工业磺化产品及磺化工艺
- 格式:ppt
- 大小:1.29 MB
- 文档页数:18
磺化工艺危险性分析:涉及原料、产品、废弃物处理等方方面面磺化工艺危险性分析1.化学反应磺化反应是一种在有机化合物中引入磺基的过程,通常在高温和催化剂的作用下进行。
反应机理主要涉及磺酸基的亲电取代反应,可能会伴随有副反应和产物的产生。
其中,副反应包括氧化、热分解、磺酰基的重排等;主要产物为各种磺酸化合物,但也可能会生成砜、亚砜等其他类型的化合物。
2.原料和产品磺化工艺的原料主要是芳香族或脂肪族有机化合物,如苯、甲苯、二甲苯等,以及硫酸等催化剂。
这些原料和产品具有一定的毒性和腐蚀性,操作人员必须经过专业培训,了解和掌握相关安全操作规程才能接触和使用。
在处理大量的有机化合物和强酸时,需要注意防范火灾和化学灼伤等安全风险。
3.废弃物处理磺化工艺中产生的废弃物主要包括未反应的原料、副反应产物、废催化剂等。
这些废弃物含有一定量的有害物质,如重金属和有机污染物,如果直接排放或处理不当,会对环境和人类健康造成不良影响。
因此,需要严格按照相关法规和标准处理这些废弃物,例如进行焚烧、填埋、生化处理等。
4.设备故障磺化工艺的设备主要包括反应器、泵、管道、阀门等,这些设备可能会出现故障,如泄漏、堵塞、结垢等。
如果设备故障不能及时发现和处理,可能会引发严重的安全事故,如爆炸、火灾等。
因此,操作人员需要定期检查和维护设备,确保设备的正常运转。
5.操作失误操作失误是磺化工艺中常见的危险因素之一。
由于工艺流程复杂,对操作人员的专业素质和责任心有较高的要求。
操作失误可能会导致产品质量下降、设备损坏甚至发生事故。
为避免操作失误,需要加强员工培训,提高操作人员的专业素质和安全意识,同时建立严谨的操作规程和考核制度。
6.静电和火花静电和火花是磺化工艺中可能出现的危险因素。
由于工艺过程中涉及大量的易燃易爆物质,如果产生静电或火花,可能会引发火灾或爆炸事故。
为避免静电和火花的产生,需要采取一系列措施,如使用防静电设备和设施、控制工艺温度和压力、避免金属摩擦等。
磺化装置工艺概述1.熔硫系统熔硫槽装在地平以下便于投料,硫磺采用人工投料的方式,通过硫磺液下泵将液体硫磺引入液硫高位槽,液体硫磺的计量使用柱塞计量泵。
液体硫磺采用蒸汽伴管或套管保温,冷凝水集中回收。
熔硫槽内蒸汽伴管压力采用气动调节阀控制蒸汽压力,保证了硫磺合适的熔点温度,提高硫磺的流动性。
2.空气干燥系统反应系统的工艺空气由罗茨风机产生,该风机出口压力由气动调节阀自动调节。
工艺空气由罗茨风机加压后先经过循环水冷却系统,再经过乙二醇冷却系统,然后进入硅胶干燥系统。
干燥过的工艺空气露点达到-60℃以下。
循环水冷却器和乙二醇冷却器与乙二醇储罐设置在一起。
硅胶干燥器采用两个分体式床层切换使用,切换采用气动阀自动控制。
硅胶通过热风或蒸汽加热再生。
乙二醇的温度由制冷机系统控制。
空气干燥单元不仅要求干燥空气有较低的露点,而且要求干燥空气露点稳定从而保证SO3同烷基苯摩尔比稳定,使磺化产物有稳定的中和值及稳定的产品质量。
为此我们5T/h磺化装置的设计中提高空气冷却器的换热面积,二级冷却器的换热面积达1000m2,另外加大空气干燥罐容积,使干燥吸附工作时段内露点稳定,最为关键的是,干燥剂再生后吹冷温度要低从而保证切换后干燥剂初始工作温度低,避免干燥罐切换后由于干燥剂温度高而造成吸附能力急剧下降、露点明显升高而造成不稳定,我们在工艺上采用适当增大冷冻机组制冷量,使一部分冷冻水用于再生后的冷却,使干燥剂冷却温度显著下降。
干燥剂的选用上考虑生产成本80%用硅胶20%可采用分子筛或进口硅胶,再生温度要求达到200℃,因此SO3冷却器空气冷却部分采用串联冷却,提高再生温度,适应分子筛需要较高的再生温度。
3.SO2系统液体硫磺通过硫磺计量泵定量输送至燃硫炉内燃烧,点火采用电点火装置,点燃后自动断电避免由于人为因素造成点火器损坏。
