汽车冲压件模具开发项目中模具的验收(精)
- 格式:doc
- 大小:22.50 KB
- 文档页数:8
长城汽车模具中心模具验收标准1.1.具设计技术条件1.1.1.D/L图设计和模具结构设计必须经客户认可。
冲压设备选用应符合客户提供的《冲压设备技术参数》和冲压生产布线要求。
1.1.2.社会承揽模具,应要求客户对冲压工艺方案、冲压设备选用情况、模具结构方岸进行认可性会签。
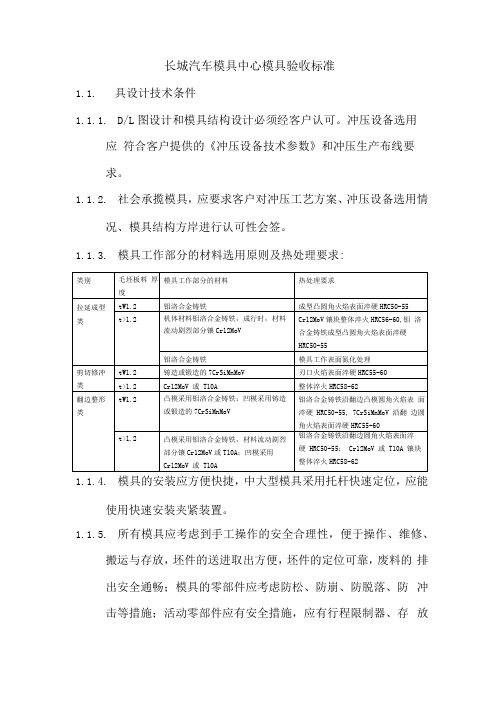
1.1.3.模具工作部分的材料选用原则及热处理要求:1.1.4.模具的安装应方便快捷,中大型模具采用托杆快速定位,应能使用快速安装夹紧装置。
1.1.5.所有模具应考虑到手工操作的安全合理性,便于操作、维修、搬运与存放,坯件的送进取出方便,坯件的定位可靠,废料的排出安全通畅;模具的零部件应考虑防松、防崩、防脱落、防冲击等措施;活动零部件应有安全措施,应有行程限制器、存放限制器、安全块、防护板、防护罩等。
1.1.6.模具的导柱均安装在下模座上,模具的起重和翻转应在设计时考虑。
1.1.7.模具的气动装置采用集管座结构,快速接头的安装位置及尺寸规格按客户要求,并应备有堵塞、换向阀和调压阀;接头插座的顺序排列为定位装置升起、下降、托料装置升起、下降。
进气管(及接头)深黄色,排气管(及接头)深白色。
1.2.模具制造技术条件1.2.1.件不应有过烧及机械加工不能去掉的裂纹夹层或凹坑。
1.2.2.卖方应对所采用的铸件进行消除应力处理(退火、振动失效等),以消除铸造内应力,并改善铸件的机械加工性能。
铸件退火后的硬度应在HRC170-241范围内;铸钢退火后的硬度应在HB142-229范围内。
1.2.3.卖方应向客户提供铸件的试棒及其它有关数据材料。
1.2.4.非标准铸件底板上的导柱孔、导套孔不允许直接铸出。
1.2.5.加工过的铸件工作表面不允许有裂纹及影响模具使用功能的砂眼及气孔。
1.2.6.铸件清理要求,铸件表面应光滑,不允许有非边和毛刺(铸钢件要去掉气割时的熔渣),在铸件的转角处和非工作的内腔表面不允许有粘沙和夹沙。
铸件内腔必须彻底清沙,内腔及不加工表面应涂漆。
汽车覆盖件冲压模具开发项目中模具的验收摘要:文章论述了汽车覆盖件冲压模具开发项目中模具预验收、终验收的验收程序和验收方法。
关键词:模具预验收;模具终验收;冲压模具;汽车覆盖件目前在汽车工业中,白车身的覆盖件大部分采用冷轧低碳钢板冷冲压加工。
我公司在微型客车汽车覆盖件开发的过程中,包含了模具的设计、制造和验收。
模具的验收主要依靠使用方(甲方)的冲压工艺员、产品检验员进行验收,按《汽车覆盖件冲压模具技术协议》(内容包含《冲压模具技术要求》、《冲压件技术要求》等)为依据来实施。
为了不断地提升模具验收水平,有必要对汽车覆盖件冲压模具开发项目中模具的验收进行总结。
现论述的是冲压模具制造好之后,在批量冲压生产之前,使用方(甲方)对模具制造商(乙方)的模具验收。
模具验收分两个阶段,预验收和终验收。
1 模具预验收程序模具预验收的程序主要包括以下几个方面:其一,模具预验收地点,模具制造商(乙方)的工厂。
其二,模具预验收目的:保证模具在甲方工厂冲压生产线能顺利地试模,减少模具在甲方现场的调试和维修时间。
其三,模具预验收前的准备工作:乙方制造的模具达到预验收条件时,书面通知甲方派员到乙方工厂进行模具出厂前的预验收;甲方在模具验收之前,乙方必须完成模具制造、调试;模具制造商至少冲压出3套合格件,且已装车调试;模具验收前乙方进行自检,将《模具检查表》、《覆盖件检验成绩记录表》、《模具明细表》、《拉深模顶杆布置图》、《冲压模具设计图样》和模具主要部件的《模具材质和硬度检测报告》提交2份给甲方确认。
