高铬铸铁叶片材质研究
- 格式:pdf
- 大小:442.43 KB
- 文档页数:7
辽宁工程技术大学硕士学位论文钒钛高铬铸铁及其耐磨机理的研究姓名:苏丹申请学位级别:硕士专业:材料学指导教师:刘忆20060101辽宁工程技术大学硕士学位论文19退火后组织如图所示:高铬白口铸铁退火后的组织结构主要是变异莱氏体+珠光体+二次渗碳体。
图2—2退火后组织2.3.1淬火试验高铬铸铁在铸态和热处理态都具有很好的耐磨性,但在实际工作过程中,铸态的高铬铸铁不一定能得到需要的组织,为了发挥其耐磨性,常常处理成马氏体基体,使基体本身更耐磨,更好的支持碳化物。
本试验淬火温度选取了960℃。
2.3.2回火试验回火是铸件淬火后必不可少的后续工序,回火温度取260℃,使铸件淬火后的温度趋于稳定化。
舀舞时同h.·图2-3“淬火+回火”工艺曲图3.1为v含量为0.8%的铸态试样x射线衍射图谱,可以看出,存在奥氏体相,生成Cr7C3,Fe3C,M02C,TiC和V2C等化合物;图3-2为该试样热处理后x射线衍射图谱,奥氏体大部分转变成马氏体,同时还有Cr7C3,M02C,TiC和V2C等化合物生成。
3.1.2金相组织高铬铸铁的铸态金相组织为共晶碳化物+奥氏体及奥氏体的转变产物.如图3.3。
当含cr大于12%时,高铬铸铁的共晶碳化物主要是M7C3型共晶碳化物,所以高铬铸铁的铸态组织为奥氏体加M7c3型碳化物及少量马氏体组成,碳化物呈美丽的菊花状和条块状。
高铬铸铁若想获得马氏体组织,必须得通过热处理来实现Ds]。
(a)加入0.8%钒×400(b)加入l-0%钒×400图3.3钒钛高铬铸铁铸态试样的显微组织(a)未加钒(b)加入0.6%钒×400辽宁工程技术大学硕士学位论丈(c)加入0.8%钒x400(d)加入1.0%钒X400图3—4钒钛高铬铸铁热处理后试样的显微组织图3-4是未加钒和加不同含量的钒变质处理试样热处理后的组织,其组织均为马氏体+碳化物+弥散分布的二次碳化物‘91。
TiC_x-高铬铸铁复合材料的制备及性能研究摘要:本文研究了 TiC_x/高铬铸铁复合材料的制备及性能。
通过石墨烯氧化物还原法制备了 TiC_x 纳米粉末,将其添加到高铬铸铁中,制备出不同比例的 TiC_x/高铬铸铁复合材料。
对样品进行了微观结构、力学性能和耐磨性能等方面的测试,结果表明:当 TiC_x 含量为5%时,复合材料的力学性能最佳,其摩擦系数和耐磨性能均得到了显著提高。
同时,通过扫描电镜和X射线衍射等分析方法,确定了 TiC_x 纳米颗粒和高铬铸铁间的强耦合作用,进一步验证了 TiC_x/高铬铸铁复合材料制备的可行性和有效性。
关键词:TiC_x;高铬铸铁;复合材料;石墨烯氧化物还原法;力学性能;耐磨性能1. 引言高铬铸铁具有优异的高温性能和耐腐蚀性能,被广泛应用于航空、汽车、机械等领域中。
然而,在一些高负荷、高摩擦、高温、高磨损等恶劣环境下,高铬铸铁的性能存在一定的局限性。
为了克服这些问题,研究人员将其与其他材料复合,制备出了一系列优异性能的复合材料。
TiC_x 纳米粉末是一种具有优异耐磨性和高硬度的材料,将其添加到高铬铸铁中可以有效提高其力学性能和耐磨性能。
2. 实验材料和方法2.1 材料高铬铸铁、TiC_x 纳米粉末、石墨烯氧化物、异丙醇、乙二醇等。
2.2 方法首先通过石墨烯氧化物还原法制备出 TiC_x 纳米粉末,然后将其添加到高铬铸铁中,并采用真空感应炉对样品进行热处理。
通过SEM、XRD、TEM等分析手段对样品进行了微观结构和物理性能等方面的测试。
3. 结果与分析通过SEM观察得到,TiC_x 纳米颗粒均匀分布于高铬铸铁基体中,并且与基体间存在强耦合。
随着 TiC_x 含量的增加,样品的硬度和强度均呈现出上升趋势。
当 TiC_x 含量为5%时,复合材料的力学性能最佳,其摩擦系数和耐磨性能均得到了显著提高。
4. 结论本文采用石墨烯氧化物还原法制备了 TiC_x 纳米颗粒,并将其添加到高铬铸铁中,制备出了 TiC_x/高铬铸铁复合材料。
高铬铸铁双吸叶轮铸造工艺设计及优化近期我公司承接了国外客户来图加工的叶轮合同,要求材质为耐磨铸铁A49,叶轮运行环境弱酸性溶液。
由于叶轮作为过流部件,溶液对叶轮腐蚀性比较厉害,而我厂的A49材质属于良好耐磨耐腐蚀性材料,但是它的脆性比较强,它的铸造性能比普通的高铬铸铁差,容易抽裂,铸造废品率较高。
次双吸叶轮结构更复杂,合理的铸造工艺尤为重要。
本文主要探讨此双吸叶轮的铸造工艺及优化。
一、铸件简介本次生产的双吸叶轮结构如下图所示,叶轮主要特点为:双吸式叶轮,上下结构对称,被中间盖板隔开,毛坯重量为600kg,叶轮外径为800mm,叶轮高度为400mm,叶片上下个5枚叶片,叶片厚度为30mm,盖板厚度为40mm,其化学成分如下C:1.85~2.15%、Si:0.3~0.8%、Mn:0.5~1.0%、P<0.10、S<0.08、Cr:24~30%、Ni:2.0~3.0%、Cu:0.5~1.5%、Mo:2.0~3.0%。
技术要求流道内部表面光滑平整,无凸起和凹陷部位,不能有砂眼、裂纹、缩孔等铸造缺陷,静平衡质量允许差为100g,硬度要求HRC45~50。
二、铸造工艺设计2.1叶轮结构较复杂,模型和芯盒均采用木模,叶片采用铸铝,造型方法采用呋喃树脂砂造型,砂型尺寸为1200*1200*400两扇。
2.2分型面和拔模斜度。
根据叶轮的形状,在上盖板中间分型,如工艺图所示,查《铸造工程师手册》取拔模斜度取1%。
2.3收缩率与加工量。
高铬铸铁收缩率比较大,一般按照2%留收缩,结合我厂多年生产叶轮的实际经验,叶轮流道部分基本不收缩,所以流道不留收缩,其余按照2%留收缩。
加工量:高铬铸铁材质较硬和脆,不利于机械加工,所以加工量尽量留小一点,参考铸件尺寸和机械加工余量(GB/T6414-1999)以及结合我厂多年实际生产经验,取上箱加工量为5mm,下箱加工量为4mm。
2.4浇注系统和冒口设计。
高铬铸铁A49材料流动性很差,宜采用开放浇注系统,在叶轮上下两层,沿盖板芯头外圆处,内浇道六道,各浇道截面积按照F 直:F横:F内:=1.0:0.9:1.2。
《ZTA-高铬铸铁复合材料组织结构及浸渗行为研究》ZTA-高铬铸铁复合材料组织结构及浸渗行为研究一、引言随着现代工业技术的快速发展,复合材料因其优异的物理和化学性能,在众多领域中得到了广泛的应用。
