连铸圆坯BQB151-2003
- 格式:pdf
- 大小:75.84 KB
- 文档页数:2
Φ180mm连铸坯试制GCr15轴承用圆钢的质量控制
刘玉峰;白东坤;李斌
【期刊名称】《包钢科技》
【年(卷),期】2013(039)006
【摘要】介绍了包钢采用Φ180 mm连铸圆坯在棒材生产线试制GCr15轴承圆钢的生产工艺,阐述了从炼钢工序到轧制工序的质量控制关键因素.生产实践表明,在包钢现有设备及工艺条件下,轴承钢产品的质量指标均满足相关标准要求.
【总页数】4页(P29-31,46)
【作者】刘玉峰;白东坤;李斌
【作者单位】内蒙古包钢钢联股份有限公司棒材厂,内蒙古包头014010;内蒙古包钢钢联股份有限公司棒材厂,内蒙古包头014010;内蒙古包钢钢联股份有限公司技术中心,内蒙古包头014010
【正文语种】中文
【中图分类】TG335.6+2
【相关文献】
1.100 t EAF-LF-VD-CC流程GCr15轴承钢铸坯和圆钢夹杂物分析 [J], 杨光维;王新华
2.GCr15轴承圆钢标准介绍 [J], 阳艳玲
3.凝固组织对GCr15轴承钢220mm×260mm连铸坯中心偏析的影响 [J], 左欢;杨祝英;安航航
4.GCr15 轴承钢250 mm×280 mm 铸坯至138 mm×150 mm坯粗轧数值模拟
及工艺优化 [J], 苟复钢;王青海;王东明;孙世平
5.轴承钢GCr15连铸坯中心碳偏析控制 [J], 王劲松;张群;李生栋;王继伟
因版权原因,仅展示原文概要,查看原文内容请购买。
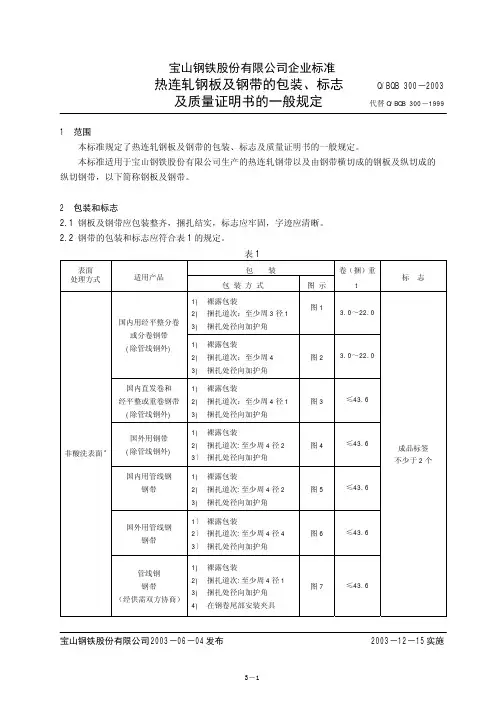
==> 下载标准原文(PDF) <==结构用热连轧钢板及钢带(Q/BQB 303-2003 代替 Q/BQB 303-1999)1 范围本标准规定了结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验和检验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的碳素及低合金结构钢热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
产品大部分在交货状态下被使用于建筑、桥梁、船舶、车辆等结构件,部分在进一步加工、热处理后使用于机械结构。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 229-1994 金属夏比冲击试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1钢板及钢带的牌号、公称厚度及其用途如表1所示。
3.2 按边缘状态分为切边 EC 不切边 EM3.3 按表面处理方式分为:酸洗表面非酸洗表面3.4 按表面质量级别分为:普通级表面 FA 较高级表面 FB3.5 按产品类别分为热轧钢带热轧钢板热轧纵切钢带表1类别牌号公称厚度用途a mm结构用SS330 ≤12.7用于建筑、桥梁、船舶、车辆等结构件。
宝山钢铁股份有限公司企业标准Q/BQB 501-2003 盘条尺寸、外形、重量及允许偏差代替 Q/BQB 501-19981 范围本标准规定了盘条尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份有限公司生产的直径为5mm~26mm各类钢的盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170数值修约规则3 分类与代号普通精度 A级较高精度 B级高级精度 C级4 尺寸、外形及允许偏差4.1盘条的公称直径和横截面积应符合表1的规定。
4.2盘条直径允许偏差和不圆度应符合表1相应精度的规定。
不圆度是指盘条同一截面上的最大直径与最小直径之差。
4.3 精度级别应在合同中注明。
未注明者,按A级精度执行。
4.4 根据需方要求,经供需双方协议,可供应表1规定以外其他尺寸的盘条。
5 重量5.1 盘条以实际重量交货。
