连铸机二冷水控制系统改造
- 格式:pdf
- 大小:273.35 KB
- 文档页数:5

连铸机二冷水动态控制系统研究与应用作者:杨叶来源:《经济技术协作信息》 2018年第27期杨叶连铸二次冷却配水一直采用静态配水法,即“水表法”。
这种控制方法不适应拉速波动时浇注,对连铸正常生产造成困难,温度上下波动引发的热应力也会使表面纵裂纹扩展和延伸。
首秦公司建立了设计了二次冷却动态控制流程,并利用vc++编制完成实现了动态配水模型,开发了基于OPC的通用数据采集和过程跟踪系统,很好的适应了产品结构调整步伐的加快,具备浇铸高附加产品的能力、提高了浇铸质量及提高铸机作业率。
一、系统数据采集首秦2*板坯铸机的计算机控制系统为以PLC为主的集散控制系统,生产部分的联网方式为专用工业局域网,使用的协议为Profibus-DP工业局域网协议。
数据处理及管理部分为局域以太网,使用TCP/IP协议,做为首秦生产信息管理系统的一个子网。
用专用工业以太网的数据处理机为管理信息系统提供生产过程数据。
整个生产部分包括了4套PLC,分别是板坯铸机公共PLC、板坯铸机铸流PLC、出坯系统PLC和工艺控制系统PLC,每一套PLC都有对应的HMI系统,为了实现生产过程的统一管理,在网络中加入了生产管理过程机,整个铸机系统的数据也是通过这台过程机将数据传送到首秦MES。
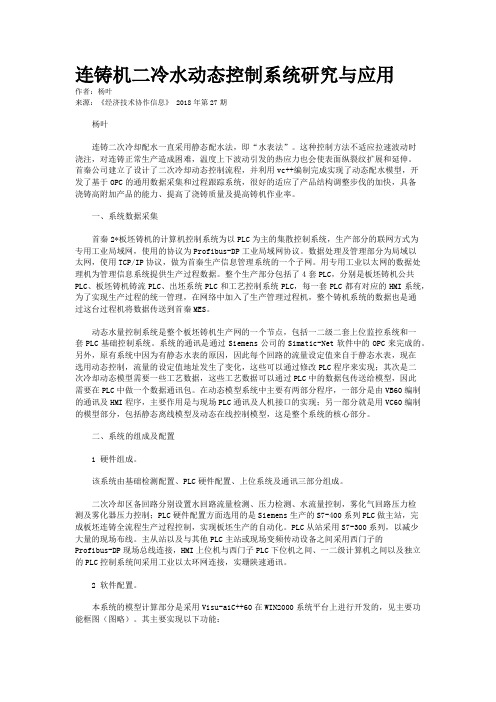
动态水量控制系统是整个板坯铸机生产网的一个节点,包括一二级二套上位监控系统和一套PLC基础控制系统。
系统的通讯是通过Siemens公司的Simatic-Net软件中的OPC来完成的。
另外,原有系统中因为有静态水表的原因,因此每个回路的流量设定值来自于静态水表,现在选用动态控制,流量的设定值地址发生了变化,这些可以通过修改PLC程序来实现;其次是二次冷却动态模型需要一些工艺数据,这些工艺数据可以通过PLC中的数据包传送给模型,因此需要在PLC中做一个数据通讯包。
在动态模型系统中主要有两部分程序,一部分是由VB60编制的通讯及HMI程序,主要作用是与现场PLC通讯及人机接口的实现;另一部分就是用VC60编制的模型部分,包括静态离线模型及动态在线控制模型,这是整个系统的核心部分。

济钢1#连铸机二冷水系统存在的问题及改造措施作者:周兵来源:《中国科技博览》2012年第12期[摘要]:在济钢1#连铸机二冷循环水系统中,水质波动较大,油含量较高,造成连铸机喷嘴堵塞现象,影响连续铸钢二冷效果和铸坯质量,通过对当前二冷水系统设备升级改造,增加了A.G.F.球型浅层石英砂过滤器,对供水管路进行化学清洗,及对斜板沉淀池加药方案进行调整,提高了铸机水质,降低了连铸机喷嘴堵塞率,铸坯质量得到明显改善,满足了后续钢坯轧制要求,运行效果良好。
