45℃甘油法测定焊缝金属中扩散氢
- 格式:ppt
- 大小:3.25 MB
- 文档页数:38
焊接材料扩散氢含量检测方法
焊接中,液态金属中会吸收一定含量的氢,其中一部分在熔池凝固过程中逸出,在熔池快速冷却后,来不及逸出的氢会保留到最终焊缝中。
钢焊缝中,氢大多以原子或离子状态存在,这些半径相对较小的原子或离子可以在晶格中进行扩散,一般称之为扩散氢。
扩散氢会导致焊缝或热影响区产生冷裂纹,由于氢的扩散聚集需要一定时间,所以由于扩散氢造成的裂纹有时也会延迟出现,氢对焊缝的危害较大。
据测氢介质的不同,焊接材料扩散氢的测定方法主要有甘油法、水银法、气相色谱法三种。
1、甘油法
甘油价格便宜,但甘油的黏度较大,会存在小氢气泡不易上浮现象。
此外,甘油的密度要远小于水银密度,也会造成氢气泡逸出困难,所以,甘油法测得扩散氢含量远小于水银法,相差达30%,对于氢含量低的无法用甘油法。
一般焊接材料不采用该法。
2、水银法
测试原理与甘油法一样,特点是测氢介质为水银,其密度比甘油的大很多,氢气泡易上浮,测量结果较甘油法准确。
缺点为汞蒸汽有毒,试验装置必须严格密封,以保证人身安全。
由于该方法不利于环保,在欧美等国家,水银法已被禁止采用,如果在国外厂家采用焊材时,一般焊材制造厂家都不接受水银法测试扩散氢含量。
3、气相色谱法
利用气相法测定扩散氢,速度快,准确度高,但目前国内具备气相色谱法试验仪器的厂家不多。
一般来说,对同种焊条,水银法和气相色谱法测出的数据比较接近,而甘油法测出的结果相比前两者,误差较大,数据差别也很大。
而单位熔覆金属中测出的扩散氢量越多,则焊材的质量越不好,其产生冷裂纹的可能性就越大。

第1篇一、实验目的本次实验旨在通过测定焊缝熔敷金属中的扩散氢含量,了解焊缝金属中扩散氢的存在形式及其对焊接质量的影响。
同时,通过实验学习水银法和热导法测定扩散氢含量的基本原理和方法。
二、实验原理焊缝金属中的扩散氢主要来源于焊接材料、保护气体和母材。
氢在金属中主要以H 原子、H2分子或H-离子形式存在。
当焊缝金属冷却时,氢会从金属中析出,形成氢脆,导致焊接接头出现延迟裂纹。
本实验采用水银法和热导法测定焊缝金属中的扩散氢含量。
1. 水银法水银法是通过将焊缝金属中的氢与水银反应,根据水银体积的变化来测定扩散氢含量。
实验过程中,将试样加热至一定温度,使氢从金属中析出,并与水银反应生成氢化汞。
通过测量水银体积的变化,计算扩散氢含量。
2. 热导法热导法是通过测量焊缝金属中氢含量对热导率的影响来测定扩散氢含量。
实验过程中,将试样加热至一定温度,使氢从金属中析出。
通过测量试样热导率的变化,计算扩散氢含量。
三、实验材料及仪器1. 实验材料低碳钢板(13020、21520)、焊条(自制焊条4.0、J422、J507)2. 实验仪器测氢仪、集气管、交流电焊机、直流电焊机、试件夹具、远红外电焊条烘干箱、吹风机、钳子、榔头、钢丝刷、瓷盘、绒布、丙酮、乙谜、酒精、秒表等四、实验步骤1. 焊接试样将低碳钢板切割成一定尺寸的试样,分别用不同类型的焊条进行焊接。
焊接过程中,保持焊接电流、电压等参数稳定。
2. 试样处理焊接完成后,将试样放入远红外电焊条烘干箱中烘干,去除表面水分。
3. 水银法测定扩散氢含量(1)将试样放入集气管中,连接测氢仪。
(2)打开测氢仪,预热至规定温度。
(3)将试样放入恒温甘油浴中,保持一定温度和时间。
(4)观察水银体积的变化,记录数据。
4. 热导法测定扩散氢含量(1)将试样放入集气管中,连接测氢仪。
(2)打开测氢仪,预热至规定温度。
(3)将试样放入恒温甘油浴中,保持一定温度和时间。
(4)观察试样热导率的变化,记录数据。
