机床夹具设计-第二章-第2节-定位元件设计1、2
- 格式:doc
- 大小:3.65 MB
- 文档页数:15
性分布特点。
一个较大的粗基准平面与定位支承平面接触时,必为随机分布的三个点,定位不稳定。
为了控制这三个定位点的位置,通常要采用呈点接触的定位元件,如支承钉(见图b),以获得较满意的固定定位点。
粗基准平面定位常用的定位元件有支承钉、可调支承和浮动支承。
a)B型(球头)支承钉b)C型(齿纹)支承钉c)A型(平头)支承钉)可换支承钉a))可调支承浮动支承的特点是增加与定位工件的接触点,而不发生过定位。
使用浮动支承可提高工件的定位刚度。
a)摆动式浮动支承b)移动式浮动支承c)球形浮动支承a)A型光面支承板:用于垂直布置的定位场合b)B型带斜槽支承板:用于水平布置的定位场合2)支承钉直接在夹具体的一个平面上定位b)、c)非标准支承板、设计示例图所示为开合螺母的零件简图,使用夹具加工螺纹Tr44×12至图样要求。
工件的主要定位基准为B平面,限制自由度(图中定位符号见附表1);第二定位基准为A平面,限制自由度;第三定位基准为C平面,限制自由度。
、辅助支承的应用图a所示为已标准化的自动调节支承(JB/T8026.7-1999由弹簧3的作用自动与工件保持接触,锁紧顶销2即可起支撑作用。
装夹工件时,要注意上述操作步骤。
如图b所示,工件在支承板、定位销、菱形销上定位、铣削下端由辅助支承支撑。
辅助支承由斜楔作用,保持自锁。
新课小结(10分钟):、粗基准平面定位常用的定位元件、精基准平面定位常用的定位元件作业布置:定位销是多个定位基准定位中最常用的定位元件之一,在以孔作为第二定位基准、第三定位基准时使用。
a所示为圆形A型固定式定位销(JB/T8014.2-1999),可限制工件的两个自a)圆形可换定位销b)菱形可换定位销(5)定位插销图所示为定位插销(JB/T8015-1999)的结构。
A型定位插销可限制工件的型定位插销则限制工件的一个自由度。
定位插销常用于不便装卸的部位和工件,以被加工孔作为定位基准的定位中。
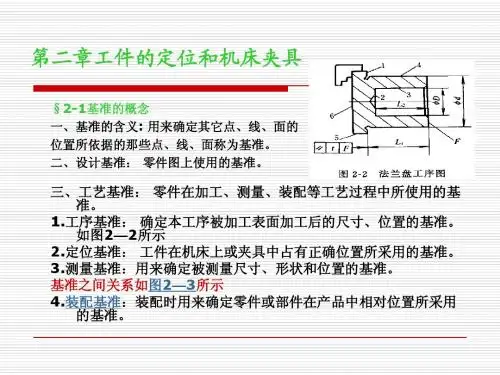
2.定位的实质就是使同一批工件在夹具中占有正确的加工位置讨论题:定位与夹紧的关系是什么?基准的概念基准:零件上用以确定其它点、线、面位置所依据的要素(点、线、面)。
3.定位基准:是定位设计的一个关键问题是制订工艺规程的依据4.自由度:任何一个自由刚体,在空间均有六个自由度,即沿空间坐标轴X、Y、Z三个方向的移动和绕此三坐标轴的转动。
由刚体运动学可知,一个自由刚体,在空间有且仅有六个自由度。
工件在空间的位置是任意的,即它既能沿Ox、Oy、Oz三个坐标轴移动,称为移动自由度,分别表为;又能绕Ox、Oy、Oz三个坐标轴转动,称为转动自由度,分别表示为。
图 2.2 工件自由工件定位的实质就是限制工件的自由度5.六点定则工件定位时,用合理分布的六个支承点与工件的定位基准相接触来限制工件的六个自由度,使工件的位置完全确定,称为“六点定则”在与机床工作台面平行的平面上“合理”布置三个支承钉与工件底面接触,限制了三个自由度,在与机床进给方向平行的平面上“合理”布置两个支承钉与工件侧面接触,限制了两个自由度,综合结果:限制了五个自由度。
[例2.2]如图2.4所示在工件上铣槽,保证槽在三个方向上的位置要求,试确定定位方案。