盘条的理论重量参考表1的规定。
5.2 每盘由一整根盘条组成。
盘重一般应为1900kg~2400kg。
允许每交货批有10%的盘数(不足两盘的允许有两盘)的盘重小于1900kg,但不小于1000kg。
5.3 根据需方要求,经供需双方协议,亦可供应其他盘重的盘条。
6 盘卷尺寸盘卷外形的参考尺寸见表2。
宝山钢铁股份有限公司2003-06-04发布 2003-12-15实施生活话题 & 阅读体验 & E书共享 & 影音交流 QQ群As a reader(74398380)生活 读书 新知Q/BQB 501-2003Q/BQB 501-2003表2内径外径高度卷取方向850mm 1250mm2400mm(最大)逆时针方向7 标记示例按Q/BQB 512供货,用SWRH82B轧成的直径为12.5mm,B级精度的盘条,其标记为:盘条 SWRH82B-12.5-B-Q/BQB 5128 检验部位检验取样部位距盘卷端部最小距离应符合表3的规定。
攀钢集团成都钢钒有限责任公司厂控技术条件外购无缝钢管用连铸圆管坯通用技术条件CK 362.1—20151 范围本标准规定了连铸圆管坯的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于攀成钢公司外购制造无缝钢管用连铸圆管坯(以下简称圆坯)。
2 规范性引用文件凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 226 钢的低倍组织及缺陷酸蚀检验方法GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 4336 碳素钢和中低合金钢光谱分析方法GB/T 10561 钢中非金属夹杂物显微评定方法GB/T 20066 钢的化学成份分析用试样取样和制样方法YB/T 4149—2006 连铸圆管坯3 尺寸、外形、重量及允许偏差3.1 直径及允许偏差圆坯的直径及允许偏差应符合表1的规定。
表1 圆坯的直径及允许偏差 单位:毫米公称直径(Φ)允许偏差避开扁平区测量280 ≤Φ<350 ±1.3% Φ350 ≤Φ≤650 ±1.2% Φ注:扁平区指连铸过程中拉矫辊在圆坯表面压成的平面。
3.2 长度圆坯通常长度为4.5~12米(合同另有约定的除外)。
圆坯按定尺长度交货,定尺长度允许偏差为+30 mm ~+100 mm。
允许交付短于定尺的长度,但须倍尺交货,单倍尺长度的允许偏差为0 ~+50 mm,单倍尺长度在合同中注明。
3.3 不圆度圆坯的不圆度应符合表2的规定。
3.4 弯曲度圆坯的的每米弯曲度应不大于4 mm,全长弯曲度应不大于圆坯总长度的0.5%。
表2 圆坯的不圆度 单位:毫米公称直径(Φ)不圆度*不避开扁平区测量避开扁平区测量280 ≤Φ<350 ≤4.0% Φ≤2.0% Φ350 ≤Φ≤650 ≤3.5% Φ≤1.5% Φ*不圆度的计算公式:不圆度=Φmax -Φmin,其中:Φmax、Φmin分别为实测圆坯同一截面直径的最大值和最小值。
大方圆坯连铸技术工艺规程1连铸钢水要求连铸钢水必须经炉外精炼,保证脱氧充分,成分、温度均匀,符合连铸要求。
1.1 液相线温度的确定钢水液相线温度按照下式计算:TL=1536C-[78XC%+7.6XSi%+4.9XMn%+34X(P+S)%+5 XAl%+1.5%xCr%+2.0XMo%+2.0<V%+18.(XTi%+4.0乂Ca%+5.(XCu%]其中:C———为钢种中碳的百分含量Si———为钢种中硅的百分含量Mn———为钢种中锐的百分含量(P+S)———为钢种中的硫和磷的百分含量Al———为钢种中铝的百分含量1536c——为纯铁的液相线温度,TL——为钢种液相线温度1.2 连铸钢水温度要求钢包钢水温度必须控制在连铸要求的范围内,即:a.低碳钢:TL+(70〜80)C(第一炉)b.中碳钢:TL+(65〜75)C(第一炉)c.高碳钢:TL+(55〜65)C(第一炉)d.三流浇注、零次罐+5:Ce.浇注小断面:+5C第二炉及以后各炉均比第一炉低10〜20c2中间包准备中间包修砌.3 绝热层砌砖A.砖与座砖模子应留出120mm勺间距。