其四,模具预验收过程:模具预验收开始,甲方代表在现场对乙方已冲压的合格覆盖件,检查零件外观并上检具复检,将检查数据记录在《覆盖件检验成绩记录表》上,确认覆盖件合格情况;甲方代表目视检查模具外观,对照《冲压模具设计图样》,校对模具主要结构及主要尺寸,并对照《模具检查表》中的静态和动态检查的项目,在现场作逐一验收,甲方将检查记录填写在《模具检查表》中,最后判定模具是否合格。

山东xxxx有限公司冲压模具验收标准I前言《模具验收标准》是结合《模具开发技术协议》和公司发展对冲压件品质要求编制而成,为模具验收过程提供验收标准和依据,规范模具的验收工作,使模具验收更加的细致、全面,从而保证模具与冲压件的质量。
本标准由山东xxxx有限公司研究院工艺部负责起草并归口。
I冲压模具验收标准1 范围本标准适用于山东xxxx有限公司冲压模具验收工作。
2 规范性引用文件《模具开发技术协议》中的要求自动成为标准中未描述的内容。
3术语和定义无4 职责和权限4.1 质量中心参与模具验收,负责验收过程中产品状态的判定。
4.2 研究院由研究院工装项目开发部门负责模具验收及相关工作的推进。
4.3 生产中心模具使用部门,负责接收、维护、管理模具,参与模具验收全过程并负责对安全性、操作性确认,并负责设备、材料、场地及人员的准备工作。
5 验收规范5.1 准备阶段5.1 工装开发部门需要准备制件检查基准书、模具技术协议、模具验收记录单;5.2 制定计划根据项目开发计划及技术协议要求,工装开发部门编制验收计划,相关各部门进行配合。
5.3 实施阶段主要包括对模具的外观、装配、精度、操作性进行动静检检查。
12345675.5验收中对制件的一般要求1. 外板件制件表面不允许有拉毛,拉伤、起皱、波浪、毛刺、磕碰、划伤等任何缺陷(产品造型原因需经技术部门判断后可以保留);2. 内外板均不允许有开裂,缩颈(可以有20%的料厚变薄率)、压伤,变形、塌边、塌角、翘曲;3.内板允许起皱(门盖类包边区域及可视区域不允许);叠料不允许,即使在废料区也不允许因会对模具型面有损伤(转角轻微叠料处可以);4. 内板件重要部位毛刺的高度最大不得超过0.2mm;对于有包合关系的内板件不允许有影响包边效果的毛刺。
5.对于压伤变形,内板因调整回弹允许有轻微压伤变形,外观件不可以;88.对于轻微拉毛允许存在,但必须是在不影响大批量生产的情况下。
6验收中标准如与技术协议冲突则以技术协议为标准9。

For personal use only in study and research; not for commercial use1. 目的对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入使用的物料、部品和模具满足预期的要求。
2. 范围适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品。
3.定义来料检验:外部购买的物料和委外加工部品的检验。
过程检验:内部加工的模具零部件、半成品和成品检验。
最终检验:模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。
4.职责4.1工程部负责相关检验数据的提供。
4.2质检部负责对物料、部品以及模具实施来料检验、过程检验和最终检验。
4.3仓库对采购物资质量负责,并配合质检部做好来料检验工作。
4.4生产部协助做好过程检验,并确保未经检验或检验不合格的物资不投入使用。
5.检验作业流程5.1来料检验5.1.1作业流程图5.1.2作业流程5.1.2.1仓管员在接收到外来的物料时,对物料种类、供应商、数量等信息进行确认,确认无误后将物料存放在暂放区域,并以“待检品”予以标识同时通知品管。
5.1.2.2质检部接到报检信息后对物料名称、规格、供应商、包装、标识等与相应的采购文件进行核对,无误后进行抽样或全数检查,并将检验结果填入《出/入库检验记录》。