其中,ZTA(氧化锆增韧的氧化铝)陶瓷和高铬铸铁复合材料因其高硬度、高耐磨性及良好的耐腐蚀性,在机械制造、汽车制造、石油化工等领域展现出显著的优势。
对这类复合材料的组织结构及浸渗行为进行研究,对于优化其性能,提高应用效果具有重要意义。
二、ZTA/高铬铸铁复合材料的组织结构1. 材料组成与制备ZTA/高铬铸铁复合材料主要由ZTA陶瓷颗粒和高铬铸铁基体组成。
制备过程中,通过粉末冶金技术将两种材料均匀混合,并经过烧结、压制等工艺,形成具有特定性能的复合材料。
2. 组织结构特点(1)ZTA陶瓷颗粒:ZTA陶瓷颗粒具有较高的硬度和良好的韧性,能够有效提高复合材料的整体强度和耐磨性。
其晶粒尺寸较小,分布均匀。
(2)高铬铸铁基体:基体具有较好的延展性和塑性,能够与ZTA陶瓷颗粒形成良好的界面结合。
同时,高铬成分能够有效提高材料的耐腐蚀性。
3. 显微结构分析通过扫描电子显微镜(SEM)和X射线衍射(XRD)等手段,可以观察到ZTA/高铬铸铁复合材料中两种材料的显微结构及分布情况。
结果显示,ZTA陶瓷颗粒均匀地分布在基体中,形成了致密的复合材料结构。
三、浸渗行为研究1. 浸渗过程浸渗行为是指复合材料在特定环境下,如高温、高压等条件下,基体对ZTA陶瓷颗粒的渗透和融合过程。
这一过程对于复合材料的性能具有重要影响。
2. 影响因素(1)温度:温度是影响浸渗行为的关键因素。
随着温度的升高,基体对ZTA陶瓷颗粒的渗透能力增强,有利于两种材料的紧密结合。
(2)压力:压力的大小也会影响浸渗效果。
适当的压力能够促进基体对ZTA陶瓷颗粒的渗透,提高两种材料的界面结合强度。
(3)时间:浸渗过程需要一定的时间。
随着浸渗时间的延长,基体与ZTA陶瓷颗粒的界面结合更加紧密,有利于提高复合材料的整体性能。
高铬铸铁
高铬铸铁是一种含有高铬(一般大于12%)的铸铁材料。
它具有良好的耐磨、耐热、抗腐蚀等性能,广泛应用于矿山、冶金、水泥、电力等行业中需要抗磨、抗腐蚀性能较高的零部件制造。
高铬铸铁的主要优点有:
1. 良好的耐磨性:高铬铸铁中的高铬元素可以形成较硬的碳化铬(Cr7C3),提高材料的硬度和耐磨性。
2. 良好的耐热性:高铬铸铁中的高铬元素可以提高材料的热稳定性和耐高温性能,适用于高温环境下的工作。
3. 抗腐蚀性能优异:高铬铸铁中的高铬元素可以形成致密的氧化铬(Cr2O3)保护膜,有效阻止氧、水和其他腐蚀介质的侵蚀。
4. 加工性能好:高铬铸铁具有良好的铸造流动性和机械加工性能,可以通过各种铸造和加工方法进行成型。
尽管高铬铸铁具有许多优点,但也存在一些缺点,如易产生铬酸盐等有害物质,需要注意环保和安全问题。
此外,高铬铸铁较为脆性,对冲击和震动敏感,需合理设计和使用。
Cr 27高铬铸铁生产工艺的实验研究cr27高铬铸铁生产工艺的实验研究cr27高铬铸铁生产工艺的实验研究由于一些特种泵工作条件严酷,忍受磨损和锈蚀等多种促进作用,国外生产企业多使用含cr23%~30%的低铬铸铁提升耐热件使用寿命,例如英国用含cg25%低铬铸铁生产杂质泵,发掘海底沙石,寿命仅约2年。
国内某些生产厂家使用含铬26%~28%的低铬铸铁生产特种泵铸件,获得一定效果,但在实际应用领域中存有使用寿命高、质量不平衡、加工困难等问题,本文对含铬26%~28%低铬铸铁的选矿及热处理工艺展开了实验研究,选取了合金的成分及生产工艺。
1金成分的选取碳和铬,碳是提高合金硬度的主加元素,提高含碳量能增加碳化物数量,效果比提高铬量更显著,但降低铸件韧性。
由于特种泵铸件受冲击载荷较小,应选择高碳,合金含碳量可选定为2.5%~3.5%。
铬是高铬铸铁的主加元素,特种泵主要为耐腐蚀磨损,考虑耐蚀性的影响,含铬量定为26%~28%,cr/c为8~10。
根据经验公式,基体中含铬量为cr%=1.95cr/-2.47,合金基体的平均含铬量在14%左右,大于11.7%,具有很好的抗蚀性。
碳、铬、和碳化物之间有如下关系:碳化物%=12.33%c+0.55%cr-15.2%。
合金中碳化物的数量为30%~35%,具有优良的抗磨性能。
铬大部分形成合金碳化物,因合金淬透性很差,须加入其它合金元素来改善。
钼,钼的主要促进作用就是提升合金淬透性,钼减少ms点的促进作用并不大。
当钼和铜联手采用时,提升淬透性更显著。
含钼量掌控在1.5~3.0%。
镍,镍为非碳化物形成元素,全部溶于奥氏体,使ms点明显降低。
含镍量宜控制在低于2.0%。
硅,硅可以由合金炉料带进及以脱氧剂形式重新加入。
硅可以提升ms点,但减少合金淬透性。
硅固溶基体中减少铸铁脆性,不含硅量可以掌控在0.50%~1.0%。
锰,锰能提高合金淬透性,但强烈降低ms点,使残余奥氏体明显增加,硬度下降。
高韧性高铬铸铁衬板的研制和应用冯胜山杨应凯叶学贤曹金宏余松明1 前言据统计,我国每年消耗的金属耐磨材料约300万吨以上,其中仅冶金矿山消耗的衬板就达10万吨左右。
目前我国各类矿山用磨机等选矿设备中的衬板等易损件一般都采用ZGMn13高锰钢材质。
这类易损件在使用时要承受一定的冲击和磨料磨损,因此其材质应具有良好的抗磨性能和一定的冲击韧性。
ZGMn13奥氏体高锰钢的冲击韧性很高(аk达200J/cm2),原始硬度不超过HB230,但在高的冲击负荷作用下,工件表面层能够产生硬化效应,其表面硬度可达HRC42~48,而中心仍保持优良的韧性。
但如果服役时冲击能量不够,奥氏体高锰钢表面冲击硬化效应不能充分产生,高锰钢表面达不到高硬度,则工件很快磨损。
同时高锰钢的屈服极限(б0.2)较低(约为350MPa左右),在使用中,尤其是使用前期工件易发生塑性变形。
另外球磨机衬板与研磨介质(如磨球)之间还存在一个硬度匹配问题,研磨介质硬度一般应高于衬板硬度HRC3左右较宜,但目前很多厂矿使用的低铬铸铁、高铬铸铁磨球的硬度大大高于高锰钢衬板硬度。
高锰钢在低冲击负荷下的上述不足常常导致工件的韧性有余而耐磨性不够,磨损失效快,而且变形严重,致使工件寿命短。
Cr>11%的高铬白口铸铁的共晶碳化物为六方晶系的M7C3,(CrFe)7C3的硬度为HRV50 1200~1800,比一般白口铸铁的共晶碳化物Fe3C(HRV50840~1100)高,同时凝固特性发生变化,凝固时(CrFe)7C3是孤立相,而奥氏体是连续相,因而韧性较普通白口铸铁大有改善,因此是抗磨粒磨损和抗切削磨损的首选材料。
