《刀具半径补偿计算》课件
- 格式:pptx
- 大小:2.05 MB
- 文档页数:23

刀具半径补偿指令
教学目的:
1、正确理解刀具半径补偿的作用和概念;
2、掌握刀具半径补偿判别、指令格式和应用方法;
3、熟练掌握刀具半径补偿指令G41、G42及G40的使用及程序编制;
4、掌握刀具半径补偿功能编制铣削轮廓的程序;
5、在生产实习中能够充分利用刀具半径补偿指令功能从而缩短辅助时间,提高生
产效率;
教学重点:刀具半径补偿判别、指令格式和应用方法
教学难点:刀具半径补偿功能编制铣削轮廓的程序
教学方法:演示法、讲解法、讨论法、示例法 、实训操作
教学场所:14数控高级工2班教室
授课学时:理论1课时、实训3课时
教学过程:
一、导入新课
经过前几天我们已经学习了G01/G00/G02/G03的用法及其编程,我们运用到编程里面去加工后会发现,加工出来的工件尺寸怎么比我们图纸上规定的尺寸少了一个直径值呢?这问题我们该如何解决呢?
二、讲授新课
1、刀具半径补偿的作用
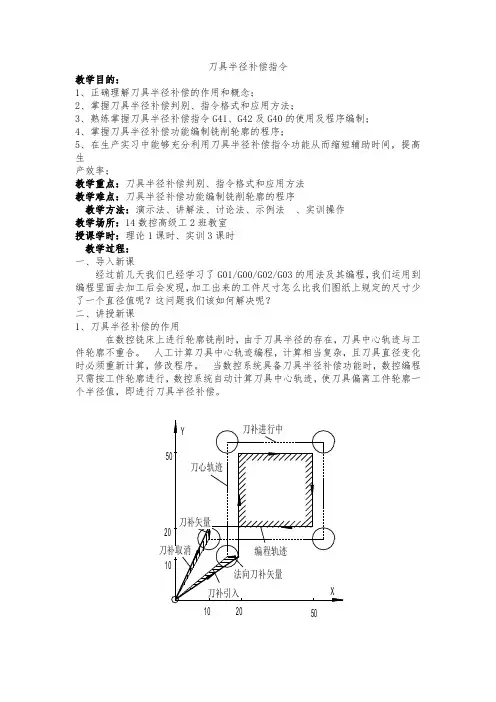
在数控铣床上进行轮廓铣削时,由于刀具半径的存在,刀具中心轨迹与工件轮廓不重合。 人工计算刀具中心轨迹编程,计算相当复杂,且刀具直径变化时必须重新计算,修改程序。 当数控系统具备刀具半径补偿功能时,数控编程只需按工件轮廓进行,数控系统自动计算刀具中心轨迹,使刀具偏离工件轮廓一个半径值,即进行刀具半径补偿。
刀心轨迹法向刀补矢量编程轨迹刀补引入刀补进行中202010501050刀补矢量刀补取消刀心轨迹编程轨迹B功能刀补XYC功能刀补aa<90°aa>90°自动插入刀补路径处理尖角人工增加G39指令 刀补的建立过程
2、 刀具半径补偿的含义及过程
用铣刀铣削工件的轮廓时,由于刀具总有一定的半径,刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。如在图中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。
外轮廓 内轮廓
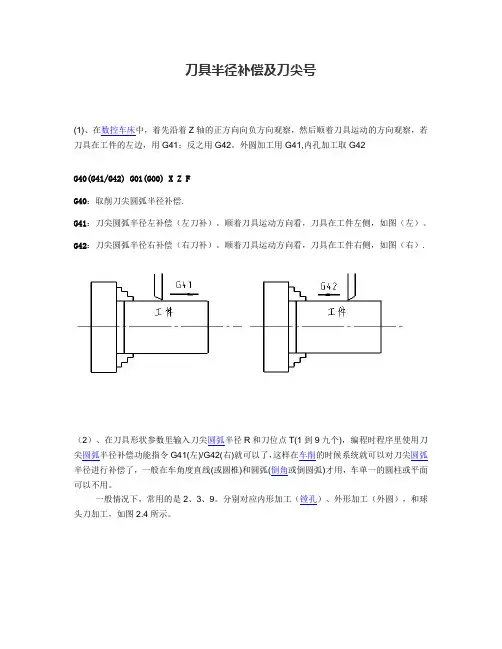
刀具半径补偿及刀尖号
(1)、在数控车床中,着先沿着Z轴的正方向向负方向观察,然后顺着刀具运动的方向观察,若
刀具在工件的左边,用G41;反之用G42。外圆加工用 G41,内孔加工取 G42 G40(G41/G42) G01(G00) X Z F G40:取削刀尖圆弧半径补偿. G41:刀尖圆弧半径左补偿(左刀补)。顺着刀具运动方向看,刀具在工件左侧,如图(左)。 G42:刀尖圆弧半径右补偿(右刀补)。顺着刀具运动方向看,刀具在工件右侧,如图(右).
