带入过多硫磺,导致堵塞检测气路。
三、停用880NSL尾气分析仪停用前让仪表风反吹(Flush)一个小时以上再断电,后关闭采样阀和回样阀。
特别提示:请不要把球阀饱和蒸汽及仪表风关闭。
四、需定期检查的仪表参数Photo_span: 0.95-1.05 ,Photo_offset: -28000左右,比值仪上的三个压力表数值五、880比值分析仪常见故障及处理1、“CELL TEMP/PRESS ALARM”“CELL PRESSURE ALARM ”此信息提示往往出现在刚刚开车运行阶段,在加热过程中CELL TEMP 还没有达到设定温度范围,即145度+-10度。
硫磺装置硫比值分析仪的在线分析及维护石油化工行业是当前世界经济的主要推动力量,为人民带来生活上的各种便利。
但是长期以来,只注重其发展而忽视了对生态环境的保护,严重危害了生态环境及人们的健康。
为了改善我们的生态环境,世界各国制定了各类环境保护措施,我国也制定了相应的环境保护法律法规。
尤其把COD和SO2的排放指标作为重中之重。
青岛炼化就有国家监测的COD和SO2分析仪。
提高硫磺装置的酸性气体的回收率及提高装置的制硫能力成为环境保护,降低SO2气体排放量的主要举措。
硫磺回收装置主要由脱硫、制硫、尾气回收及污水汽提组成。
炼化企业工艺流程中产生的大量含高浓度H2S的气体经醇胺溶液吸收和富液再生实现脱硫,过程气中的H2S和SO2在催化剂作用下反应生成硫,通过冷凝器分离出液态硫,制成硫磺,即完成制硫过程。
制硫后的尾气经尾气焚烧炉焚烧后排入大气,焚烧炉上安装检测焚烧后的尾气中SO2含量的分析仪,来检测尾气是否达到排放标准。
硫磺回收工艺采用克劳斯部分燃烧法制硫,该方法是使含H2S的酸性气体在燃烧炉内与空气发生不充分燃烧,通过控制配风量使H2S反应后产生的SO2量满足H2S与SO2的体积比无限接近2:1。
即:燃烧炉的主反应:2H2S+O22H2O+S2实际反应步骤为:H2S+3/2O2 SO2+H2O2H2S+SO23/2S2+2H2O转化炉的主反应:2H2S+SO22H2O+3S由上可见H2S和SO2的比例为2:1时,硫的转化率最高。
硫比值分析仪的检测原理有色谱法中的(FPD)火焰光度检测器和紫外光度法,相比较而言,后者简单、高效、响应时间短。
其中阿美泰克公司生产的880-NSL型硫比值分析仪使用最为广泛。
青岛炼化硫磺回收装置使用的即为该型号分析仪。
紫外光度法是基于朗勃-比尔定律的基础上建立的分析方法,由朗勃-比尔定律可知吸光度与待测组分成正比,近紫外光谱区波长在200~400nm之间,常见的紫外光度分析仪有分光型及切光型两种,都是利用测量光路与参比光路的浓度差来计算浓度值。
AMETEK 880-NSL硫磺比值分析仪在硫回收装置中的应用张振基;徐勇【摘要】介绍880-NSL尾气分析仪在硫回收装置的应用。
介绍各类光度计的工作原理,结构组成。
该分析仪的正确使用方法,使用过程中遇到的问题及处理方法。
%Application of 880-NSL exhaust gas Analyzer in sulfur recovery unit. Introducing spectrophotometer working principle and structure. The proper use of the Analyzer, use and treatment of problems encountered in the process.【期刊名称】《仪器仪表用户》【年(卷),期】2015(000)006【总页数】4页(P84-87)【关键词】尾气分析仪;光度计;硫化氢;二氧化硫【作者】张振基;徐勇【作者单位】黔西县黔希煤化工投资有限责任公司,贵州毕节 551700;黔西县黔希煤化工投资有限责任公司,贵州毕节 551700【正文语种】中文0 引言在克劳斯硫磺回收装置中,H2S、SO2及H2S/SO2比值的含量是工艺控制的一项重要参数,能否准确测量上述气体浓度成为考核整套装置节能效率的重要指标之一,同时也对降低环境污染起到了至关重要的作用。