国外应用较多,主要用于中低冲击负荷工况条件的衬板、锤头、磨球、渣浆泵过流部件等大中型磨损件。
国内外对高铬铸铁的磨损机制、断裂机制、断裂韧性(K1c值)、裂纹扩展机理进行了一系列的研究,结果表明高铬铸铁可以通过调整碳铬比,加入各类合金元素,采用稀土变质处理和热处理工艺等来控制碳化物的大小和形态、二次碳化物量及弥散度以及基体组织(马氏体、奥氏体、索氏体),从而调整性能,满足工件使用要求。
高铬铸铁化学成分范围
高铬铸铁化学成分范围
高铬铸铁是一种具有高强度、高耐磨性和高耐腐蚀性的铸铁材料。
其化学成分范围对于材料的性能有着至关重要的影响。
高铬铸铁的化学成分范围通常为:C 2.5-3.5%,Si 0.5-1.5%,Mn 0.5-1.0%,Cr 12-28%,Mo 0-3%,Ni 0-3%,Cu 0-1%,P ≤0.15%,S ≤0.10%。
其中,碳是高铬铸铁的主要合金元素之一,可以提高材料的硬度和强度。
硅可以提高铸铁的流动性和耐磨性。
锰可以提高铸铁的强度和韧性。
铬是高铬铸铁的关键合金元素,可以提高材料的耐磨性和耐腐蚀性。
钼、镍和铜等元素可以进一步提高材料的耐腐蚀性和耐磨性。
在高铬铸铁的化学成分范围中,磷和硫的含量也非常重要。
过高的磷和硫含量会降低材料的韧性和冲击韧性,从而影响材料的使用寿命和安全性。
在实际应用中,高铬铸铁的化学成分范围可以根据不同的使用要求进行调整。
例如,在一些高温环境下使用的高铬铸铁中,通常会增加钼的含量,以提高材料的耐热性和耐腐蚀性。
高铬铸铁的化学成分范围对于材料的性能有着至关重要的影响。
在实际应用中,需要根据不同的使用要求进行合理的调整,以获得最佳的性能表现。
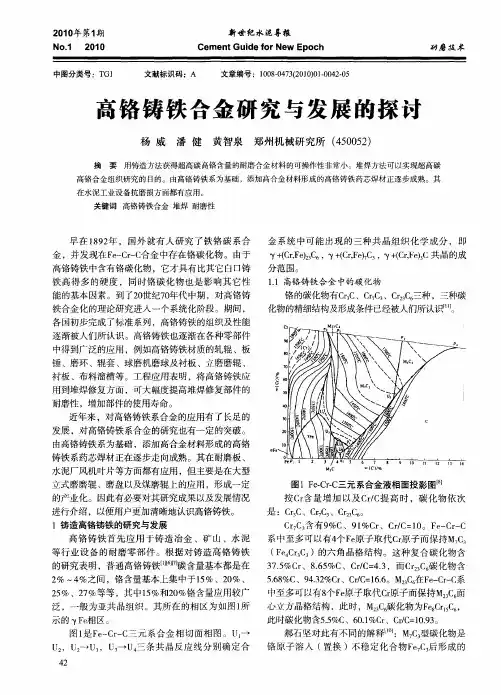
山东科学SHANDONGSCIENCE第34卷第5期2021年10月出版Vol.34No.5Oct.2021DOI:10.3976/j.issn.1002 ̄4026.2021.05.006ʌ新材料ɔ收稿日期:2020 ̄09 ̄30作者简介:王学亮(1982 )ꎬ男ꎬ硕士ꎬ工程师ꎬ研究方向为先进耐磨材料ꎮE ̄mail:xue21112@126.com∗通信作者ꎬ王瑞国ꎬ男ꎬ工程师ꎬ研究方向为表面清理工程ꎮTel:15169911857ꎬE ̄mail:124404249@qq.com熔模铸造高铬铸铁抛丸器叶片耐磨性王学亮ꎬ王勇杰ꎬ刘立艳ꎬ王瑞国∗ꎬ张朝阳(山东开泰抛丸机械股份有限公司ꎬ山东邹平256217)摘要:以正交试验法研究高铬铸铁抛丸器叶片最佳热处理工艺参数ꎬ通过添加微量钒元素及纳米WC/TiC颗粒ꎬ改善高铬铸铁件的耐磨性并提高使用寿命ꎬ取得了初步的成效ꎮ试验结果发现:当淬火保温时间3h㊁回火温度450ħ㊁回火时间2h㊁叶片硬度60HRC时ꎬ耐磨性最好ꎻ微量钒元素和纳米WC/TiC颗粒的加入ꎬ可细化叶片微观组织ꎬ改变碳化物形貌ꎬ使叶片耐磨性提高30%ꎮ研究结果表明ꎬ优化热处理工艺和添加特殊成分可提高高铬叶片的耐磨性ꎬ提高综合效益ꎮ关键词:高铬铸铁ꎻ热处理ꎻ硬度ꎻ耐磨性ꎻ钒中图分类号:TG141㊀㊀㊀文献标志码:A㊀㊀㊀文章编号:1002 ̄4026(2021)05 ̄0042 ̄07开放科学(资源服务)标志码(OSID):Wearresistanceofhigh ̄Crcast ̄ironbladeofshotblastingmachinewithinvestmentcastingWANGXue ̄liangꎬWANGYong ̄jieꎬLIULi ̄yanꎬWANGRui ̄guo∗ꎬZHANGChao ̄yang(ShandongKaitaiShotBlastingMachineryCo.ꎬLtd.ꎬZouping256217ꎬChina)AbstractʒTheoptimalheat ̄treatmentparametersforthehigh ̄chromiumcastironbladesofshotblastingmachinewereresearchedonthebasisoftheorthogonalexperimentaldesign.Withtheadditionoftraceelementsꎬvanadiumandnano ̄sizedWC/TiCparticlesꎬthewearresistanceofhigh ̄chromium(Cr)cast ̄ironcastingwasimprovedꎬthusextendingitsservicelife.Theresultsindicatedthatthebladesᶄhardnesswas60HRCanditsbestwearresistancewasobtainedataquenchingsoakingtimeof3hwhiletempingat450ħfor2h.Byaddingthetraceelementsꎬvanadiumandnano ̄sizedWC/TiCparticlesꎬthemicrostructureofthebladewasrefinedꎬthecarbidemorphologywaschangedꎬandthewearresistenceimprovedby30%.Resultsshowedthatthewearresistanceofhigh ̄Crbladescanbeincreasedbyoptimizingtheheat ̄treatmentprocessandthebladesᶄcompositionꎬtherebyprovingthecomprehensivebenefitofthisstudyinindustrialapplications.Keywordsʒhigh ̄chromiumcastironꎻheattreatmentꎻhardnessꎻwearresistanceꎻCr第5期王学亮ꎬ等:熔模铸造高铬铸铁抛丸器叶片耐磨性㊀㊀抛丸器耐磨件一般多用高铬铸铁材料ꎬ包括叶片㊁定向套和分丸轮等ꎮ高速弹丸流(金属或非金属磨料)在高速旋转叶片的离心力作用下ꎬ抛打所要清理的工件表面ꎬ去除毛刺㊁黏砂㊁氧化皮和锈迹等ꎬ得到一定粗糙度和清洁度的表面ꎮ抛丸器的使用寿命主要由叶片的耐磨性决定ꎬ制作叶片的材料经历了普通白口铸铁㊁镍硬白口铸铁㊁高铬铸铁三个阶段[1 ̄3]ꎮ高铬铸铁比一般白口铸铁有更好的耐磨性和韧性ꎬ同时还兼有良好的抗腐蚀和耐高温性能ꎬ且成本适中㊁生产便捷ꎬ成为当今优良的抗磨料磨损材料之一[4 ̄7]ꎮ高铬铸铁中具有M7C3[(Cr Fe)7C3]型碳化物ꎬ属于六方晶系ꎬ硬度达1200~1700HVꎬ远高于M3C(Fe3C)ꎮ这种呈杆状和片状的碳化物孤立分布ꎬ减小了对基体的割裂作用ꎬ保证了较好的韧性[8]ꎮ高铬铸铁要选用亚共晶成分ꎬ且铬碳比需合理ꎬ否则基体组织中会析出粗大的过共晶初生碳化物ꎮ初生碳化物内部有共晶成分的组织及缩孔ꎬ其截面呈规则的六边形ꎮ金属磨料的冲击挤压易导致粗大的初生碳化物的碎裂剥落ꎬ而剥落的碳化物碎粒硬度远高于金属磨料ꎬ当碳化物碎粒压入叶片表面ꎬ会犁出沟槽导致叶片磨损加剧ꎬ如图1所示ꎮ图1㊀叶片磨损后形貌Fig.1㊀Morphologyofthewornblade抛丸器耐磨件一般采用砂型铸造工艺ꎬ为提高耐磨件的精度和性能ꎬ抛丸器耐磨件熔模铸造技术应运而生ꎮ熔模铸造的耐磨件尺寸精度高㊁表面质量好㊁内部缺陷少㊁组织致密ꎮ由于在蜡模组树黏结时ꎬ耐磨件可改变浇注位置ꎬ符合顺序凝固原则ꎬ可明显优化碳化物生产方向ꎬ提高铸件内在质量ꎮ山东开泰抛丸机械股份有限公司生产的高铬铸铁耐磨件(叶片㊁定向套㊁分丸轮等)ꎬ在国内同行业中处于领先地位ꎬ但与国外产品相比仍有较大差距ꎮ本文旨在研究熔模铸造高铬铸铁成分配比㊁热处理工艺及添加剂成分ꎬ探寻最佳的工艺参数ꎬ以改善高铬铸铁件的耐磨性ꎬ提高使用寿命ꎬ降低成本ꎮ1㊀试验方法与方案本试验以360抛丸器用360叶片为研究对象ꎬ探索高铬铸铁耐磨件生产的最佳工艺参数ꎮ试验采用SPECTROLAB18A光谱仪测试高铬铸铁化学成分ꎬ采用HR ̄150A洛氏硬度计测试硬度ꎬ采用JB ̄300型摆锤式冲击试验机检测冲击韧性(因高铬铸铁韧性较低ꎬ冲击试样选用无缺口试样)ꎬ在尼康MA ̄100光学显微镜上进行金相组织观察ꎮ高铬铸铁抛丸器叶片熔模铸造工艺如图2所示ꎮ不同叶片使用寿命在同一台Q378抛丸机上装机试验ꎬ同工况下ꎬ使用相同的金属磨料㊁抛打相同的工件ꎬ记录抛丸器运行时间和叶片使用寿命ꎮ图2㊀高铬铸铁抛丸器叶片熔模铸造工艺Fig.2㊀Investmentcastingprocessofhigh ̄chromiumcast ̄ironbladeofshotblastingmachine34山㊀东㊀科㊀学2021年2㊀结果与讨论2.1㊀高铬铸铁性能及成分设计铬是高铬铸铁中的主要合金元素ꎬ其一部分形成碳化物ꎬ还有一部分固溶于γ相中ꎬ使淬透性提高ꎬ铬质量分数大于10%时才能得到M7C3(Cr Fe)7C3型碳化物ꎮ铬和碳的含量影响高铬铸铁的淬透性ꎬ铬碳比增大ꎬ可提高淬透性ꎬ高铬铸铁的铬碳比通常为4~8[9]ꎮ碳化物的含量直接关系到高铬铸铁的耐磨性ꎬ碳化物含量提高ꎬ耐磨性随之提高ꎬ同时淬透性和韧性降低ꎮ碳化物的含量与碳和铬含量的定量关系可由下式表示[10]:K=11.3A+0.5B-13.4ꎬ(1)式中ꎬK为碳化物质量分数ꎬA为碳的质量分数ꎬB为铬的质量分数ꎮ可知ꎬ只要提高碳和铬的含量ꎬ就可提高碳化物的含量ꎬ其中铬的作用比碳小得多ꎮ加入一定的合金元素可提高高铬铸铁的淬透性ꎬ这些元素通常是钼㊁铜㊁钒㊁镍等ꎮ钒元素可以使碳化物球化ꎬ并细化组织ꎬ提高韧性ꎮ要获得优良耐磨性的高铬铸铁ꎬ首先要对其成分进行设计ꎮ一般情况下ꎬ高铬耐磨铸铁要求:①选择共晶或亚共晶成分ꎻ②碳化物数量合适ꎻ③铬碳比合理ꎬM7C3类型碳化物比例尽量多ꎻ④根据使用工况ꎬ使耐磨性和韧性达到最佳配合ꎻ⑤淬透性好ꎬ空冷或风冷淬火时组织中不得出现索氏体和珠光体[11]ꎮ综合考虑各元素作用ꎬ本研究中普通360叶片的成分如表1所示ꎮ表1㊀普通叶片成分配比(质量分数)0.25%~0.45%18%~23%3.9%~4.4%17%~25%6%~9%5.0~8.5余量2.2㊀高铬铸铁叶片热处理工艺改进高铬铸铁产品传统热处理工艺为:260㊁420㊁560㊁880ħ下各保温1hꎬ然后升温至1000ħꎬ保温后出炉空淬ꎬ220ħ井式炉回火ꎮ为了得到热处理最优工艺流程ꎬ设计正交试验进行热处理试验ꎬ为保证完全奥氏体化ꎬ加热温度需维持在1000ħꎬ正交试验的因素水平表如表2所示ꎮ正交试验结果如表3所示ꎮ表2㊀正交试验因素水平表223501.5334502.0445502.544第5期王学亮ꎬ等:熔模铸造高铬铸铁抛丸器叶片耐磨性表3㊀普通叶片正交试验热处理方案及结果分析Table3㊀Analysisexperimentaldesign213501.558.7314502.061.5415502.558.5522501.558.1623502.061.1724502.560.5825501.057.5932502.061.91033502.561.11134501.061.71235501.561.41342502.557.51443501.061.21544501.561.51645502.060.3K1240.2239.0241.9K2237.2242.1239.7K3246.1245.2244.8K4240.5237.7237.6k160.05059.75060.475k259.30060.52559.925k361.52561.30061.200k460.12559.42559.400极差R2.2251.8751.800主次顺序AꎬBꎬC最优水平A3B3C3㊀㊀通过分析表3中硬度结果ꎬ可以发现最优的热处理工艺为:保温时间3h㊁回火温度450ħ㊁回火时间2hꎮ图3为常规热处理工艺与最优热处理工艺后叶片金相组织对比ꎬ通过对比发现ꎬ基体组织均为马氏体ꎬ但在最优热处理工艺下的叶片金相组织的碳化物更细小ꎬ对基体的割裂作用更小ꎬ因此具有更好的耐磨性ꎮ(a)常规热处理工艺(400倍)㊀㊀㊀㊀㊀(b)最优热处理工艺(400倍)图3㊀常规热处理工艺与最优热处理工艺叶片金相组织对比Fig.3㊀Comparisonofthemetallographicstructuresofconventionalandoptimalpreparedblade54山㊀东㊀科㊀学2021年2.3㊀添加钒对高铬铸铁叶片性能的影响钒是优良的合金添加剂ꎬ钢或铸铁中加入微量的钒可细化组织晶粒ꎬ提高强度和韧性[12]ꎮ因此在高铬叶片中尝试加入微量钒ꎬ细化组织晶粒ꎬ同时减少铬铁的使用量ꎬ降低成本ꎮ加钒叶片成分(质量分数)见表4ꎬ图4为加钒叶片金相结果ꎮ分析图4可知ꎬ加钒叶片热处理后碳化物较普通叶片更细小ꎬ硬度平均值为54.8HRCꎬ冲击韧性9J/cm2ꎬ虽然硬度较普通叶片60HRC有所降低ꎬ但冲击韧性有所提高ꎬ通过装机试验对比ꎬ其使用寿命略低于普通叶片5%左右ꎬ但其成本比常规叶片低20%ꎮ表4㊀加钒叶片成分(质量分数)0.032%0.372%83.487%4.19%19.89%7.91%5.32(a)100倍㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀(b)400倍图4㊀含钒叶片金相组织Fig.4㊀Metallographicstructureofthevanadiumblade2.4㊀纳米WC/TiC复合颗粒对高铬铸铁叶片性能的影响利用纳米WC/TiC复合颗粒增强高铬铸铁ꎬ制备新型高铬铸铁基复合材料ꎬ是高铬铸铁未来发展的趋势之一[13 ̄16]ꎮ由于纳米WC/TiC复合颗粒粒径小㊁分布均匀㊁比表面积大㊁表面活性高㊁耐高温㊁抗氧化㊁硬度高ꎬ是一种很好的耐熔耐磨材料ꎮ在抛丸器中加入WC/TiC复合颗粒ꎬ可抑制基体生长ꎬ改变M7C3的生长形貌ꎬ可作为形核质点细化晶粒ꎬ提高高铬铸铁的硬度和韧性ꎬ从而提高其耐磨性ꎮ颗粒增强高铬铸铁可采取如下试验方案:第一组ꎬ无添加ꎻ第二组ꎬ将纳米WC/TiC复合颗粒变质剂(12g)出铁水前加入浇包(100kg)内ꎬ依靠高温铁水将复合颗粒熔化ꎬ静置2~3minꎮ添加纳米WC/TiC复合颗粒后金相组织如图5所示ꎬ其碳化物较普通叶片明显细小ꎬ碳化物由粗大的板条状变为断续的网状分布ꎬ对基体的割裂作用减小ꎮ装机试验使用寿命提高了30%ꎬ约100hꎮ㊀㊀㊀㊀(a)无添加(400倍)㊀㊀㊀㊀(b)添加纳米WC/TiC材料(400倍)图5㊀添加纳米材料前后的叶片显微组织Fig.5㊀Microstructureofthebladebeforeandaftertheadditionofnanomaterials6474第5期王学亮ꎬ等:熔模铸造高铬铸铁抛丸器叶片耐磨性3㊀结论(1)通过正交试验方案探索了热处理工艺ꎬ得出1000ħ保温时间3h㊁回火温度450ħ㊁回火时间2h为最佳热处理工艺ꎮ添加微量钒及纳米WC/Ti颗粒均可改善高铬叶片的耐磨性或降低生产成本ꎮ(2)添加微量钒元素ꎬ硬度平均值为54.8HRCꎬ冲击韧性9J/cm2ꎬ虽然硬度较普通叶片60HRC有所降低ꎬ但冲击韧性有所提高ꎬ通过装机试验对比ꎬ其使用寿命略低于普通叶片5%左右ꎬ但其成本比常规叶片低20%ꎬ提高了综合效益ꎮ(3)通过添加纳米WC/TiC复合颗粒ꎬ碳化物由粗大的板条状变为断续的网状分布ꎬ使用寿命提高了30%ꎬ约100hꎮ参考文献:[1]孙建昌ꎬ王波ꎬ边功勋ꎬ等.Cr15Mo3高铬铸铁件的生产和检测[J].铸造设备与工艺ꎬ2018(1):29 ̄30.DOI:10.16666/j.cnki.issn1004 ̄6178.2018.01.010.SUNJCꎬWANGBꎬBIANGXꎬetal.ProductionanddetectionofCr15Mo3high ̄chromiumironcasting[J].FoundryEquipment&Technologyꎬ2018(1):29 ̄30.DOI:10.16666/j.cnki.issn1004 ̄6178.2018.01.010.[2]何成文ꎬ许云龙ꎬ何龙.高铬铸铁(Cr15)密封盘材质耐磨性能研究[J].盐科学与化工ꎬ2017ꎬ46(9):50 ̄52.DOI:10.16570/j.cnki.issn1673 ̄6850.2017.09.017.HECWꎬXUYLꎬHEL.Highchromiumcastiron(Cr15)sealingpadmaterialwear ̄resistingperformanceresearch[J].JournalofSaltScienceandChemicalIndustryꎬ2017ꎬ46(9):50 ̄52.DOI:10.16570/j.cnki.issn1673 ̄6850.2017.09.017.[3]郭克星ꎬ夏鹏举.含硼Cr26高铬铸铁组织和性能研究[J].热加工工艺ꎬ2020ꎬ49(12):45 ̄48.DOI:10.14158/j.cnki.1001 ̄3814.20182179.GUOKXꎬXIAPJ.Studyonstructureandpropertiesofboron ̄containingCr26high ̄chromiumcastiron[J].HotWorkingTechnologyꎬ2020ꎬ49(12):45 ̄48.DOI:10.14158/j.cnki.1001 ̄3814.20182179.[4]王阳阳ꎬ贾晨ꎬ杨建锋ꎬ等.高铬铸铁的冲蚀磨损性能研究[J].热加工工艺ꎬ2019ꎬ48(4):64 ̄66.DOI:10.14158/j.cnki.1001 ̄3814.2019.04.015.WANGYYꎬJIACꎬYANGJFꎬetal.Erosionwearperformanceofhigh ̄Crwhitecastingiron[J].HotWorkingTechnologyꎬ2019ꎬ48(4):64 ̄66.DOI:10.14158/j.cnki.1001 ̄3814.2019.04.015.[5]刘夙伟ꎬ季峰ꎬ张艳ꎬ等.钛含量对高铬铸铁耐磨性能的影响[J].铸造ꎬ2021ꎬ70(1):68 ̄73.LIUSWꎬJIFꎬZHANGYꎬetal.Effectoftitaniumcontentonwearresistanceofhighchromiumcastiron[J].ChinaFoundryꎬ2021ꎬ70(1):68 ̄73.[6]唐慧文ꎬ刘海华ꎬ周学平ꎬ等.二次回火对高铬铸铁组织的影响[J].金属热处理ꎬ2017ꎬ42(12):122 ̄126.DOI:10.13251/j.issn.0254 ̄6051.2017.12.025.TANGHWꎬLIUHHꎬZHOUXPꎬetal.Effectofdoubletemperingonmicrostructureofthehighchromiumcastiron[J].HeatTreatmentofMetalsꎬ2017ꎬ42(12):122 ̄126.DOI:10.13251/j.issn.0254 ̄6051.2017.12.025.