我们在SO2/ SO3气体发生单元设计上考虑到硫磺充分燃烧,我们在燃硫炉内设置了多孔弧形分布盘,分布盘为耐高温高铝陶瓷,让液体硫磺进入燃硫炉内分布均匀,在燃硫炉进口位置由顶部改为侧面,使未充分燃烧的硫磺不会带入到SO2冷却器内燃烧。
磺化剂及磺化工艺技术研究进展摘要:随着石油勘探和石油化工行业的迅速发展,在油田注水开发过程中,油井周围形成了一个高压降水层,由于其渗透能力差,且在油田生产过程中会被乳化,影响原油采收率。
目前,国内外研究开发出了许多新型高效的表面活性剂类产品。
而在表面活性剂类产品中,磺化剂是一种重要的原料。
由于磺化剂具有溶解速度快、高水溶性、无环境污染、可回收等优点,使得其在表面活性剂类产品中占有重要地位。
因此,对磺化剂及磺化工艺技术的研究及开发应用是未来表面活性剂领域的重要方向之一。
关键词:磺化剂;磺化工艺;磺酸基一、磺化工艺的相关概念(一)磺化反应机理在磺化反应中,固体硫酸与有机化合物中的氢原子发生化学结合,生成硫酸氢根离子和水,并使有机化合物中的羟基得到保护。
在这个过程中,可以发生取代反应、氧化反应、加成反应和聚合反应。
固体硫酸的饱和硫酸氢根离子与水结合生成磺酸根离子,然后在有机化合物的羟基上形成磺酸基(SO3H),该反应式如下:磺化反应的结果是在一定温度下生成了磺酸盐和水,这种产物被称为“磺化产物”。
这个过程称为磺化反应。
根据反应物与水相接触的程度不同,可以分为非离子型和离子型两种。
非离子型通常称为“非离子型磺化反应”,其特点是反应物与水不直接接触,只是在反应物中加入少量的水或醇等溶剂,所以此类反应又称为“非离子型磺化反应”[1]。
(二)磺化剂1.磺化剂的选择磺化剂对反应的影响是很大的,例如在选择磺化剂时,必须考虑到它与反应物的反应程度,以及它对反应后产物结构和性质的影响。
因此,在选择磺化剂时,应考虑到下列因素:(1)根据被合成物的结构特点选择合适的磺化剂。
例如,芳香族羧酸和羧酸酯类化合物,其磺化反应要求高选择性。
(2)磺化剂与被合成物的亲核反应能力要小。
(3)在所用的磺化剂中,不能含有有强碱性或强酸性基团。
2.反应方式根据反应类型的不同,磺化过程一般可分为两大类:一类是反应物分子与反应溶剂直接进行的非离子型磺化反应;另一类是反应物分子与溶剂进行的离子型或非离子型磺化反应。
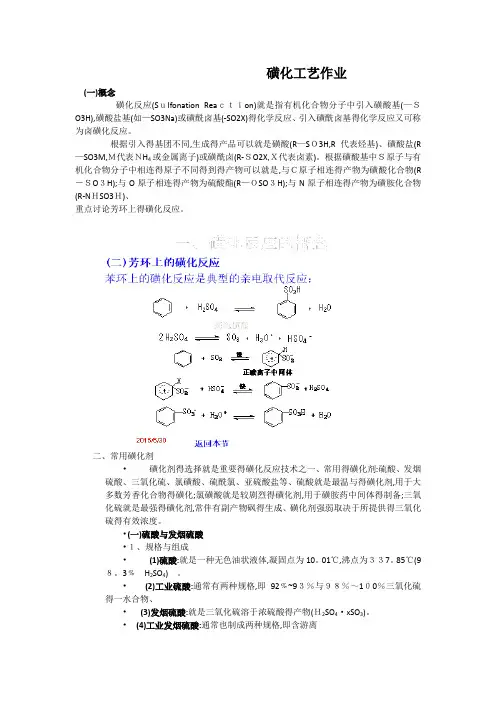
磺化工艺作业(一)概念磺化反应(Sulfonation Reaction)就是指有机化合物分子中引入磺酸基(—SO3H),磺酸盐基(如—SO3Na)或磺酰卤基(-SO2X)得化学反应、引入磺酰卤基得化学反应又可称为卤磺化反应。
根据引入得基团不同,生成得产品可以就是磺酸(R—SO3H,R代表烃基)、磺酸盐(R —SO3M,M代表NH4或金属离子)或磺酰卤(R-SO2X,X代表卤素)。
根据磺酸基中S原子与有机化合物分子中相连得原子不同得到得产物可以就是,与C原子相连得产物为磺酸化合物(R -SO3H);与O原子相连得产物为硫酸酯(R—OSO3H);与N原子相连得产物为磺胺化合物(R-NHSO3H)、重点讨论芳环上得磺化反应。
二、常用磺化剂•磺化剂得选择就是重要得磺化反应技术之一、常用得磺化剂:硫酸、发烟硫酸、三氧化硫、氯磺酸、硫酰氯、亚硫酸盐等、硫酸就是最温与得磺化剂,用于大多数芳香化合物得磺化;氯磺酸就是较剧烈得磺化剂,用于磺胺药中间体得制备;三氧化硫就是最强得磺化剂,常伴有副产物砜得生成、磺化剂强弱取决于所提供得三氧化硫得有效浓度。
•(一)硫酸与发烟硫酸•1、规格与组成•(1)硫酸:就是一种无色油状液体,凝固点为10。
01℃,沸点为337。
85℃(98。
3﹪H2SO4)。
•(2)工业硫酸:通常有两种规格,即92﹪~93%与98%~100%三氧化硫得一水合物、•(3)发烟硫酸:就是三氧化硫溶于浓硫酸得产物(H2SO4·xSO3)。