由于在工业生产中,要求对被测气体进行24h不间断的测量,为了提高测量的准确性,因此,某公司在煤气化装置中配置了一台多组分含量测量的紫外线气体分析仪,对H2S、SO2、硫比值气体进行实时在线测量,该公司根据所用气体分析仪表所处的坏境要求,选用了AMETEK公司生产的氙灯光源,灵敏度高,稳定性好,寿命长,密封隔爆型的880-NSL型气体紫外分析仪。
1 工作原理及常见分类1.1 工作原理该分析仪是多组分紫外分析仪,根据郎伯-比尔定律I=I0e-kcL式中I为透射光光的强度,I0 是入射光的强度,K为与物质在特定波长下的吸收系数。
880 NSL H2S/SO2 比值分析仪操作及维护一、880比值分析仪开车需具备以下条件1.球阀和球阀法兰与主管道采用蒸气夹套连接完毕并通不低于7kg(即80Psi至100Psi)压力饱和蒸汽,确保其采用了保温措施,使其温度在150摄氏度。
这一点非常重要,直接关系到仪器使用效果。
2.仪表净化风要求风压不低于4.5kg,在接入尾气分析仪之前,要求安装滤油、滤水即:气液分离过滤器。
现场检测器箱—位于表的右侧面,需要放置硅胶干燥剂。
3.气路箱内的采样阀和回样阀处于关闭状态。
二、880尾气分析仪运行开车1.仪表风对大气排放几分钟,调节仪表风压至20 Psi(1.4kg)(pressure regulator,Gauge#1),此仪表风无论什么时候一直保持此压力。
即使仪器断电情况下,也要保证仪表风压力在20Psi。
2.送电等待CELL TEMPERATURE 加热至145度—需半小时,然后打开位于除雾器下面采样阀(左)和回样阀(右)。
迅速关闭箱门,扣紧密封螺栓,以防止热量损失。
3.调节压力表Gauge#3 至2.5mbar(慢慢旋拧中间黑色旋钮),此压力用来保证电气控制箱检测室正压通风压力。
4.分析仪由Zero cycle 进入 Sample cycle后,调节Gauge#2,3至5Psi,(左侧黑色旋钮),即压力表指针抖动为止。
切勿将此压力开的过高,否则会带入过多硫磺,导致堵塞检测气路。
三、停用880NSL尾气分析仪停用前让仪表风反吹(Flush)一个小时以上再断电,后关闭采样阀和回样阀。
特别提示:请不要把球阀饱和蒸汽及仪表风关闭。
四、需定期检查的仪表参数Photo_span: 0.95-1.05 ,Photo_offset: -28000左右,比值仪上的三个压力表数值五、880比值分析仪常见故障及处理1、“CELL TEMP/PRESS ALARM”“CELL PRESSURE ALARM ”此信息提示往往出现在刚刚开车运行阶段,在加热过程中CELL TEMP 还没有达到设定温度范围,即145度+-10度。
比值分析仪在硫磺回收装置中的应用
吴文星;盖迪;王颖
【期刊名称】《自动化应用》
【年(卷),期】2024(65)3
【摘要】介绍了H2S/SO2比值分析仪在某公司3套硫磺回收装置的使用情况,阐述了AMETEK 880NSL紫外光度法分析仪的检测原理、系统结构和使用注意事项,分析了近期比值分析仪发生的2起故障,同时针对目前分析仪在使用过程中存在的管理及技术问题,从备品备件管理、在线状态监控、取样伴热改进3个方面提出了改善建议,确保比值分析仪平稳、长周期、高效运行。
【总页数】4页(P184-187)
【作者】吴文星;盖迪;王颖
【作者单位】中国石油化工股份有限公司金陵分公司
【正文语种】中文
【中图分类】TH83
【相关文献】
1.AMETEK 880-NSL硫磺比值分析仪在硫回收装置中的应用
2.比值分析仪在硫磺回收中的应用
3.比值分析仪在硫磺回收装置中的应用
4.AMETEK880NSL硫比值分析仪在海南炼化硫磺回收装置应用总结
5.在线比值分析仪在化工硫磺回收工艺中应用与环境影响
因版权原因,仅展示原文概要,查看原文内容请购买。