5.1.2.3检验合格的物料贴上“合格”标签,仓管人员办理入库手续。
5.1.2.4检验不合格的物料,质检部会同设计、钳工、数控等相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离。
5.1.2.5采购担当将不合格物料的信息反馈给供应商,无法采用的物品予以退回同时填写《质量异常纠正措施单》。
5.1.2.6如特别采用的物料要修整的,修整后须检验合格方能投入使用。
5.2过程检验5.2.1作业流程图5.2.2作业流程5.2.2.1各工序作业者完工后进行自检;若自检不合格则重新返工,本工序无法返工的按不合格处理。
冲压模具验收标准2冲压模具验收标准股份有限公司塑变类冲压模验收标准 Q/JQ436-19991 主要检查验收项目和适用范围本标准对塑变类冲压模的凸模、凹模、退压料及定位、导向机构、外观及安装尺寸的装配检查项目及技术要求。
以及对制件、凸模与凹模、定位和压料、安装与外观的调整检查项目及技术作出规定。
本标准适用于本公司、外协厂制造的塑变类冲压模,也适用于境外制造的塑变类冲压模。
本标准规定的各项技术要求与甲乙双方认可的图纸及技术协议执行。
本标准中使用的表面粗糙度按1系列执行。
2 装配检查项目及技术要求凸模形状与尺寸应符合图纸要求或符合提供样件的要求。
棱线、搭线应没有凹凸、扭曲。
R滑顺、没有凹凸尖角。
凸模与凹模的研合率,主要部位80,以上,次要部位70,以上。
因特殊要求,铸件易磨损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
工作表面粗糙度,主要部位,次要部位。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、翻边ICD5等)。
凹模形状及尺寸应符合图纸要求或提供样件要求。
棱线、搭线没有凹凸、扭曲。
R 滑顺、没有凹凸尖角。
工作表面粗糙度,主要部位不低于,次要部位,凹模口圆角不低于。
因特殊要求,铸件易损部位(或焊接刀口),以合金钢焊条填补,堆焊部位的宽、深都应在10×10mm以上。
或镶合金钢块。
与凸模间隙,直线和角度部位应符合要求(曲线部位适当减小)。
镶块接合面间隙小于0.1mm。
镶块与窝座(或挡块)及键的配合间隙应?0.05mm。
材料与淬火硬度应符合图纸及技术协议要求。
一般使用合金铸铁(如 GM246、铸钢ICD5等)。
2.3 退、压料及定位2.3.1退、压料板表面粗糙度,主要部位及大平面为。
2.3.2退、压料板与凸模间隙在0.05,0.2mm之间(可调整/小模具)。
汽车模具验收流程及标准规范汽车模具验收是汽车模具生产过程中非常重要的环节,通过严格的验收流程和标准规范,可以确保汽车模具的质量和可靠性,提高生产效率和产品质量。
下面将详细介绍。
一、汽车模具验收流程1. 设计审查:首先需要对汽车模具的设计进行审查,确保设计满足产品的要求,包括尺寸精度、结构合理性、材料选用等方面。
2. 原材料检验:对汽车模具的原材料进行严格检查,包括材料的质量、化学成分、硬度等指标,确保材料符合要求。
3. 制造过程控制:在汽车模具的制造过程中要进行严格的控制,包括加工工艺、工序检验、装配过程等,确保每个环节都符合标准要求。
4. 成品检验:对汽车模具的成品进行全面检查,包括外观质量、尺寸精度、表面光洁度等方面,确保产品质量达到要求。
5. 功能测试:对汽车模具进行功能测试,验证其工作性能和稳定性,确保模具在使用过程中能够正常工作。
6. 现场验收:将汽车模具送到客户现场进行验收,让客户进行最终确认,确保模具完全符合客户的要求。
7. 验收报告:完成汽车模具验收后,需要出具验收报告,记录验收过程和结果,作为模具质量的证明。
二、汽车模具验收标准规范1. 尺寸精度:汽车模具的尺寸精度是关键指标之一,需符合设计要求,通常要求在毫米级别内。