B.不得使用有裂纹、受潮变质及严重残缺的砖。
C.砖缝》2mm^保证砌缝灰浆饱满。
D.砌筑用高温火泥搅拌均匀、稠度合适。
.3 中间包永久层浇注A.投入搅拌机的搅拌量不应超过搅拌机定量的50%。
B.干料加入搅拌机内,应干混1-2分钟,按重量比加入8-10%的水,继续搅拌2-3分钟,混匀即可出料。
C.搅拌好的料应尽快使用,以在15分钟内用完为宜。
D.浇注时应用边加料边振动的连续施工法,一次加料不宜超过300mnBoE.包底浇注高度距包底钢板180mmF.振动以泥料充分泛浆无大的气泡冒出为宜,从料中取出振动棒时,不宜过快,防止造成空洞。
G.浇注完中间包庇养生2小时后方可支模板,模板与绝热层间距为123mmH.包壁浇注完毕,自然养生24小时后,方可拆模板,拆除模板后需再自然养生48小时。

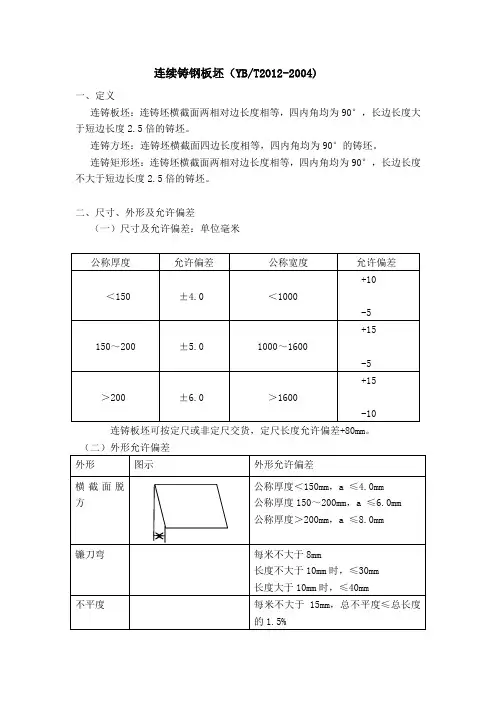
连续铸钢板坯(YB/T2012-2004)一、定义连铸板坯:连铸坯横截面两相对边长度相等,四内角均为90°,长边长度大于短边长度2.5倍的铸坯。
连铸方坯:连铸坯横截面四边长度相等,四内角均为90°的铸坯。
连铸矩形坯:连铸坯横截面两相对边长度相等,四内角均为90°,长边长度不大于短边长度2.5倍的铸坯。
二、尺寸、外形及允许偏差(一)尺寸及允许偏差:单位毫米公称厚度允许偏差公称宽度允许偏差<150 ±4.0 <1000+10-5150~200 ±5.0 1000~1600+15-5>200 ±6.0 >1600+15-10 连铸板坯可按定尺或非定尺交货,定尺长度允许偏差+80mm。
(二)外形允许偏差外形图示外形允许偏差横截面脱方公称厚度<150mm,a ≤4.0mm公称厚度150~200mm,a ≤6.0mm 公称厚度>200mm,a ≤8.0mm镰刀弯每米不大于8mm长度不大于10mm时,≤30mm长度大于10mm时,≤40mm不平度每米不大于15mm,总不平度≤总长度的1.5%鼓肚宽面鼓肚:铸坯厚度最大尺寸与铸坯厚度最小尺寸之差≤1%铸坯宽度侧面鼓肚:≤5%铸坯厚度切斜宽度方向≤25mm厚度方向≤10mm凹陷侧面凹陷≤5mm宽面凹陷≤5mm楔形厚度高低不一的楔形≤3mm宽度宽窄不一的楔形≤20mm(测量时均应距铸坯端面150mm)剪切变形展宽≤10%铸坯厚度三、化学成分(熔炼成分)符合相应标准的规定。
四、浇注应由同一牌号钢水浇注,如不同牌号混浇时,对中间坯应根据实际成分进行判定。
五、头、尾坯切除后应保证板坯无缩孔。
六、低倍:优质非合金钢、特殊质量非合金钢和合金钢每一浇次可取样进行低倍分析。
优质非合金钢、电工用磁性钢按YB/T4003的规定进行评级;不锈钢、耐热钢及合金钢的检验,要求注明缺陷的种类、尺寸、外形及数量。
此条未在公司实行。
七、表面质量1、表面不得有目视可见的重接、重叠、翻皮、结疤、夹杂、深度或高度大于3mm 的划痕、压痕、擦伤、气孔、冷溅、皱纹、凸块、凹坑和深度大于2mm的裂纹。
3.1.2圆管坯的不圆度不得大于公称直径公差的75%。
3.2长度圆管坯通常长度为2m~10m。
圆管坯也可按定尺和倍尺长度供货,其长度应在通常长度范围内,其允许偏差为0mm+50mm。
3.3外形3.3.1弯曲度圆管坯原则上可以滚动,局部弯曲度≤4mm/m,总弯曲度不得大于总长度的0.4%。
3.3.2端部圆管坯端面必须与轴线垂直,切斜不得大于6mm。
端面毛刺不得大于6mm。
3.3重量圆管坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4技术要求4.1 牌号及化学成分钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
4.2冶炼方法钢由氧气转炉或电炉冶炼。
高压锅炉管、油井管及钻杆接头用圆管坯的钢应经炉外精炼。
4.3交货状态圆管坯以热轧状态交货。
4.4低倍组织4.4.1在圆管坯横截面酸浸试片上检查低倍组织,不得有肉眼可见的残余缩孔、白点、分层、裂纹、气泡、翻皮和夹杂。