①分析满足加工要求必须限制的自由度,也简称理限。
保证槽的上下位置要求:必须限制保证槽的左右位置要求:必须限制保证槽的前后位置要求:必须限制综合结果:必须限制六个自由度。
②用定位元件来限制理论上应该限制的自由度。
用长V形块与工件外圆面接触限制;用定位支承钉与工件端面接触限制;用定位销与工件槽面接触限制;综合结果:限制了。
注意问题:1) 定位元件限制自由度的作用表示它与工件定位面接触,一旦脱离接触就失去限制自由度的作用。
六点定则1.六点定则是工件定位的基本法则,用于实际生产时,起支承作用的是一定形状的几何体,这些用来限制工件自由度的几何体就是定位元件。
2.平面几何体的定位3.圆柱几何体的定位件以外圆定位,最常见的定位元件有V形架、半圆弧定位等装置。
机床夹具设计思考题与习题参考答案《机床夹具设计》思考题与习题参考答案(仅说明解答要点,供使⽤者参考)第1章1-1 在机械加⼯中,机床夹具能起到哪些作⽤?有哪些局限性?(参见第1章之1.2.1)机床夹具在机械加⼯中起着⼗分重要的作⽤,归纳起来,主要表现在以下⼏⽅⾯:⑴缩短辅助时间,提⾼劳动⽣产率,降低加⼯成本。
⑵保证加⼯精度,稳定加⼯质量。
⑶降低对⼯⼈的技术要求,减轻⼯⼈的劳动强度,保证安全⽣产。
⑷扩⼤机床的⼯艺范围,实现“⼀机多能”。
⑸在⾃动化⽣产和流⽔线⽣产中,便于平衡⽣产节拍。
不过,机床夹具的作⽤也存在⼀定的局限性:⑴专⽤机床夹具的设计制造周期长。
⑵对⽑坯质量要求较⾼。
⑶专⽤机床夹具主要适⽤于⽣产批量较⼤、产品品种相对稳定的场合。
1-2 机床夹具通常由哪些部分组成?各组成部分功能如何?(参见第1章之1.2.3)虽然机床夹具的种类繁多,但它们的⼯作原理基本上是相同的。
将各类夹具中,作⽤相同的结构或元件加以概括,可得出夹具⼀般所共有的以下⼏个组成部分,这些组成部分既相互独⽴⼜相互联系。
⑴定位⽀承元件。
定位⽀承元件的作⽤是确定⼯件在夹具中的正确位置并⽀承⼯件,是夹具的主要功能元件之⼀。
定位⽀承元件的定位精度直接影响⼯件加⼯的精度。
⑵夹紧装置。
夹紧元件的作⽤是将⼯件压紧夹牢,并保证在加⼯过程中⼯件的正确位置不变。
⑶连接定向元件。
这种元件⽤于将夹具与机床连接并确定夹具对机床主轴、⼯作台或导轨的相互位置。
⑷对⼑元件或导向元件。
这些元件的作⽤是保证⼯件加⼯表⾯与⼑具之间的正确位置。
⽤于确定⼑具在加⼯前正确位置的元件称为对⼑元件;⽤于确定⼑具位置并引导⼑具进⾏加⼯的元件称为导向元件。
⑸其它装置或元件。
根据加⼯需要,有些夹具上还设有分度装置、靠模装置、上下料装置、⼯件顶出机构、电动扳⼿和平衡块等,以及标准化了的其它联接元件。
⑹夹具体。
夹具体是夹具的基体⾻架,⽤来配置、安装各夹具元件使之组成⼀整体。
上述各组成部分中,定位元件、夹紧装置、夹具体是夹具的基本组成部分。
粗基准平面通常
是指经过清理的锻、铸
毛坯工件的平面。
其表
面较粗糙,且有较大的
平面度误差。
粗基准平
面定位的特点如右图
所示。
图a所示为粗基
准平面定位点的随机
性分布特点。
一个较大的粗基准平面与定位支承平面接触时,必为随机分布的三个点,定位不稳定。
为了控制这三个定位点的位置,通常要采用呈点接触的定位元件,如支承钉(见图b),以获得较满意的固定定位点。
粗基准平面定位常用的定位元件有支承钉、可调支承和浮动支承。