2. 表面质量:汽车模具的表面质量直接影响产品的外观和性能,需达到客户要求的表面光洁度和光泽度。
3. 材料要求:汽车模具的材料必须符合国家标准或客户要求,包括材料强度、硬度、耐磨性等指标。
4. 制造工艺:汽车模具的制造工艺要求严格,需要符合相关标准要求,包括加工精度、工艺流程、装配工艺等方面。
5. 功能测试:汽车模具的功能测试是验收的重要环节,需要验证模具的工作性能和稳定性,确保模具满足使用要求。
总之,汽车模具验收流程及标准规范是确保汽车模具质量的重要保障,只有严格执行验收流程和标准规范,才能生产出高质量的汽车模具,提高生产效率和产品质量。
希望以上内容对您有所帮助。
1 模具静态验收1.1 模具材质及硬度检验材质检验:乙方应提供相应的原材料的材质报告, 进行相应的核对。
硬度检验的标准主要是依据技术协议, 检查部位主要是冲裁模的刃口部位, 成形、拉深模的型腔受力部位等, 用便携式硬度仪进行检验。
1.2 冲裁刃口检验冲裁刃口要求锋利、垂直, 主要的检验方法是目测, 要求刃口没有白光反光, 并选择适当的面作为基面, 用角尺检查垂直度。
1.3 表面粗糙度及堆焊质量检验表面粗糙度及堆焊质量主要是对拉深、压弯、成形、翻边、整形模的主圆角部位进行检查, 使用对比块、目测和手感的方法检验。
要求手感平滑、目测有极细的打磨纹理, 符合对比要求等。
堆焊质量要求无气孔、无裂缝、刃口堆焊硬度达标、与本体过渡平滑。
检验时目测无凹坑, 手感与本体过渡平滑, 用适当的探伤手段进行探伤, 用硬度仪进行硬度检查。
1.4 结合面间隙检验要求镶块结合面间隙≤0.1mm , 镶块与基座之间无间隙, 检验方法是使用厚薄规塞相应的缝隙。
顶出器与凹模间隙以及退料板与凸模间的间隙一般为料厚的0.3 倍~0.7 倍, 利用厚薄规进行检查。
内导板间隙一般为0.06mm~0.1mm 且均匀, 用厚薄规检查间隙。
1.5 插销位置及柱销配合要求在弹簧、橡皮、氮气缸等不受力的情况下, 插销的第一节能插入检验时在模具合拢的状态下, 手感插销插入和拔出自如。
柱销配合要求松紧适宜, 检验方法为手感, 捶击渐进, 拔出不毛。
1.6 斜楔预应力弹簧及复位检验要求在自由状态下, 斜契预应力弹簧不受力。
手感弹簧能旋转, 前后稍有窜动。
斜楔复位的技术要求为斜楔复位后应碰到缓冲块, 检验方法是目测斜楔是否碰到缓冲块。
1.7 废气孔、排气孔和排气管检验废气孔应畅通无阻, 检验时用端面为平面的细铁棒从废气孔插入, 感觉是否畅通。
排气孔、排气管要求畅通, 上模排气管要求管头弯曲朝侧下方, 检验方法是使用压缩空气吹, 观察孔及管路的情况。
1.8 闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
送检日期序号合格1
2
3456712345123451234
滑动部件是否涂黄油
模具产品图纸一,结构图纸,零配件及模具材料供应商明细,使用说明书,电子图档是否齐全
备注 附合格产品全尺寸报告,需现场验证
凸凹模是否喷防锈油
模具设计模具外观试冲样件包装模具正反表面都应有该模具的标识,至少包括:产品名称及图号,模具名称,供应商标记
推料,卸料机构必须灵活,且在开启状态下必须突出凸凹模表面0.5-1mm
冲模所有活动部件的移动应平稳灵活,无滞止现象冲孔,落料的漏料孔应保持畅通
试冲样件的尺寸和形状符合产品设计图的要求,试样工件的尺寸不得达到产品图纸的极限尺寸
冲模质量稳定性(正常生产条件下连续生产八小时)定位,导正机构的设计凸,凹模等工作零件的设计
压料,卸料和出料的方式和防止废料上升的措施
安全防护措施的设计
备品,备件易损件是否齐全并附明细,有无供应商设计内容是否符合有关的基础标准
模具零件不允许有裂纹,工作表面不允许有划痕,机械损伤,锈蚀等表面缺陷
模具零件的材料,几何形状,尺寸精度,表面粗糙度值等是否符合图纸要求