实验一 焊缝金属中扩散氢含量的测定1. 实验目的(1)了解手工电弧焊时,影响焊缝金属中扩散氢含量的因素;(2)掌握一种测定焊缝金属中扩散氢含量的方法。
2 实验装置及材料(1)扩散氢测定仪(PY-4型) 1台; (2)手工电弧焊机(直流) 1台; (3)水冷焊接夹具(自制) 1台; (4)烘箱 1台; (5)天平称(感量0.1 g ) 1台; (6)试板 A 3钢 70×16×4mm 12块; (7)引弧板、熄弧板 A 3钢 40×16×4mm 24块;(8)电焊条 E4303φ 3.2mm ;E5015 φ3.2mm 各12根;(9)温度计、气压表、吹风机、锤子、钳子、镊子、瓷盘、砂纸、丙酮和乙醇等。
3. 实验原理测定焊缝金属中扩散氢含量的方法有液体置换法(包括水银法、甘油法、乙醇法)、排液法、色谱法、真空法、硅油置换法等多种。
水银法是国际标准中规定的方法,它准确、可靠,但有毒且有污染;甘油法、乙醇法操作方便、无污染,但精度低;色谱法、真空法精度高、无污染,但或仪器价格昂贵、或操作复杂;本次实验采用排液法,该法据有精度高、操作方便、仪器价廉、无公害等优点。
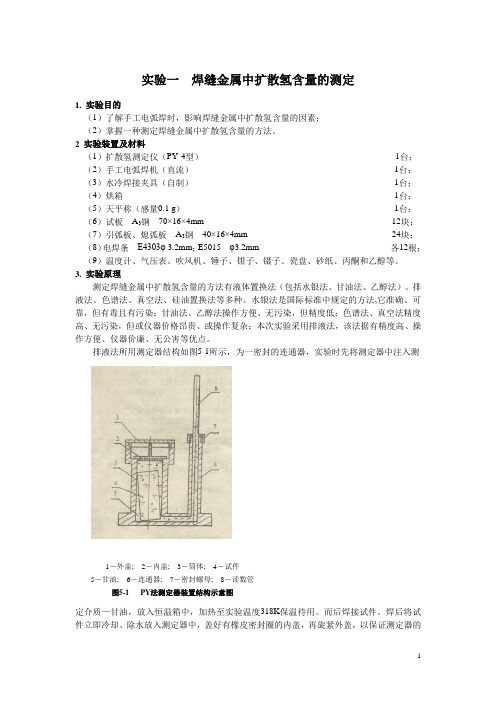
排液法所用测定器结构如图5-1所示,为一密封的连通器,实验时先将测定器中注入测定介质—甘油,放入恒温箱中,加热至实验温度318K 保温待用。
而后焊接试件。
焊后将试件立即冷却、除水放入测定器中,盖好有橡皮密封圈的内盖,再旋紧外盖,以保证测定器的1-外盖; 2-内盖; 3-筒体; 4-试件 5-甘油; 6-连通器; 7-密封螺母; 8-读数管图5-1 PY 法测定器装置结构示意图筒体密封。
此时只有与连通管连接的读数管与外界大气相通。
再立即将测定器置于318K的恒温箱中,记录测定器读数管中甘油液面的初始读数。
随着试件焊缝中的扩散氢不断的逸出,将使同体积的甘油排入读数管内,因此,读数管内液面不断上升。
经过24h ,扩散氢基本不再逸出,此时记录读数管甘油液面终了读数,再进行简单换算,就可得出标准状态下焊缝金属中扩散氢含量的数值。
实验2 熔敷金属中扩散氢测定一、实验目的1、了解熔敷金属扩散氢含量的测试方法都有哪些。
2、掌握甘油置换法测定熔敷金属中扩散氢的含量的方法。
3、整理两种焊接方法获得扩散氢的量,分析原因。
二、实验内容采用甘油置换法测定手工电弧焊和CO2气体保护焊熔敷金属中扩散氢的含量。
三、实验步骤1、试板准备:1)试板及引弧板、引出板的材质为碳素结构钢或低合金钢。
试件低碳钢板:130×20×(10~12)引收弧板:40×20×(10~12)3)试板及引弧板、引出板预先作去氢处理,加热400-650℃,保温1h,然后再250±10℃情况下保温约6小时。
4)试板及引弧板、引出板的群补表面应进行加工,保证光滑和清洁。
2、焊接材料的准备1)选择直径为Φ3.2mm的焊条,并按照焊条制造厂推荐的条件进行烘干,焊条不能互相接触,不能与其它焊条混烘。
2)从烘箱中取出的焊条应立即使用。
3)焊丝选择Φ1.2mm或Φ1.6mm的焊丝。
4)保护气体选择混合气。
3、试样制备1)焊接前引弧板、试板引出板按照长度方向排列组成,用夹具固定,按照图1进行焊接。
中间个试样须做标记和称重(精确至0.1g)。
2)在室温下进行焊接,焊接规范按照下面的规定进行。
3)试件焊接完成后2s内放到冰水中摆动冷却,冷却10s后立即取出,用机械方法取出引弧板和引出板,清除飞溅物和熔渣,经丙酮清洗吹干后,放入充满甘油的收集器中,进行测定。
4、测氢试验的基本操作过程和步骤如下:焊前准备—焊接—水冷—清洗—吹干并放入气体收集器。
1)焊前准备将尺寸为20×130×12的试件和40×20×12的引、收弧预先在250±10℃加热6~8小时作去氢处理,然后清理表面,去除氧化物,用乙醇去水,乙谜去油,吹干冷却。