•(4)工业发烟硫酸:通常也制成两种规格,即含游离•S O3为20%~25%与60%~65%。
•3。
发烟硫酸作磺化剂得特点•(1)反应速度快且稳定,温度较低,同时具有工艺简单、设备投资低、易操作等优点;适用于反应活性较低得芳香化合物磺化与多磺酸物得制备。
•(2)缺点就是其对有机物作用剧烈,常伴有氧化、成砜得副产品。
磺化时仍有水产生,生成得水使硫酸浓度下降,当达到95%时反应停止,产生大量得废酸。
浅谈磺化⼯艺操作三要素浅谈磺化⼯艺操作三要素磺化⼯艺操作三要素是不包含设备在内,影响产品质量的关健要点,主要是好的原料、稳定的⽓浓、合理的操作。
⼀、好的原料1、烷基苯:⽣产洗涤剂⽤表⾯活性剂⼀般采⽤⼗⼆烷基苯为有机原料进⾏磺化,正⼗⼆烷基苯的物理特性:分⼦式C18H80,分⼦量246.42,折光率nD 1.4824(20℃),1.4803(25℃),1.4782(30℃),密度(克/毫升):0.8551(20℃),0.8516(25℃),0.8481(30℃)。
实际操作上烷基苯是各单体不同馏分的混合体,商品⼗⼆烷基苯的近似物理特性:⽐重:(20℃)0.865克/毫升,馏程:初馏点275℃,5%277℃,50%280℃,90%283℃,⼲点288℃,平均分⼦量:240,折光指数:1.49,溴价:0.05。
烷基苯杂质对磺化产品质量的影响如下:(1)含⽔量⼀般为零。
实际上在运输、贮存过程会带⼊⽔分,含⽔量⾼会造成游离酸及过磺化粒⼦增多,会加深磺酸的⾊泽。
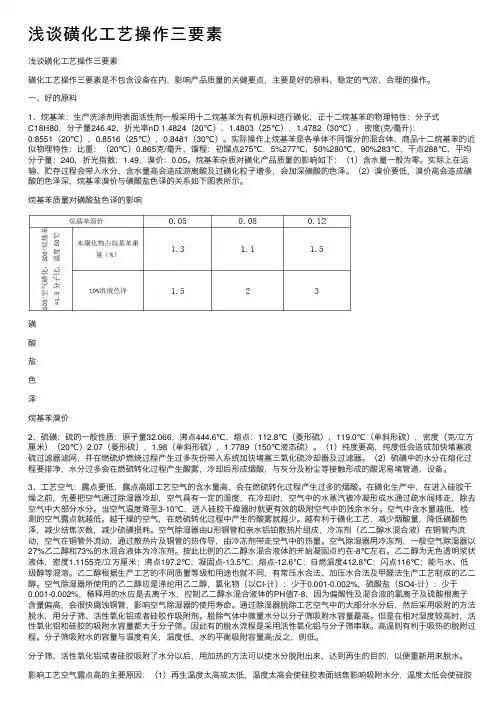
(2)溴价要低,溴价⾼会造成磺酸的⾊泽深,烷基苯溴价与磺酸盐⾊译的关系如下图表所⽰。
烷基苯质量对磺酸盐⾊译的影响磺酸盐⾊泽烷基苯溴价2、硫磺:硫的⼀般性质:原⼦量32.066,沸点444.6℃,熔点:112.8℃(菱形硫),119.0℃(单斜形硫),密度(克/⽴⽅厘⽶)(20℃)2.07(菱形硫),1.98(单斜形硫),1.7789(150℃液态硫)。
(1)纯度要⾼,纯度低会造成加快堵塞液硫过滤器滤⽹,并在燃硫炉燃烧过程产⽣过多灰份带⼊系统加快堵塞三氧化硫冷却器及过滤器。
(2)硫磺中的⽔分在熔化过程要排净,⽔分过多会在燃硫转化过程产⽣酸雾,冷却后形成烟酸,与灰分及粉尘等接触形成的酸泥易堵管道、设备。
3、⼯艺空⽓:露点要低,露点⾼即⼯艺空⽓的含⽔量⾼,会在燃硫转化过程产⽣过多的烟酸。
在磺化⽣产中,在进⼊硅胶⼲燥之前,先要把空⽓通过除湿器冷却,空⽓具有⼀定的湿度,在冷却时,空⽓中的⽔蒸汽被冷凝形成⽔通过疏⽔阀排⾛,除去空⽓中⼤部分⽔分。
对甲苯磺酸生产工艺设计甲苯+硫酸,磺化结晶,就会得到对甲苯磺酸和母液,下面详细介绍对甲苯磺酸的主要合成方法合成对甲苯硫酸主要有一下集中方法:磺化反应中使用的磺化剂主要有:发烟硫酸、硫酸、三氧化硫、二氧化硫、氯磺酸、硫酰氯、亚硫酸盐等。
甲苯磺化成对甲苯磺酸采用的磺化剂主要有硫酸、三氧化硫、氯磺酸三种。
合成对甲苯磺酸的主要方法有:硫酸磺化法、三氧化硫磺化法、氯磺酸磺化法、对甲苯磺酰氨水解法,它们各有自己的特点。
1、硫酸磺化法用硫酸磺化甲苯,是采用最多且历史最长的工艺。
磺化反应过程如下:磺化反应速度与甲苯浓度成正比,与硫酸含水量的平方成反比,所以需使用含水少的硫酸和纯度高的甲苯,但磺化反应是可逆反应,每消耗lmol的硫酸就生成lmol的水,水的浓度随反应的进行而逐渐升高,最后达到平衡,产生大量的废酸。
工业生产中,一般采用分压蒸馏法来除掉磺化反应生成的水,使磺化反应进行完全。
用硫酸作磺化剂,其优点是:由于硫酸价格低而具有一定的市场竞争力,且生产工艺简单、设备投资低、易操作等,适用于小规模生产装置。
但此工艺的反应收率低、产品纯度低,反应进行时随着水的生成,硫酸浓度下降,当达到95%时(π值为75%),反应停止,产生大量的废酸,严重污染环境。