1)支承钉
a)B型(球头)支承钉
b)C型(齿纹)支承钉
c)A型(平头)支承钉
2)可换支承钉
a)具有两种定位面的可换支承钉
b)磨损后可更换支承钉
用于批量较大的生产中,可以降低夹具成本
3)可调支承可调支承的定位点是可调整的。
a)调节支承
(JB/T8026.4-1999
)
b) 圆柱头调节承
(JB/T8026.3-1999)
c) 六角头支承
(JB/T8026.1-1999)
4)可调支承
浮动支承的特点是增加与定位工件的接触点,而不发生过定位。
使用浮动支承可提高工件的定位刚度。
a)摆动式浮动支承
b)移动式浮动支承
c)球形浮动支承
3、工件以精基准平面定位
工件的基准平面经切削加工后,可直接放在平面上定位。
经过刮削、精铣、磨削的平面具有较小的表面粗糙度值和平面度误差,可获得较精确的定位。
常用的定位元件有支承板和平头支承钉等,这类是呈面接触的定位元件。
1)支承板
a)A型光面支承板:用于垂直布置的定位场合
b)B型带斜槽支承板:用于水平布置的定位场合
2)支承钉
图所示为平头(A型)支承钉,其定位面经过磨削。
A型支承钉主要规格与B型、C型支承钉相同。
3)其他定位方法和元件
a)直接在夹具体的一个平面上定位
b)、c)非标准支承板
3、设计示例
图所示为开合螺母的零件简图,使用夹具加工螺纹Tr44×12至图样要求。
工件的主要定位基准为B平面,限制自由度
(图中定位符号见附表1);第二定位基准为A平面,限制自由度;第三定位基准为C平面,限制自由度。
4、辅助支承的应用
在加工大型机体和箱体零件时,为了克服因支承面的不足而引起的变形和振动,通常需要考虑提高工件的定位刚度。
在加工刚度较低的零件时,也要注意定位刚度的问题。
提高工件定位刚度常用的方法是采用辅助支承,以减小工件的变形和振动。
辅助支承不限制工件自由度,设计时要注意辅助支承与定位支承的区别。
辅助支承只起支撑作用,使用完毕需将其放松,待工件重新定位后再支撑。
图a所示为已标准化的自动调节支承(JB/T8026.7-1999)。
工件定位后,支承1由弹簧3的作用自动与工件保持接触,锁紧顶销2即可起支撑作用。
装夹工件时,要注意上述操作步骤。
如图b所示,工件在支承板、定位销、菱形销上定位、铣削A平面,其下端由辅助支承支撑。
辅助支承由斜楔作用,保持自锁。
新课小结(10分钟):
1、粗基准平面定位常用的定位元件
2、精基准平面定位常用的定位元件
作业布置:
课题名称:定位元件设计2
课型:新授课教学方法:讲授、讨论所需学时:2教具:无
教学目的:
1、掌握工件以圆柱孔定位方法
2、掌握工件以外圆柱面定位方法
3、培养学生分析问题解决问题的能力
教学重点与难点:重点:工件以圆柱孔定位及工件以外圆柱面定位方法难点:工件以圆柱孔定位及工件以外圆柱面定位方法
教学过程及内容:考勤、组织教学(3分钟):点名考勤、稳定学生情绪、宣布上课;
导入新课:以复习提问的方式导入新课(10分钟);
讲授新课:(60分钟)
二、工件以圆柱孔定位
1、工件以圆柱孔定位的特点
通常,工件以圆柱孔定位是一种中心定位,即定位面为圆柱孔表面,定位基准为圆柱中心轴线。
工件中心定位的方法是用定位轴、定位销、定位插销和心轴等与孔的配合实现的(见图a),故通常要求内孔基准面有较高的精度。
有时,采用自动定心定位。
粗基准内孔的定位很少采用。