(2)、在刀具形状参数里输入刀尖圆弧半径R和刀位点T(1到9九个),编程时程序里使用刀
尖圆弧半径补偿功能指令G41(左)/G42(右)就可以了,这样在车削的时候系统就可以对刀尖圆弧
半径进行补偿了,一般在车角度直线(或圆椎)和圆弧(倒角或倒圆弧)才用,车单一的圆柱或平面
可以不用。
一般情况下,常用的是2、3、9。分别对应内形加工(镗孔)、外形加工(外圆),和球
头刀加工,如图2.4所示。
5483
7
261+Z+X
9

主讲教师:赵龙思考:
N010 G54 G90 G17;N020 M03 S500; N030 G00 Z100.0; N040 G00 X-50.0 Y-30.0;N050 G01 Z-5.0 F100;N060 G01 X-50.0 Y30.0; N070 G01 X50.0 Y30.0;N080 G01 X50.0 Y-30.0;N090 G01 X-50.0 Y-30.0;N100 G00 Z100.0 ;N110 M05;N120 M30;1006
010XZ
XY分别用φ10和φ12的刀具利用如下程序加工右侧的图形,将得到什么样的工件。格式:G40 α_β_其中α_β_表示X,Y,Z中的两个坐标(与坐标平面选择指令配合)D后跟的数值是刀具补偿号,它用来调用内存中刀具半径补偿的数值。刀具半径补偿α_ β_ D_G17G18G19G41G42G01G00刀具补偿方向的判定G41 沿着刀具前进方向观察刀具在工件的左侧,称为左刀补。刀具前进方向刀具前进方向G42 沿着刀具前进方向观察刀具在工件的右侧,称为右刀补。
补偿量刀具旋转方向在前进方向左侧补偿在前进方向右侧补偿补偿量刀具旋转方向
ABCD刀具补偿过程建立刀补
编程轨迹实际轨迹刀心轨迹与编程轨迹相差一个刀具半径值执行刀补取消刀补刀具实际运行轨迹从与编程轨迹重合逐渐过渡为偏离一个偏置量的过程刀具实际运行轨迹从与编程轨迹偏置一个偏置值逐渐过渡为与编程轨迹重合始终保持刀具实际运行轨迹从与编程轨迹相距一个偏置量刀心轨迹与编程轨迹重合刀心轨迹与编程轨迹相差一个刀具半径值O刀具半径补偿的作用简化编程不需要计算刀心轨迹,直接按工件轮廓编程就可以得到正确的工件。用同一程序完成工件的粗精加工将刀具的补偿值设定为刀具的半径值和粗加工余量就可以完成粗加工,精加工时再将补偿值设定为刀具的真实值,就可以完成同一工件的粗精加工。使用同一程序加工外形相同的凹凸两个工件对于形状完全相同的两个工件,我们只需要修改刀具的补偿值就可以完成两个工件的加工。刀具补偿值刀具半径值加工余量使用刀具半径补偿时的注意事项刀补的建立与取消必须在含有G01或G00指令的程序段。执行刀补的程序段内不能连续两个或两个以上的程序段内无刀补平面的坐标轴移动。