最新的研究表明,采用添加助剂的方法可适当提高产品质量和反应收率。
2、三氧化硫磺化法理论上,三氧化硫是最有效的磺化剂,因为只是直接的加成而不用脱除反应生成的水。
在适宜的条件下,产品几乎全部是对甲苯磺酸。
以气相三氧化硫磺化剂磺化甲苯,宜选择降膜吸收反应器,采用1%的有机酸(如加入醋酸可抑制砜的产生)作为定位剂,温度控制在17℃-2O℃之间,SO3气体浓度6%一9%,反应得到的对甲苯磺酸纯度高。
用三氧化硫作磺化剂的优点是:反应安全、速度快、三废少、收率高、副产物少、产品纯度高。
缺点是:生产工艺复杂,一次性设备投资大,反应设备结构复杂,工艺操作要求高,三氧化硫运输困难,此方法对硫酸生产企业较适用。
磺化反应一、磺化反应及其重要性1.磺化反应的定义:向有机化合物中引入磺(酸)基或其相应的盐或磺酰卤基的反应称磺化或硫酸化反应。
2.引入磺酸基的目的:可以得到另一种官能团化合物的中间产物或精细化工产品。
3.磺化反应的应用磺化反应在现代化工领域中占有重要地位,是合成多种有机产品的重要步骤,在医药、农药、燃料、洗涤剂及石油等行业中应用较广。
有些药物因水溶性差,致使其在临床应用中存在一些问题,如生物利用度不高,服用量大,制成的片剂或胶囊体内吸收缓慢等。
这类化合物经磺化后不但可以增强其水溶性,也可增强其生物活性。
4.写出两个磺化反应的化学方程式二、磺化剂1.写出三种常用的磺化剂三氧化硫硫酸发烟硫酸氯磺酸、2.说明SO3三种存在形态液态丝状纤维态针状纤维3.使用SO3磺化剂时注意事项容易发生氧化、焦化,需加入溶剂调节活泼性4.工业上常用硫酸的两种规格92%~93%的硫酸(亦称绿矾油)和98%de l硫酸。
5.发烟硫酸的含义:有过量的三氧化硫存在于硫酸中就成为发烟硫酸6.发烟硫酸的表示方法含游离的三氧化硫分别为20%~25%和60%~65%7.试将20%的发烟硫酸分别用H2SO4和SO3表示浓度C H2SO4=1+0.024C SO3>18.写出氯磺酸的结构式,可视为什么样的配合物。
Cl-SO3H三、磺化反应1.磺化反应的活泼质点SO3 H2S2O7 H3SO42.以苯为例,写出苯磺化的历程四、影响磺化反应的因素1.有机化合物的结构及性质,(1)比较饱和烷烃与芳烃磺化难易饱和烷烃的磺化较芳烃的磺化困难得多;而芳烃磺化时,若其芳环上带有供电子基,则邻、对位电子云密度高,有利于络合物的形成,磺化反应交易进行;相反,若存在吸电子基,则反应速率减慢,磺化困难。
(2)比较苯、甲苯、硝基苯难易苯>氯苯>溴苯>对硝基苯甲醚>间二氯苯>对硝基甲苯>硝基苯(3)取代基体积大小对磺化反应的影响环上取代基的体积越大,磺化速度就越慢(4)分别写出萘在浓H2SO4在60℃和165℃条件下的磺化反应方程式。
三氧化硫磺化工艺简介我国阴离子表面活性剂目前已经生产并使用的主要有十二烷基苯磺酸(简称LAS)、脂肪醇醚硫酸钠(简称AES)、脂肪醇硫酸钠(简称AS)、脂肪醇(醚)硫酸铵(简称铵盐,AESA,LSA)、α-烯基磺酸钠(简称AOS)、脂肪醇(醚)磷酸盐(MAP)、醇醚羧酸盐(AEC)、磺基琥珀酸盐、氨基酸盐等.在阴离子表面活性剂中,磺酸盐、硫酸盐类表面活性剂占据了绝对主要的市场地位和产销量,这类表面活性剂的现状和发展趋势大致代表了阴离子表面活性剂的现状和发展。
目前国内几乎全部采用SO 3 气相膜式磺化技术生产磺酸盐、硫酸盐类阴离子表面活性剂,氯磺酸、烟酸等磺化工艺已基本淘汰。
我公司采用的是:SO3气相膜式磺化技术。
我公司生产的品种主要有:直链烷基苯磺酸(简称LAS)、支链烷基苯磺酸(BAS)α-烯基磺酸钠(简称AOS)、脂肪醇聚氧乙烯醚硫酸钠(简称AES)。
三氧化硫磺化生产概况及生产工艺LAB、BAS生产工艺框图:工艺在众多的磺化、硫酸化类阴离子表面活性剂中,L A S作为传统的表面活性剂依然保持着主要的市场份额。