[7]王学亮ꎬ王瑞国ꎬ刘立艳ꎬ等.几种常见耐磨耐冲击材料的综合性能对比分析[J].山东工业技术ꎬ2020(4):46 ̄52.DOI:10.16640/j.cnki.37 ̄1222/t.2020.04.006.WANGXLꎬWANGRGꎬLIULYꎬetal.Comprehensiveperformanceanalysisofsomewear ̄resistingandimpactresistantmaterials[J].ShandongIndustrialTechnologyꎬ2020(4):46 ̄52.DOI:10.16640/j.cnki.37 ̄1222/t.2020.04.006. [8]王守仁ꎬ翟永真ꎬ陈雪梅.几种国内外抛丸器叶片的微观组织结构与抗磨性分析与比较[J].铸造设备与工艺ꎬ2011(4):1 ̄3.WANGSRꎬZHAIYZꎬCHENXM.Analysisandcomparisionofmicrostructureandwear ̄resistanceforseveralkindsofshotblastingblade[J].FoundryEquipmentandTechnologyꎬ2011(4):1 ̄3.[9]吕尚谋.高铬铸铁磨球的铬㊁碳含量及热处理温度[J].水利电力机械ꎬ1991(3):11 ̄15.84山㊀东㊀科㊀学2021年LÜSM.Chromiumꎬcarboncontentandheattreatmenttemperatureofhighchromium[J].WaterConsevancy&ElectricPowerMachineryꎬ1991(3):11 ̄15.[10]田大标.铌在高铬铸铁堆焊层中的存在状态[J].中国表面工程ꎬ2008ꎬ21(6):37 ̄40DOI:10.3321/j.issn:1007 ̄9289.2008.06.009.TIANDB.ThestatusofNbinthehighCrcastironhardfacinglayer[J].ChinaSurfaceEngineeringꎬ2008ꎬ21(6):37 ̄40DOI:10.3321/j.issn:1007 ̄9289.2008.06.009.[11]王学亮ꎬ王守仁ꎬ刘立艳ꎬ等.高铬铸铁低温退火代替高温退火的研究[J].冶金与材料ꎬ2020ꎬ40(3):16 ̄18.DOI:10.3969/j.issn.1674 ̄5183.2020.03.007.WANGXLꎬWANGSRꎬLIULYꎬetal.Researchonlowtemperatureannealingofhighchromiumcastironinsteadofhightemperatureannealing[J].MetallurgyandMaterialsꎬ2020ꎬ40(3):16 ̄18.DOI:10.3969/j.issn.1674 ̄5183.2020.03.007. [12]王守仁ꎬ翟永真ꎬ王彬ꎬ等.基于复合型壳精铸的三种铸铁组织与性能比较[C]//第十四届铸造学术会议暨天津市第九届铸造学术年会论文集.天津:中国机械工程学会ꎬ天津市铸造学会ꎬ2013:358 ̄362.WANGSRꎬZHAIYZꎬWANGBꎬetal.Mechanicalpropertiesandmicrostructureofthreekindsofcastironusinginvestmentcastmethods[C]//Proceedingsofthe14thFoundryAcademicConference&theNinthTianjinFoundryAcademicAnnualConference.Tianjin:ChineseMechanicalEngineeringSocietyꎬTianjinFoundrySocietyꎬ2013:358 ̄362.[13]谢文芳ꎬ邵星海ꎬ毛志平.纳米陶瓷中间合金增强高铬铸铁铸渗层的研究[J].铸造ꎬ2020ꎬ69(2):154 ̄158.DOI:10.3969/j.issn.1001 ̄4977.2020.02.007.XIEWFꎬSHAOXHꎬMAOZP.Studyoncast ̄infiltratedlayerofhighchromiumcastironreinforcedbymasteralloyswithnano ̄ceramics[J].Foundryꎬ2020ꎬ69(2):154 ̄158.DOI:10.3969/j.issn.1001 ̄4977.2020.02.007.[14]王书利ꎬ王爱琴ꎬ谢敬佩ꎬ等.WC ̄高铬铸铁铸渗层的组织与性能研究[J].铸造ꎬ2011ꎬ60(2):192 ̄194.WANGSLꎬWANGAQꎬXIEJPꎬetal.MicrostructuresandpropertiesofWCreinforcedhighchromiumironcast ̄infiltratedlayer[J].ChinaFoundryꎬ2011ꎬ60(2):192 ̄194.[15]姜吉鹏ꎬ李世波ꎬ胡树郡ꎬ等.添加TiC对高铬铸铁性能的影响[J].稀有金属材料与工程ꎬ2020ꎬ49(2):701 ̄705.JIANGJPꎬLISBꎬHUSJꎬetal.EffectsofaddedTiConpropertiesofhighchromiumwhiteiron[J].RareMetalMaterialsandEngineeringꎬ2020ꎬ49(2):701 ̄705.[16]魏丹ꎬ罗铁钢ꎬ董应虎ꎬ等.WC定位增强高铬铸铁复合材料的研究[J].铸造ꎬ2020ꎬ69(2):142 ̄148.DOI:10.3969/j.issn.1001 ̄4977.2020.02.005.WEIDꎬLUOTGꎬDONGYHꎬetal.StudyonWCpositioningreinforcedhighchromiumcastironcomposite[J].Foundryꎬ2020ꎬ69(2):142 ̄148.DOI:10.3969/j.issn.1001 ̄4977.2020.02.005.。