N020 G91 G17 G00;N030 Z-48 M03 S500; N040 G00 X0.0 Y10.0;N050 G02 G41X20.0 Y10.0 R10.0 D01; N060 G01 Z-12 F200;N070 G01 Y40.0 F100;N080 X30.0 N090 Y-30.0N100 X-40.0 N110 G00 Z60 M05N120 G40 X-10.0 Y-20.0N130 M30N040 G41 G00X0.0 Y10.0 D01;N050 G02 X20.0 Y10.0 R10.0; N030 G90 G17 G41 G00 X0.0 Y10.0 D01; N040 G00 Z2;N050 G01 Z-5 F100;这两个程序段内没有刀补平面(XY面)的坐标运动N020 M03 S500; N030 G00 Z2;N040 G90 G17 G41 G00 X0.0 Y10.0 D01; G01 Z-5 F100;N060 G02 X20.0 Y10.0 R10.0; 编程实例加工如下图所示的凸轮,毛坯是经过预先铣削加工过的规则铝板,且φ20、φ10孔已加工,尺寸为105mm×105mm×6mm.。
晋江安海职业中专学校公开课教学教案设计
第 1 页 共 5 页 教研组签字(盖章) 年 月 日
授 课 者 尹振乾 授课学科 数控编程
授课地点 18实验班教室 授课班级 18实验班
授课时间 10 月 31 星期 四 第 2 节 授课类型 新授
课 题 刀具半径补偿
【教学目标】
一、知识目标
了解刀具半径补偿的指令格式。
二、技能目标
掌握刀具半径补偿方向的判定以及应用。
三、情感目标
1.培养学生自主探索的学习精神。
2.培养学生精益求精的工匠精神。
【教学重点】
刀具半径补偿方向的判定以及刀具半径补偿的应用
【教学难点】
刀具半径补偿方向的判定
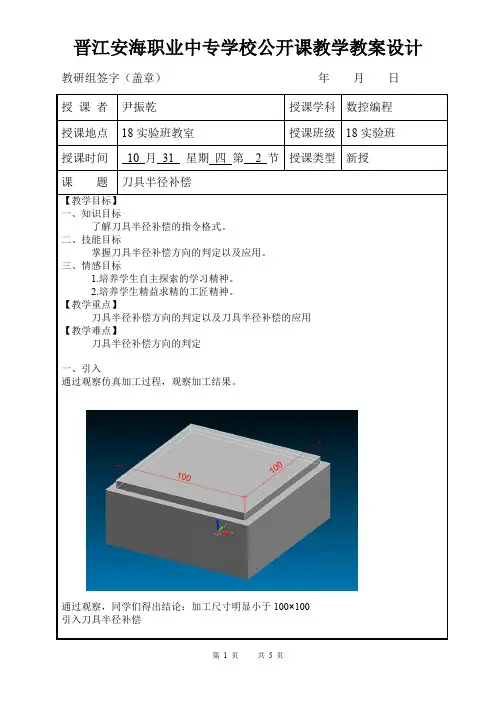
一、引入
通过观察仿真加工过程,观察加工结果。
通过观察,同学们得出结论:加工尺寸明显小于100×100
引入刀具半径补偿
晋江安海职业中专学校公开课教学教案设计
第 2 页 共 5 页 二、刀具半径补偿
1、概念:
编程的时候,是把刀具看成一个点的运动来编运动轨迹的,而实际上刀具总有一定的刀具半径,所以在零件轮廓加工过程中刀位点运动轨迹并不是零件的实际轮廓,它们之间相差一个刀具半径,为了使刀位点的运动轨迹与实际轮廓重合,就必须偏移一个刀具半径,这种偏移称为刀具半径补偿。
2、指令格式
G41 D G01 X Y ;
G42 D G01 X Y ;
G40 G01 X Y ;
G41:刀具半径左补偿
G42:刀具半径右补偿
G40:取消刀具半径补偿
3、刀具半径补偿方向的判定
(1)、刀具半径左补偿------G41:沿着刀具前进的方向看,刀具偏在工件轮廓的左边。(如图所示)
(2)、刀具半径右补偿---- G42 :沿着刀具前进的方向看,刀具偏在工件轮廓的右边。(如图所示)