冲裁模之凸凹模刃口及侧刃等必须锋利,不允许崩刃,缺口和机械损伤
热处理后的零件硬度均匀,不允许有软点和脱碳区,并清楚氧化物
模具技师检查项目标准冲压工艺的分析和设计,排样图是否合理卸料系统的设计
供应商名称
产品名称
模具名称
意见:
冲压部:
签字:日期:意见:
项目部:
签字:日期:意见:
采购部:
签字:日期:意见:
备注:
签字:日期:。
第 4期 (总第 121期2003年 12月山西机械 SHAN X I M A CH I N ER Y N o 14D ec 1文章编号 :100828342(2003 0420053203汽车冲压件模具开发项目中模具的验收朱敏华(上海拖拉机内燃机公司 , 上海 200433摘要 :详细地论述了汽车冲压件模具开发项目中模具验收的各个项目及其技术要点、验收手段和验收方法。
关键词 :验收 ; 模具 ; 冲压件中图分类号 :T G 38512文献标识码 :A收稿日期 :2003207221作者简介 :朱敏华 (19742 , 女 , 江苏省无锡市人 , 工程师 , 部门经理 , 1997年毕业于太原重型机械学院 , 同济大学工程硕士。
0引言随着汽车工业的飞速发展 , 汽车覆盖件、骨架件大部分采用冷冲压成形的工艺。
在汽车冲压件开发的过程中 , 包含了模具项目的开发、设计、制造以及验收等过程。
目前 , 大多数模具的验收主要依靠工艺人员以及模具钳工的经验 , 理论上系统有效的指导及论述较少 , 所以及时地对汽车冲压件模具开发项目中模具的验收进行总结及归纳就显得极其重要。
现论述的是模具制造好之后 , 在正式投入小批量以及批量生产之前模具使用方对模具制造厂商的模具验收 , 主要分模具的静态验收和模具的动态验收两部分。
1模具静态验收根据冲压件形状的不同 , 冲压工艺的设置路线是不同的 , 一个零件可能通过一个工序就能完成 , 也可能通过五个、六个工序来完成。
但是在模具的验收过程中 , 对每一副模具都需要进行静态验收。
静态验收是指模具没有安装到相应的机床上 , 在非工作状态下 , 上下模合拢以及上下模打开的状态下进行的相关检验。
111模具材质及硬度检验材质检验的标准主要是依据双方签定的技术开发协议 , 如模具上下模板用铸铁、冲裁刃口用硬质合金材料等 , 检验时要求供应商提供相应的原材料的材质报告 , 进行相应的核对。
硬度检验的标准主要是依据技术协议 , 检查部位主要是冲裁模的刃口部位 , 成形、拉深模的型腔受力部位等 , 用便携式硬度仪进行检验。
112冲裁刃口检验冲裁刃口要求锋利、垂直 , 主要的检验方法是目测 , 要求刃口没有白光反光 , 并选择适当的面作为基面 , 用角尺检查垂直度。
113表面粗糙度及堆焊质量检验表面粗糙度及堆焊质量主要是对拉深、压弯、成形、翻边、整形模的主圆角部位进行检查 , 使用对比块、目测和手感的方法检验。
要求手感平滑、目测有极细的打磨纹理 , 符合对比要求等。
堆焊质量要求无气孔、无裂缝、刃口堆焊硬度达标、与本体过渡平滑。
检验时目测无凹坑 , 手感与本体过渡平滑 , 用适当的探伤手段进行探伤 , 用硬度仪进行硬度检查。
114结合面间隙检验要求镶块结合面间隙≤ 011mm , 镶块与基座之间无间隙 , 检验方法是使用厚薄规塞相应的缝隙。
顶出器与凹模间隙以及退料板与凸模间的间隙一般为料厚的 013倍 ~017倍 , 利用厚薄规进行检查。
内导板间隙一般为 0106mm ~011mm 且均匀 , 用厚薄规检查间隙。
115插销位置及柱销配合要求在弹簧、橡皮、氮气缸等不受力的情况下 , 插销的第一节能插入。
检验时在模具合拢的状态下 , 手感插销插入和拔出自如。
柱销配合要求松紧适宜 , 检验方法为手感 , 捶击渐进 , 拔出不毛。
116斜楔预应力弹簧及复位检验要求在自由状态下 , 斜契预应力弹簧不受力。
手感弹簧能旋转 , 前后稍有窜动。