[关键词]:二冷水系统水质喷嘴堵塞化学清洗加药方案中图分类号:S932.9+11 文献标识码:S 文章编号:1009-914X(2012)12- 0176 -01前言:济钢二冷循环水系统,由于水质受硬度、悬浮物、生产工艺衍生物(保护渣)、油、水处理剂等可变因素的影响,水质恶化是必然的,其中油脂污染是危害最大的问题之一,严重影响了铸坯质量。
随着连铸设备和维护技术的升级,不同类型的油脂润滑逐渐增多,给连铸二冷水处理带来了更大困难。
这些油品具有耐高温,亲水性,不易分解的特点,使用常规油处理剂除油效果不理想,造成油脂在系统管壁上附着,在高温作用下与水中钙离子络合反应生成较松软水垢堵塞喷嘴。
无法保证连铸产品质量的稳定,严重时导致生产中断。
对当前冶金行情来说,产品质量是赢取市场的关键因素,对系统改造势在必行。
1 二冷水系统当前存在的问题分析1.1 二冷水系统当前现状济钢炼钢厂1#连铸机连铸二冷水主要对连铸机扇形段进行强制喷淋冷却,同时对夹辊框架、传输辊道等设备进行直接冷却。
一段时间内发现炼钢厂1#连铸机扇形段的二冷水喷嘴的堵塞情况较严重,主要反映出两种情况,其一为水管和喷嘴内部油泥堵塞,其二为外包水垢将喷嘴喷水口包住,喷嘴的喷水口的间隙为2mm。
改造前工艺流程:一次沉淀池(漩流井)→二次沉淀池(斜板)→热水池→上塔泵→冷却塔(降温)→冷水池→二冷水供水泵→自清洗过滤器→三炼钢铸机配水室自清洗过滤器→连铸机用水点.1.2连铸机二冷水系统问题分析1)根据水质和垢样成分化验结果,1#连铸机二冷水系统经加药处理悬浮物控制范围≤20mg/L,油含量≤5mg/L,达到了原设计指标和供水水质控制要求。


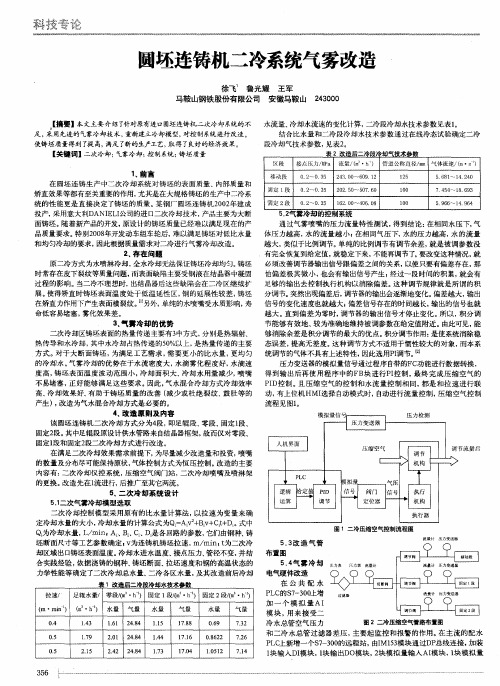
莱钢连铸机二次冷却水系统存在问题及改造马波【摘要】分析了莱钢炼钢厂1#连铸机二次冷却系统的现状,通过全面论证后,提出了分段控制二冷水、管路改造、增加水处理器、改造喷嘴等措施,使铸机二次冷却系统得到了提升,保障了品种钢的生产,取得了较好的效果.【期刊名称】《冶金动力》【年(卷),期】2016(000)007【总页数】3页(P49-51)【关键词】二冷系统;喷嘴;气雾;改造【作者】马波【作者单位】山东钢铁集团莱芜分公司炼钢厂,山东莱芜 271104【正文语种】中文【中图分类】TQ085山钢集团莱芜分公司炼钢厂1#带钢坯连铸机原设计为三机三流带钢坯连铸机,2003年高效改造后提升为四机四流带钢坯连铸机。
该连铸机二冷水系统采用全水冷却,即在液态钢水通过结晶器外壳结晶后的的铸坯继续进行二次强化冷却,钢水流经结晶器后铸坯凝固成一个薄的固态外壳,而其中心仍为液态钢水,形成一个长方形液相穴。
为了使铸坯完全凝固,从结晶器出口到铸机最后一对夹持辊的长度内,工艺上必须设置一个二次喷水冷却区,即二次段冷却区。
伴随着T65Mn等新优质合金钢中的不断开发,对连铸机二冷段各分段区域的冷却效果要求越来越高,原二冷水系统不能满足优质合金钢生产的需要。
