刀具半径补偿讲解
- 格式:ppt
- 大小:428.54 KB
- 文档页数:17

刀具半径补偿指令
教学目的:
1、正确理解刀具半径补偿的作用和概念;
2、掌握刀具半径补偿判别、指令格式和应用方法;
3、熟练掌握刀具半径补偿指令G41、G42及G40的使用及程序编制;
4、掌握刀具半径补偿功能编制铣削轮廓的程序;
5、在生产实习中能够充分利用刀具半径补偿指令功能从而缩短辅助时间,提高生
产效率;
教学重点:刀具半径补偿判别、指令格式和应用方法
教学难点:刀具半径补偿功能编制铣削轮廓的程序
教学方法:演示法、讲解法、讨论法、示例法 、实训操作
教学场所:14数控高级工2班教室
授课学时:理论1课时、实训3课时
教学过程:
一、导入新课
经过前几天我们已经学习了G01/G00/G02/G03的用法及其编程,我们运用到编程里面去加工后会发现,加工出来的工件尺寸怎么比我们图纸上规定的尺寸少了一个直径值呢?这问题我们该如何解决呢?
二、讲授新课
1、刀具半径补偿的作用
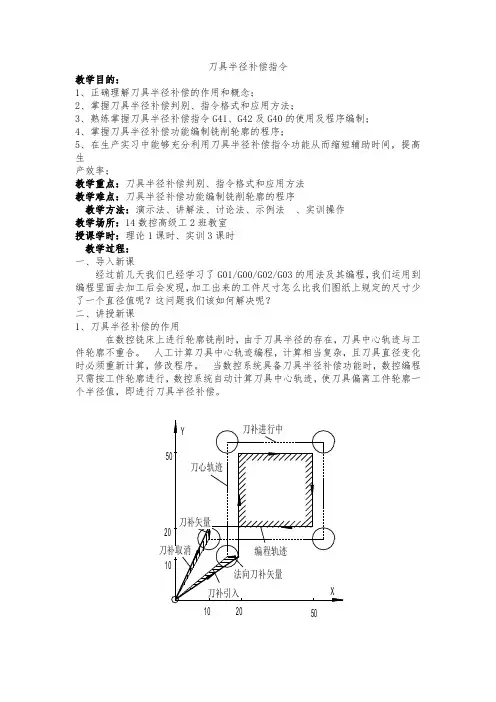
在数控铣床上进行轮廓铣削时,由于刀具半径的存在,刀具中心轨迹与工件轮廓不重合。 人工计算刀具中心轨迹编程,计算相当复杂,且刀具直径变化时必须重新计算,修改程序。 当数控系统具备刀具半径补偿功能时,数控编程只需按工件轮廓进行,数控系统自动计算刀具中心轨迹,使刀具偏离工件轮廓一个半径值,即进行刀具半径补偿。
刀心轨迹法向刀补矢量编程轨迹刀补引入刀补进行中202010501050刀补矢量刀补取消刀心轨迹编程轨迹B功能刀补XYC功能刀补aa<90°aa>90°自动插入刀补路径处理尖角人工增加G39指令 刀补的建立过程
2、 刀具半径补偿的含义及过程
用铣刀铣削工件的轮廓时,由于刀具总有一定的半径,刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。如在图中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。
外轮廓 内轮廓

刀具半径补偿原理及补偿规则
在加工过程中,刀具的磨损、实际刀具尺寸与编程时规定的刀具尺寸不一致以及更换刀具等原因,都会直接影响最终加工尺寸,造成误差。为了最大限度的减少因刀具尺寸变化等原因造成的加工误差,数控系统通常都具备有刀具误差补偿功能。通过刀具补偿功能指令,CNC系统可以根据输入补偿量或者实际的刀具尺寸,使机床自动加工出符合程序要求的零件。
1.刀具半径补偿原理
(1)刀具半径补偿的概念
用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。如图所示,加工内轮廓时,刀具中心要向工件的内侧偏移一定距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一定距离。由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。数控编程时,只需依照刀具半径值编写公称刀心轨迹。加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。这样既简化了编程计算,又增加了程序的可读性。
刀具半径补偿原理
(2)刀具半径补偿的数学处理
①基本轮廓处理
要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
②尖角处理 在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。图所示为直线与直线连接时各种转接的情况,编程轨迹为OA→AP。