保温及深冷处理对改善高铬铸铁性能的研究摘要:根据高铬铸铁在各种领域中的使用性能特点,本研究在原有热处理工艺的基础上,为了改善其组织性能进一步探讨两种保温及深冷处理工艺对高铬铸铁性能的影响。
关键词:高铬铸铁;深冷处理;回火含铬量在12%~28%之间的白口铸铁就属于高铬铸铁,它是一种广泛应用于采矿、电力、筑路机械、水泥、耐火材料等各个领域,常见于磨料磨损和冲击磨损的机件,如衬板、抛丸清理机室体、叶片、锤头、磨球等。
高铬铸铁具有比合金钢优良的耐磨性能、比一般白口铸铁优良的韧性和强度,同时抗腐蚀和抗高温性能也很突出,并且成本较低、容易生产。
为了提高高铬铸铁的各项性能指标,改善它的韧性、减少它的脆性等问题,使得在某些冲击较大的情况下也能很好地发挥它的使用价值,毫无疑问地在一定程度上会更加扩大其推广和使用。
所以提高高铬铸铁的冲击韧性、增加它的耐磨性等力学性能,也一直具有可研究的价值和意义。
热处理工艺的不断发展和改进,深冷技术逐渐地被许多研究人员用来来改进材料的性能。
深冷处理技术是一种通过改善工件内部组织的成分比例、分布均匀性,从而能够改善金属工件耐磨性、尺寸稳定性、强韧性、使用寿命的热处理工艺。
深冷处理指温度在-130℃以下的冷处理,通过低温处理来改善材料组织性能,可以转变残余奥氏体、析出超细碳化物、提高马氏体的抗蚀性、减少工件变形、开裂等,而且工艺简单、成本低、无污染,具有很好的应用前景,但是在各种实施热处理方案、把深冷技术更好地融合进去,还是具有一定的复杂程度和可变化性。
为了发挥高铬铸铁的潜在能力,本研究将在原有的研究基础上采用两种工艺,从而来探讨保温与深冷处理之间的互相配合对高铬铸铁性能的影响。
借助学院力学性能检测实验室及中航一集团下属工厂的热处理车间,针对高铬铸铁展开两套方案的热处理实验。
1 确立热处理的方案工艺一为针对高铬铸铁试样采用1100℃保温2小时,空淬后进行深冷处理,即空淬后放入液氮(-196℃)中保冷2小时,再进行回火保温4小时,回火温度分别取150、250、350、450、550和650℃,完成后空冷。
cr.20高铬铸铁的磨损性能研究铁喜顺1.张永振1,沈百夸‘,拣跃‘,周守超2(1.洛阳工学院材料工程隶,洛阳471039;2.三门峡巨力枝术有限心司.河南三门姨)抽要:研究了c卜20高铬锛铁的组身:厦萁三体磨损性能。
结果表明:热处理对cr.20高雏铸铁的组织与性能有显著的影响。
对于蠹檀特性。
在謦掼韧粥.o.20、o—15高罐铸铁与马氏体球墨铸铁的耐磨性均高于20铜表面掺碳处理试样e在磨掼进行到一定程度后,由于表面高硬度层的磨损,三种材科的相对耐磨性曼著增大;无论是石英砂,还是玻璃砂作为謦科.c卜20高话铸铁的耐磨性最高、c・15高铸铸铁欢之,马氏体璩墨铸铁最低。
嗣时,在玻璃砂软磨料条件下.与20铜裹面处理试样相比.上述三种耐料耐磨性的优势更大。
关t调:(c卜2疃高铬铸铁;f组织;耐磨性南中围分类号:,协143.9、文献标识码:A文章编号:1001—4977(2000)S01—0641一03、YdIm,8stj口ati∞OnWearR∞jstamCharacterbtjcS.ofCr_20HiahChrOmiumWhiteIrOnTJEXj.shunl,ZHANGYon口-zhenl,SHENBaj—Jjn91,aHENYuel,ZHOUShou.cha02(1.Depl0fMateriaIs,LuoyangInsti加teofTechnology.Luoyang,471039,He’nanPRChina(2.SanmenxiaJuIiTechniquico.Sanmenxia,He’nan,PRChjna)^bg吨啊:Theinv∞tIgationsinthispaperaremadeont№microstruc如reandw∞rr∞13tantcha怕c伯rJs—ticsorhigh曲romiumwhiteIronswith20wt%chfomiumaddItionTheexperimentalr∞ultslndjcatethatthecr.20hiahchrOmi帅wh-teiron口oss畸∞sthebestw∞rr∞istancecompa阳dwiththatofCr-15highchromiumwh.teironar—marteniteductileiron.Atthesametime,theexce¨entwear怕sistancecOm・paredw.thsurfacehard朗ingpIa.nst∞1w帅O.2%CarboncontentismuchmOreobViO惦Iy计uslnggl∞ssandasabrasiveKeywO—s:Cf一20highchromiumwtliteirOn;micrOstructure;wearr∞istancecr20高铬肄铁近年来被成功地应用于许多磨粒瞎损工况条件下的易损件。
高铬合金铸铁项目可行性研究报告项目建议书一、项目背景与目标高铬合金铸铁是一种具有高强度、高耐磨性和高耐蚀性的材料,广泛应用于机械制造、石油化工、矿山等领域。
本项目旨在通过对高铬合金铸铁项目可行性的研究,为企业的决策提供依据,并提出合理、可行的建议,促进高铬合金铸铁项目的发展和应用。
二、研究内容和方法1.市场需求分析:通过对高铬合金铸铁产品市场需求的调研和分析,确定产品的市场潜力和发展趋势,预测市场增长率和竞争态势。
2.技术可行性分析:对高铬合金铸铁的生产技术进行研究和评估,分析其生产过程、成本以及技术难点,探讨其与传统铸铁材料的比较优势。
3.资源可行性分析:对项目所需的原材料、设备和人力资源进行评估和分析,确定资源供应能力和可行性。
4.经济可行性分析:通过建立财务模型,评估高铬合金铸铁项目的投资回报率、财务指标和盈利能力,确定项目的经济可行性。
5.风险评估分析:对高铬合金铸铁项目可能面临的风险进行评估,提出相应的应对策略和风险控制措施。
三、研究结果与建议1.市场需求分析结果:根据市场调研数据显示,高铬合金铸铁市场需求稳定增长,特别是在机械制造和矿山行业,具有广阔的应用前景。
2.技术可行性分析结果:高铬合金铸铁生产技术相对成熟,但仍存在一些技术难点,需要进一步研究和改进,提高产品的质量和性能。
3.资源可行性分析结果:原材料供应稳定,生产设备及人力资源符合项目需求,项目资源可行性高。
4.经济可行性分析结果:基于财务模型的分析显示,高铬合金铸铁项目具有较高的投资回报率和盈利能力,项目经济可行性良好。