工业烷基苯磺酸及其盐一种最主要的阴离子表面活性剂,它是配置合成洗衣粉液体洗涤、餐具洗涤剂等的主要成分。
烷基苯的反应机理R—+SO3 R—―SO2OSO3H (快)R—―SO2OSO3H +R―2R――SO3H (慢)由于第二个反应速度较慢,在反应器中难以完成,需要进一步老化20-30分钟才行。
磺化反应还存在两种反应形成磺酸酐和砜(微量),它们的反应式如下:R—―SO2OSO3H +R――SO3H R—―SO2OSO2—―R+H2SO4(磺酸酐)R—―SO2OSO3 +R—R—―SO2――R+H2SO4(砜)磺酸酐在老化和加水稳定中可逐步转变成磺酸老化反应:R—―SO2OSO2――R+H2SO4+ R―3R——SO3H水解反应:R—―SO2OSO2――R+H2O 2R——SO3Ha- 烯基磺酸钠生产框图AOS生产工艺框图:a- 烯基磺酸钠是由a- 烯烃经SO3 磺化、中和、水解反应得到的一种阴离子表面活性剂,具有良好的起泡性、抗硬水性和生物降解性,去污力好,是一种适用于洗衣粉、复合皂、餐具洗涤剂、香波、浴液等的理想原料,也可应用于造纸、石油、工业清洗等领域。
三氧化硫磺化简要摘要:三氧化硫磺化具有反应速度快,产生三废少,经济上合理的特点。
而且SO3磺化得到的磺酸产品更好,现被广泛采用。
工艺主要过程分为空气干燥,三氧化硫发生,烷基苯磺化及尾气处理四个主要工序。
关键词:三氧化硫磺化设备发展现状一、内容及研究意义三氧化硫磺化具有反应速度快,产生三废少,经济上合理的特点。
而且SO3磺化得到的磺酸产品更好,现被广泛采用。
工艺主要过程分为空气干燥,三氧化硫发生,烷基苯磺化及尾气处理四个主要工序。
严格控制稳定的磺化反应条件可得到高质量的磺酸产品,因此采用质量流量计进行原料计量,计算机系统集中控制和调节温度,压力等参数,从而使工艺更加完善。
磺化操作的整个过程可以是间歇的,也可以是完全连续的。
为了获得优质产品,操作时必须严格控制下列主要因素[3]:(1)被磺化原料—烷基苯的质量;(2)磺化剂的规格;(3)配料比的选定;(4)加入磺化剂的方式和加料速度;(5)搅拌深度;;(6)反应温度;(7)反应热导出的条件;(8)磺化物料的保温搅拌条件;(9)设备材料的选择;(10)磺酸中和的工艺条件。
本设计采用多管膜式三氧化硫磺化器进行烷基苯的磺化,其工艺流程合理,设备结构简单,能耗低,产品质量好。
二、SO3磺化合成烷基苯磺酸的研究现状和发展趋势气相三氧化硫磺化法合成十二烷基苯磺酸采用燃硫法生产气体SO3,成本低,目前工业上应用最多。
目前研究的主要方向是磺化反应器的开发和工艺条件的优化[4]。
磺化反应器是SO3磺化装置中的核心设备,其综合技术质量(如结构、选材、制造和组装等)对磺化产品质量、设备使用寿命有很大影响。
SO3磺化装置的核心设备—磺化反应器有多种型式:如罐组式SO3连续磺化反应器、降膜式磺化反应器和喷射式磺化反应器等。
到目前为止,降膜式气体SO3磺化反应器使用最为普遍。
降膜式磺化反应器的形式又分为两大类,即双膜式和多管膜式磺化器。
不管是双膜式或是多管式的磺化反应器,其基本原理都是一样的,只是各自采用不同的放大途径[5]。
磺化工艺流程事故案例分享### Sulfonation Process Incident Case Study.Introduction.Sulfonation is a chemical process that involves the addition of a sulfonic acid group (-SO3H) to an organic compound. This process is commonly used in the production of detergents, dyes, and pharmaceuticals. While sulfonation is a relatively safe process, there are potential hazards that can lead to accidents.Case Study.In 2010, a sulfonation plant in the United States experienced a major accident that resulted in the release of sulfur dioxide gas. The accident occurred when a valve on a storage tank failed, allowing the gas to escape. The gas cloud spread over a wide area, causing respiratory problems for residents in the surrounding community.Investigation.An investigation into the accident revealed that the valve had been improperly maintained. The valve had not been inspected or serviced for several years, and it had become corroded and weakened. When the valve was opened, it failed, allowing the gas to escape.Lessons Learned.The accident at the sulfonation plant highlighted the importance of proper maintenance and inspection of equipment. It also demonstrated the need for emergency response plans and training for employees. The following lessons were learned from the accident:Valves and other equipment should be inspected and serviced regularly to prevent failures.Emergency response plans should be in place and employees should be trained on how to respond to anemergency.Communities should be informed of the potential hazards associated with sulfonation plants and should be prepared to respond to an emergency.Conclusion.Sulfonation is a safe process when it is properly operated and maintained. However, accidents can occur if equipment is not properly maintained or if emergency response plans are not in place. By following the lessons learned from the accident at the sulfonation plant, we can help to prevent future accidents and protect the health of our communities.### 中文回答:导言。