刀具半径补偿的应用
运用刀具补偿功能来编程可以达到简化编程的目的,可以让编程者从烦琐的计算中解脱出来。
一、刀具半径补偿的类型
根据刀具半径补偿在工件拐角处过渡方式的不同,刀具半径补偿通常分为两种补偿方式,分别称为B型刀补和C型刀补。如图1和图2所示。
B型刀补在工件轮廓的拐角处采用圆弧过渡,这样在外拐角处,刀具切削刃始终与工件接触,刀具的刀刃始终处于切削状态。采用此种刀补方法会使工件上尖角变钝,加剧刀具的磨损;甚至在工件的内拐角处还会引起过切现象。
C型刀补采用了较为复杂的刀偏计算,计算出拐角处的交点,使刀具在工件轮廓拐角处的过渡采用了直线过渡的方式,从而彻底解决了B型刀补存在的不足,不会产生过切。现在大多数数控系统都采用C型刀补。因此,下面讨论的刀具半径补偿都是指C型刀补的刀具半径补偿。
二、刀具半径补偿指令格式
刀具半径补偿编程指令格a式如下:
G41 G01 X__Y__F__D__;
G42 G01 X__Y__F__D__;
在绝对值编程中:X__Y__为终点坐标值。 F__为进给量。
其中G41为刀具半径左补偿,G42为刀具半径右补偿。
G41与G42的判断方法是:处在补偿平面外另一根轴的正向往下,沿刀具的移动方向看,当刀具处在切削轮廓左侧时,称为刀具半径左补偿(G41);当刀具处在切削轮廓右侧时,称为刀具半径右补偿(G42),如图3所示。
指令中的D值用于指令偏置存储器的偏置号。在地址D所对应的偏置存储器存入相应的偏置值,其值是指刀具中心到编程轨迹的距离通常等于刀具半径值,可以大于刀具半径值,也可以小于刀具半径值。同样,刀具刀号与刀具偏置值号可以相同,也可以不相同。
G41、G42为模态指令,可以在程序中保持连续有效。只有用G40进行撤销。
三、刀具半径补偿过程
1.刀补的建立
龙源期刊网
刀具半径补偿的应用
作者:黄卫锋
来源:《职业·下旬》2011年第07期
运用刀具补偿功能来编程可以达到简化编程的目的,可以让编程者从烦琐的计算中解脱出来。
一、刀具半径补偿的类型
根据刀具半径补偿在工件拐角处过渡方式的不同,刀具半径补偿通常分为两种补偿方式,分别称为B型刀补和C型刀补。如图1和图2所示。
B型刀补在工件轮廓的拐角处采用圆弧过渡,这样在外拐角处,刀具切削刃始终与工件接触,刀具的刀刃始终处于切削状态。采用此种刀补方法会使工件上尖角变钝,加剧刀具的磨损;甚至在工件的内拐角处还会引起过切现象。
C型刀补采用了较为复杂的刀偏计算,计算出拐角处的交点,使刀具在工件轮廓拐角处的过渡采用了直线过渡的方式,从而彻底解决了B型刀补存在的不足,不会产生过切。现在大多数数控系统都采用C型刀补。因此,下面讨论的刀具半径补偿都是指C型刀补的刀具半径补偿。
二、刀具半径补偿指令格式
刀具半径补偿编程指令格a式如下:
G41 G01 X__Y__F__D__;
G42 G01 X__Y__F__D__;
在绝对值编程中:X__Y__为终点坐标值。
F__为进给量。
其中G41为刀具半径左补偿,G42为刀具半径右补偿。
G41与G42的判断方法是:处在补偿平面外另一根轴的正向往下,沿刀具的移动方向看,当刀具处在切削轮廓左侧时,称为刀具半径左补偿(G41);当刀具处在切削轮廓右侧时,称为刀具半径右补偿(G42),如图3所示。 龙源期刊网
指令中的D值用于指令偏置存储器的偏置号。在地址D所对应的偏置存储器存入相应的偏置值,其值是指刀具中心到编程轨迹的距离通常等于刀具半径值,可以大于刀具半径值,也可以小于刀具半径值。同样,刀具刀号与刀具偏置值号可以相同,也可以不相同。