把每个试件打钢印编号,然后用感量为0.1g 的天平称出试件的原始重量G 0。
2)焊接将试件和引、收弧板放在试件夹具台上准备焊接。
焊接材料扩散氢含量检测方法
焊接中,液态金属中会吸收一定含量的氢,其中一部分在熔池凝固过程中逸出,在熔池快速冷却后,来不及逸出的氢会保留到最终焊缝中。
钢焊缝中,氢大多以原子或离子状态存在,这些半径相对较小的原子或离子可以在晶格中进行扩散,一般称之为扩散氢。
扩散氢会导致焊缝或热影响区产生冷裂纹,由于氢的扩散聚集需要一定时间,所以由于扩散氢造成的裂纹有时也会延迟出现,氢对焊缝的危害较大。
据测氢介质的不同,焊接材料扩散氢的测定方法主要有甘油法、水银法、气相色谱法三种。
1、甘油法
甘油价格便宜,但甘油的黏度较大,会存在小氢气泡不易上浮现象。
此外,甘油的密度要远小于水银密度,也会造成氢气泡逸出困难,所以,甘油法测得扩散氢含量远小于水银法,相差达30%,对于氢含量低的无法用甘油法。
一般焊接材料不采用该法。
2、水银法
测试原理与甘油法一样,特点是测氢介质为水银,其密度比甘油的大很多,氢气泡易上浮,测量结果较甘油法准确。
缺点为汞蒸汽有毒,试验装置必须严格密封,以保证人身安全。
由于该方法不利于环保,在欧美等国家,水银法已被禁止采用,如果在国外厂家采用焊材时,一般焊材制造厂家都不接受水银法测试扩散氢含量。
3、气相色谱法
利用气相法测定扩散氢,速度快,准确度高,但目前国内具备气相色谱法试验仪器的厂家不多。
一般来说,对同种焊条,水银法和气相色谱法测出的数据比较接近,而甘油法测出的结果相比前两者,误差较大,数据差别也很大。
而单位熔覆金属中测出的扩散氢量越多,则焊材的质量越不好,其产生冷裂纹的可能性就越大。
焊缝金属中扩散氢含量的测定一、实验目的1、掌握测定焊缝扩散氢含量的一种方法。
2、了解手工电弧焊时影响焊缝扩散氢含量的几个因素。
二、实验内容1、在正常焊接条件下,比较J422、J507两种焊条焊缝的扩散氢含量;2、比较J422、J507两种焊条不烘与焊前烘干温度为200℃×2h的扩散氢含量。
三、实验准备1、试样材质选择与试验焊条强度等级相近的钢材。
2、试样尺寸为130×25×12mm,尺寸精度为±1mm,每组三个试样。
3、试样预先做去氢处理:在650℃保温1小时或250±10℃保温6-8小时。
4、试样去除氧化皮和锈。
编号、乙醇去水、丙酮去油。
清洗后的试样不得接触油水等物,称重精确至0.1g,记为G。
四、实验方法与步骤方法:焊缝扩散氢含量的测定可以采用几种不同的方法。
如甘油法、水银法等。
我国国家标准规定采用甘油法(GB3965-83)。
本次实验即采用甘油法,其测定装置如图1。
在整个测试过程中应使甘油槽内的温度恒定为45±1℃。
步骤:1、准备好焊机选用Φ4直径的焊条,调整好焊接规范,焊接电流比焊条生产厂家推荐的最大电流低15A,误差为±5A。
2、在准备好的试样中间堆焊一道长为115mm、宽为4mm的焊缝,焊接时采用短弧,焊接过程中若灭弧,则该试样作废。
3、停焊后2秒内将试样投入0-20℃的冷却水里摆动冷却,10秒后立即取出。
4、试样取出后清除飞溅物和渣皮,丙酮清洗迅速吹干后放入收集管内。
自试样焊完至放入收集管中的时间不超过60秒。
5、24小时后读取所测得的氢的体积,以ml表示。
6、取出试样洗净吹干,冷却后再称重,精确至0.1g ,记为G 1。
图1 甘油法测定扩散氢含量装置示意图五、实验设备和仪器1、交、直流焊机2、甘油法测定扩散氢含量装置(图1)3、天平、烘箱、温度计图2 试样及焊缝尺寸六、实验及实验报告要求1、严格按照指导书有关内容进行实验。