斜楔复位的技术要求为斜楔复位后应碰到缓冲块 , 检验方法是目测斜楔是否碰到缓冲块。
117废气孔、排气孔和排气管检验废气孔的技术要求为畅通无阻 , 检验时用端面为平面的细铁棒从废气孔插入 , 感觉是否畅通。
排气孔、排气管要求畅通 , 上模排气管要求管头弯曲朝侧下方 , 检验方法是使用压缩空气吹 , 观察孔及管路的情况。
118闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙 , 合模状态下上模座平行度≤ 011mm m , 平面度≤ 0115mm m 。
检验方法为使用数控铣床 , 将模具吊到铣床的等高垫板上 , 抽动垫板不松动 , 开动铣床用百分表打模具上平面 , 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
要求压板槽位置、宽度定位缺口位置符合机床的技术要求 , 位置度为±015mm , 宽度±1mm 。
检验方法为使用数控铣床在检验闭合高度的同时检查压板槽与定位缺口的位置 , 用卡尺测量压板槽宽度与压板厚度。
119其它部件检验所有容易掉入杂物的活动部位都要有防护板 , 并能有效工作。
对起重部件 (包括模具内大部件的起重装置要求固定式起重棒无松动 , 插入式起重棒防脱环有效。
模具内部较大的零部件有起吊螺孔并符合要求。
1110标识、标记及油漆检验镶块的标记是为了在模修以及模具维护保养过程中拆装方便、不宜混淆。
要求按一定的规则用钢印把编号打在镶块上。
凡是顶出器吊出要拆除的镶块为特殊镶块 , 要求进行特殊镶块的标识 , 如涂上黄色油漆等。
铭牌要符合技术协议的相关内容。
油漆的技术要求为所有的非加工面必须涂上规定颜色的油漆 , 各种安全标记必须分明一致。
2模具的动态验收所谓模具的动态验收即模具安装在调试或生产用机床上进行相关的运动 , 检查模具的动作协调性以及各运动部位的状态 , 以确保模具与机床匹配以及零件质量。
211各部位动作检验要求模具各部位动作协调。
检验方法为模具空运行数次 , 耳听、目测没有异常声响、上下运动平稳、斜楔运动中无瞬间停止。
212导向部分检验①要求导柱、导套部分间隙在 0101mm ~0102mm 并且均匀 , 检验方法为在所有导柱上涂色 (一般用红丹粉 , 运行数次 , 检查着色均匀情况以及拉毛、局部磨亮的情况。
②要求外导板间隙在 0103mm ~ 0105mm , 检查方法为静态时使用厚薄规测量 , 动态时在上导板上涂色 , 检查着色情况 , 要求无局部拉毛、擦亮或擦黑 , 模具在下死点测量导板周边间隙均匀合理。
③斜楔技术要求为侧面与上面间隙≤ 0102mm 并且间隙均匀 , 检验方法为用厚薄规测量间隙大小 , 涂色同上检查 , 用铜棒轻击斜楔 , 要求没有晃动感。
213定位检验定位分平板件和成型件 , 技术要求均为位置准确、定位稳定。
检验方法为观察板料与全部定位面的接触情况 , 用手晃动要求各方向没有大的松动现象。
214研合率检验拉深、整形、翻边模要求凸凹模形状复杂部分、凸起形状、棱线、筋的两侧研合率达到 85%, 大面积、大弧度、顶出器、压料板研合率达到 70%。
检验方法为拉深模工序件双面涂色 , 运行一次 , 检查着色情况 ; 其它模具先单面涂色检查定位面 , 再在另一面涂色 , 机床点动 , 使压料面压住料 , 成形部分不工作 , 起模后检查着色情况。
修边、冲孔模技术要求为沿刃口部位与孔的周边研合率达到 80%。
检验方法为用工序件先单面涂色检查凸、凹模着色情况 , 再在反面涂色 , 起模后检查顶出器部分的着色情况。
215反侧面检验要求反侧面无间隙 , 检验方法是在反侧面涂色 , 运行一次 , 检查涂色是否被均匀地挤掉。
216下死点检验要求模具完成成形或剪切时 , 刚性限位无间隙。