为了提高铸坯质量和适应优质合金钢种的生产需要,必须对连铸机二次冷却系统进行优化提升。
2.1 不能控制单流二冷水整套二冷系统的难点在于单流二冷系统为集中控制,当某一流需要分段调节冷却水的流量时,不能单独调节,只能采取通过调整单流调节阀的阀开来改变冷却强度。
由于生产的合金钢的钢种不同、拉速的控制范围等不同,需要的二次冷却分段区域强度也存在较大差异,所以导致铸坯出现纵裂、内裂及中心裂纹等各种质量问题。
2.2 喷水冷却存在问题二冷系统采用的锥型喷嘴喷水,在流量及强度无法有效调节的情况下,铸坯经过一段、二段时冷却强度偏大且在铸坯表面分部不均匀,二冷水在一段流量大时喷淋水覆盖部位铸坯表面冷却集中,易出现角裂漏钢、中心裂纹等连铸坯缺陷;而在二段流量小时,喷淋水又无法喷射在铸坯表面,宽面冷却效果差,易造成漏钢等事故。
连铸机二次冷却水的比水量控制2008-05-24 21:03冷继元(马鞍山钢铁设计研究院,马鞍山243005)摘要为克服现行连铸二冷水控制模型的缺陷,提出了新的比水量自动配水控制模型,计算机根据生产情况的变化,自动选定配水模型以控制水表,该模型还考虑了各段喷嘴的有效性。
关键词连铸二冷水比水量控制模型在开发太钢MII型连铸过程中,分析所采用的各种控制模型,都存在许多不足之处。
在分析了线形公式模型和配水表模型缺陷后,提出了新颖的比水量控制自动配水模型。
在这种模型的编制中考虑了喷嘴特性和管路特性,按浇钢量和给定比水量控制二冷水量;计算机可以在给定条件下,自选选定配水模式和自动生成控制水表;当生产中拉速发生变化时,可按浇钢量变化、喷嘴雾化特性,计算机自行调节各段水量,从而保证了比水量和稳定和铸坯质量的均一性。
1 方坯连铸二次冷却控制现状最初的模型是建立水量q与拉速Vc的一次简单函数关系,即:q=K×Vc系数K是一个同浇铸断面和比水量有关的函数。
总水量确定后,经验确定各冷却段的水量分配比例,各段互不影响,在系统调节上各单元往往单独设定。
采用这种模式时,公式建立比较方便,但由于各段比例是固定不变的,在拉速变化较大时,靠近拉矫机的区间,比例往往较低。
当拉速减小时,实际的喷水量过,喷嘴严重雾化不良,甚至形成涓涓细流和水滴,引起局部过冷黑印,有时导致局部表面裂纹。
加上其它原因,这种模型在生产中正常使用的不多,而改为在智能仪表上手动调整。
为加强使用的适用性,一些连铸机将配水模型改为表格形式,拉速与水量关系的表格存储于计算机中。
这种表格的特点是建立各段喷水量与拉速的关系。
在编制水表时,可以将热力学边界条件的变化考虑在内,可考虑比水量与拉速的关系,编制难度比较大。
在现场使用中,一旦要调整水表,往往是按经验进行简单计算分配,仍然是各冷却段水量互不关联,往往某一冷却段的关闭或投入,对总比水量影响很大。
2 开发的二冷模型的目标及特点按目前二冷传热和凝固计算的现状,完全建立理论计算模型尚存在较大的困难,而且一旦模型建立,因生产条件的变化,调整也很困难。