4.4.2允许存在的低倍组织缺陷,钻杆接头用圆管坯一般疏松、中心疏松、锭型偏析各不大于1.5级,其他类管坯各不大于2.5级。
皮下夹杂和皮下气泡的深度不得超过2mm。
4.5非金属夹杂物高压锅炉管、油井管及钻杆接头用圆管坯应按GB/T 10561中A法进行非金属夹杂物评级,高压锅炉管、油井管用圆管坯的各类夹杂物级应分别不大于评级图的2.5级,钻杆接头用圆管坯的各类夹杂物级应分别不大于2.0级。
4.6表面质量4.6.1 圆管坯表面不得有裂纹、结疤、折叠和夹杂,允许深度不大于直径负偏差的刮伤、凹面、麻面和深度或高度不大于0.5mm的发纹和耳子存在。
4.6.2 圆坯表面缺陷允许清理。
清理处应圆滑无棱角。
清理宽度不得小于清理深度的6倍。
在同一截面清理深度不得大于公称直径的4%。
4.6.3 经供需双方协议,并在合同中注明,结构管和低中压锅炉管圆管坯可以未清理的黑皮管坯交货,深度不大于公称直径4%的表面缺陷允。
连续铸钢板坯1范围本标准规定了非合金钢、低合金钢和合金钢连续铸钢板坯(以下简称连铸板坯)的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、运输、贮存、标志和质量证明书。
本标准适用于按GB/T 13304-1991中第二部分分类的非合金钢、低合金钢和合金钢连续铸钢板坯。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 226 钢的低倍组织及缺陷酸蚀试验方法GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 4236 钢的硫印检验方法GB/T 13304-1991 钢分类YB/T 4003 连铸钢板坯低倍组织缺陷评级图3定义下列术语和定义适用于本标准。
连铸板坯continuous casting slabs连铸板坯为横截面两相对边长度相等,四内角均为90º,长边长度大于短边2.5倍的铸坯。
4订货内容按本标准订货的合同应包括下列内容:a)标准编号;b)产品名称;c)牌号;d)交货重量(理论重量或实际重量);e)尺寸;f)特殊要求。
5尺寸、外形、重量及允许偏差5.1 尺寸及允许偏差5.1.1连铸板坯的尺寸及其允许偏差应符合表1的规定。
表1 连铸板坯的尺寸及其允许偏差单位为毫米5.1.2根据需方要求,连铸板坯可按定尺或非定尺交货,长度的具体尺寸由供需双方协商,定尺长度允许偏差+80mm。
5.1.3经供需双方协商,连铸板坯尺寸的正负偏差可在公差范围内进行适当调整。
5.2 外形连铸板坯的外形应符合表2的规定。
5.3 重量连铸板坯应按实际重量交货,经供需双方协商,也可按理论重量交货。
==> 下载标准原文(PDF) <==冷成型用热连轧钢板及钢带(Q/BQB 302-2003 代替 Q/BQB 302-1999)1 范围本标准规定了冷成型用热连轧钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的冷成型用热连轧钢带以及由此横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带的牌号、公称厚度、用途如表1所示。
表1牌号公称厚度a mm 用途SPHC ≤16.0一般用DD11(StW22)≤8.0SPHD ≤16.0冲压用DD12(StW23)≤8.0SPHE ≤8.0深冲用DD13(StW24)≤8.0注:括号内的牌号可使用至2005年年底。
a对于热轧酸洗表面钢板及钢带,公称厚度≤6.0mm。
3.2 按边缘状态分为:切边 EC 不切边 EM3.3 按表面处理方式分为:酸洗表面非酸洗表面3.4 按表面质量级别分为:普通级表面 FA 较高级表面 FB3.5 按产品类别分为:热轧钢带热轧钢板热轧纵切钢带4 订货所需信息4.1 订货时用户需提供下列信息:a) 本企业标准号;b) 产品类别;c) 牌号、表面处理方式及表面质量级别;d) 规格及尺寸(厚度)精度;e) 边缘状态。