5.风险评估结果与建议:高铬合金铸铁项目面临的主要风险包括原材料价格波动、市场竞争加剧以及技术推广困难等。
建议通过建立稳定的原材料供应链、提高产品质量和性能,以及积极拓展市场,降低风险。
四、项目推进计划2.技术改进:通过引进和转化先进技术,提高高铬合金铸铁的生产工艺和品质。
3.市场开发:积极拓展销售网络,与行业内大客户建立合作关系。
2.1 原材料及使用设备原材料:高铬铸铁江苏大丰试验设备:原子吸收分光光度计北京普析通用仪器有限公司热处理炉武汉市汉口电炉责任有限公司摆锤冲击试验机深圳市新三思材料检测有限公司砂轮机江苏砂轮机厂金相试样抛光机上海金相机械设备有限公司洛氏硬度计山东掖县材料试验机厂立式金相显微镜南京江南光电股份有限公司2.2 原材料成分分析2.2.1 过硫酸铵-银盐氧化容量法测量铬的含量2.2.1.1 试验原理试样用硫磷硝混酸溶解,以硝酸银为催化剂将3价的铬氧化为6价,同时锰也被氧化为高锰酸。
加氧化钠除去高锰酸的干扰,用过量的硫酸亚铁铵按标准将6价的铬还原为3价,再以高锰酸钾标准溶液回滴过量的硫酸亚铁铵。
根据硫酸亚铁铵标准溶液的实际消耗量计算出铬含量。
2.2.1.2 试验采用的试剂硫磷混酸:于76ml水中,缓慢加入硫酸(d=1.84)16ml,冷却,加入磷酸(d=1.70)80ml;硝酸溶液:(d=1.42);0.5%的硝酸银溶液;25%的过硫酸铵溶液;5%的氯化钠溶液;0.005N或0.01N的硫酸亚铁铵标准溶液;0.005N或0.01N的高锰酸钾标准溶液。
2.2.1.3 试验步骤称取试样0.1g,置于250ml锥形瓶中,加硫磷混酸60ml,低温加热溶解后,滴加硝酸氨化,煮沸驱尽氮的氧化物,蒸发冒烟0.5-1分钟,稍冷。
加热水约70ml,温热使盐类溶解,过滤于500ml锥形瓶中。
加热水至体积约150ml,加硝酸银溶液5ml,过硫酸铵溶液20ml,煮沸至铬氧化完全。
继续煮沸至翻大气泡,使过量的过硫酸铵溶液完全分解。
加入氯化钠溶液5ml,煮沸至红色消失而呈绿色。
再多加5ml,并且加1-2滴N-苯代邻氨基甲酸指示剂用硫酸亚铁铵标准溶液直接滴定至亮绿色。
按下式计算试样的含铬量:Cr% =GV N 01733.0⨯⨯=0999.001733.05025.002.18⨯⨯=16.4%其中:N 为硫酸亚铁铵标准溶液的当量含量;G 为样品的质量;V 为加入的硫酸亚铁铵标准溶液的体积。
高铬铸铁腐蚀磨损性能研究发布时间:2021-06-07T05:35:53.291Z 来源:《中国科技人才》2021年第9期作者:王淑花[导读] 高铬铸铁是一种高耐磨高耐蚀的材料,其含有很多合金元素使其具有良好的抗回火软化性、此铸铁仍具有一定的韧性[1]。
黑龙江科技大学材料学院黑龙江哈尔滨 150022摘要:本文研究了不同pH值、不同砂浆比例对高铬铸铁腐蚀磨损性能的影响,并研究了其影响规律。
结果表明,在其它条件都相同时,随着砂浆pH值的增加,铸态高铬铸铁的腐蚀磨损速率都呈现下降的趋势,铸态高铬铸铁在酸性盐介质条件下磨损速率较大,在中性和碱性盐介质中磨损速率相对较小;在一定介质中随着砂浆比例的增加,磨损速率也增加。
关键词:高铬铸铁;腐蚀磨损;性能高铬铸铁是一种高耐磨高耐蚀的材料,其含有很多合金元素使其具有良好的抗回火软化性、此铸铁仍具有一定的韧性[1]。
因此它适用于耐磨性较高、使用寿命较长的冷作模具,装载机和挖掘机的铲斗,也常用于加工建筑材料的搅拌机的零部件中。
但在实际生产运用中由于腐蚀磨损损伤而造成工件报废高达30%,在腐蚀环境中工作时,因为腐蚀介质和磨损的共同作用加速了零件因为过早的产生点蚀而损坏失效[2-4]。
本文研究了不同腐蚀条件对高铬铸铁腐蚀磨损性能的影响,分析影响规律,以便后续分析原因并采取措施预防,提高使用安全性和产品质量。
1 实验材料及方法本实验采用自己熔炼的的高铬铸铁,其成分见表1。
用线切割机将铸件切割成5.6mm×5.6mm×53mm的腐蚀磨损试样若干个,然后配制砂浆,其砂浆用料为:硝酸、氢氧化钠固体、氯化钠、水、石英砂;先配制含盐度3.5%的盐水,再向盐水中加硝酸将盐水调配成pH为4、7、9、11的盐水,加入石英砂分别调制成比例为石英砂与盐水的比值分别为1:1,2:1,3:2的砂浆。
利用MSH腐蚀磨损试验机进行腐蚀磨损实验,腐蚀磨损时间为1h,测定腐蚀失重量。
收稿日期:1999—07—05采用变质处理工艺提高高铬白口铸铁叶片的使用寿命高秀峰 白水江 王绍中 唐建凯(内蒙古包头市:014000 内蒙古第一机械制造厂)摘 要:在对高铬白口铸铁叶片的化学成分进行调整的前提下,运用变质原理对铁液进行了炉内变质和炉外二次孕育处理,并改进了造型工艺和热处理工艺,使叶片的宏观和微观质量都有较大幅度的提高,使用寿命提高了一倍多。
G ao Xiu feng ,B ai Shuijiang ,W ang Shaozhong et al .Service Life Lengthening of H igh Cr White C ast I ron B lade by Modification.Based on adjustment of chemical com position of high Cr white cast iron blade ,m odification in the furnace and second inoculated out of the furnace as well as im provement of m olding technology and heat treatment have resulted in dramatic increase of quality of both appearance and microstruc 2ture of blade with lengthening of service life by one time.主题词:喷抛清理设备 叶片 高铬白口铸铁 孕育处理 内蒙古第一机械制造厂大型铸钢件所用的清理设备为抛丸清理机。
此抛丸清理机专用的白口铸铁叶片的使用寿命一直很低,严重影响着生产任务的顺利完成。
叶片工作在高速旋转状态之下,承受着高速铁丸流的不断冲击和磨擦。
在连续不断冲击力的作用下,叶片表面承受的应力近1000MPa 。