检验方法是上模或下模所有刚性限位涂色 , 冲压一次 , 检查压到底标记是否清晰 , 检查未涂色刚性限位的着色情况 , 检查成形零件所有形状或棱线是否清晰。
217斜楔受力面检验要求斜楔受力面贴合良好 , 检验方法是在斜楔单面涂色 , 运行一次 , 观察对应面的着色情况。
218冲裁间隙要求冲载间隙均匀、合理 , 检验方法是从冲裁断面和毛刺来分析判断 , 一般情况下毛刺的大小根据产品、顾客的要求以及参考国标而定。
219切入量检验①外刃口切入量技术要求平面件≤ 2mm 、立体件 2mm ~7mm , 检查方法是观察退料板被压下的量来确定。
凸、凹模刃口侧面涂色 , 模具到下死点 , 沿凹模刃口在凸模刃口的侧面划线 , 起模后检查线到刃口的垂直距离。
②内刃口切入量技术要求≤ 2mm , 检验方法是观察凹模里的废料到凹模刃口的距离 , 如果凹模中没有废料 , 可采用模具到下死点后 , 插入侧销的第二台阶 , 起模后观察凸模高出顶出器的量。
③斜楔冲孔切入量≤ 2mm , 检验方法是观察凹模中废料到凹模口的距离或者先目测退料板里的凸模到退料板表面的距离 , 点动机床 , 当退料板刚与冲压件接触 , 记录退料板与斜楔的相对位置 , 到下死点 , 再测量此值。
2110废料排出检验①外刃口废料技术要求为冲裁后不得留有废料 , 检验方法为试冲数次 , 观察废料是否能顺利切断并自由滑落。
②内刃口废料、斜楔冲孔废料要求能自由排出模具外或落在废料盒中 , 检验方法为试冲数次 , 检查废料是否能顺利排出模具外。
2111侧销检验侧销技术要求为模具到下死点时第二节台阶能顺利插入 , 检验方法为模具到下死点 , 松开安全板 , 推动侧销 , 观察是否能顺利插入。
2112托料机构检验要求托料平稳、送料方便、不得划伤板料。
检验方法为观察送料状态或者站在操作工的角度自己送料 , 感觉是否方便 , 检查板料是否划伤。
2113顶料机构检验①气缸顶出技术要求为顶出平稳、零件不变形、送料和取料方便。
检验方法为让气缸上下运动数次 , 观察运动是否平稳 , 当气缸顶出时 , 用手晃动托料板 , 观察顶出机构刚性是否足够 , 验收人员站在操作工的角度来检验操作是否方便。
②顶件销技术要求为能把零件顶出模具形面 , 零件上不能有压痕。
检验方法为用手或其他辅助工具压顶件销能自动弹出 , 运行数次观察零件上是否有压痕。
2114其它检验斜楔回程后不影响送料或取料 , 检验方法是验收人员按操作要求送料和取料感觉是否有干涉。
搭边值主要是考虑材料的节约 , 一般为料厚的 115倍。
用卡尺测量搭边值来进行检查。
根据图纸以及顾客要求判定产品的合格程度以及确定模具型腔是否符合要求。
3结论在汽车冲压件项目的开发过程中 , 模具起到至关重要的作用。
因此要对模具进行有效的控制、规范的验收 , 这样才能有效地控制模具的质量 , 从而有效地控制零件的质量。
I n spection of the stam p i ng d ie for veh icle partsZHU M i n -hua(Shanghai T racto r and Internal Com busti on Engine Co 1, Shanghai , 200433, Ch inaAbstract :T h is essay describes the item s of die in specti on in the p rocess of the developm en t of the veh icle dies , including the key techno logies and the in specti on m easu rem en ts 1Key words :in specti on ; dies ; stamp ing parts(上接第 52页题 , 仔细分析 , 避免造成误判断。