图b所示为铣削尾座底平面的定位方法,在毛坯孔的两端用顶尖支承,以保证镗孔工序的余量均匀。
圆柱孔定位的特点
a)精基准的中心定位示意图
b)粗基准的中心定位示意图
2、工件以精基准孔定位
(1)定位轴
通常,定位轴为专用结构,其圆柱定位面可限制工件的四个自由度。
图所示为钻模所用定位轴的结构,图中2为中心定位部分,通常需最小间隙为0.005mm,直径公差带按设计确定;引导部分的倒角为15°;定位轴与夹具体连接,连接部分有多种结构。
钻模所用定位轴的结构
1—与夹具体的连接部分
2—中心定位部分
3—引导部分
4—夹紧部分
5—排屑槽
6—台阶定位面
(2)固定式定位销
定位销是多个定位基准定位中最常用的定位元件之一,在以孔作为第二定位基准、第三定位基准时使用。
图a所示为圆形A型固定式定位销(JB/T8014.2-1999),可限制工件的两个自
由度。
图b所示为B型固定式菱形定位销,只能限制工件的一个自由度。
(3)小定位销
如图所示,小定位销(JB/T8014.1-1999)也分A型、B型两种。
主要参数 D为1~3mm,其功能与固定式定位销相同。
小定位销
(JB/T 8014.1-1999)
a) 圆形小定位销
b) 菱形小定位销
(4)可换定位销
a)圆形可换定位销b)菱形可换定位销
(5)定位插销
图所示为定位插销(JB/T8015-1999)的结构。
A型定位插销可限制工件的两个自由度,B型定位插销则限制工件的一个自由度。
定位插销常用于不便装卸的部位和工件,以被加工孔作为定位基准的定位中。
其主要规格d为3mm,4mm,…,78mm。
d的公差带为f7。
a)圆形可换定位销
b)菱形可换定位销
(6)心轴
心轴常用于套类、盘类零件的车削、铣削、磨削和齿轮的加工中,以保证加工面对内孔的同轴度公差等精度要求。
心轴的结构较紧凑,心轴以柄部或中心孔作为连接表面与机床连接。
心轴的专用化程度很高,故许多企业都制订了有关心轴的企业标准,如外圆磨床、车床、滚齿机、插齿机、刨齿机、磨齿机等机床心轴的标准。
各类心轴示例
a)、c)、d)、e)、f)间隙配合定心b)定心夹紧
三、工件以外圆柱面定位
1、工件以外圆柱面定位的特点
通常,工件以外圆柱面定位是一种中心定位。
工件的定位基准为中心
要素。
常用的定位元件有V形块、定位套等。
有时采用自动定心定位,如定心夹紧机构。
2、定位元件
1)V形块
V形块有多种结构,主要有长V形块、短V形块和活动V形块等,分别可实现四点、二点、一点定位。
V形块的特点是能实现较精确的中心定位,装卸工件方便,应用也很广泛。
V形块能用于粗基准或精基准的定位。
V形块两斜面间的夹角α,可选用60°、90°或120°,其中,90°夹角的V形块应用最广。
图所示为标准化的V形块(JB/T 8018.1-1999)。
V形块的材料用20钢,渗碳淬硬至58~64HRC。
V形块主要规格N为9mm,14mm,18mm,…,85mm。
V形块的中心高度T可按下式计算(α=90°)
T=H+0.707D-0.5N
式中 D--V形块理论圆直径(mm);N--V形块开口尺寸(mm);T--V形块理论圆的中心高度(mm)。
2)定位套
讨论:自由度如何限制??
图所示为几种常用的定位套。
通常,定位套的圆柱面及端面为定位工作面。
图a所示为短定位套圆柱面;
图b所示的长定位套圆柱面。