刀具半径补偿编程举例
- 格式:docx
- 大小:11.06 KB
- 文档页数:2
刀具半径补偿编程
1. 介绍
刀具半径补偿编程是数控机床加工领域中的一项重要技术。通过对刀具半径进行补偿,可以在工件加工过程中实现更加准确的切削。本文将详细介绍刀具半径补偿编程的原理、应用以及编程实例。
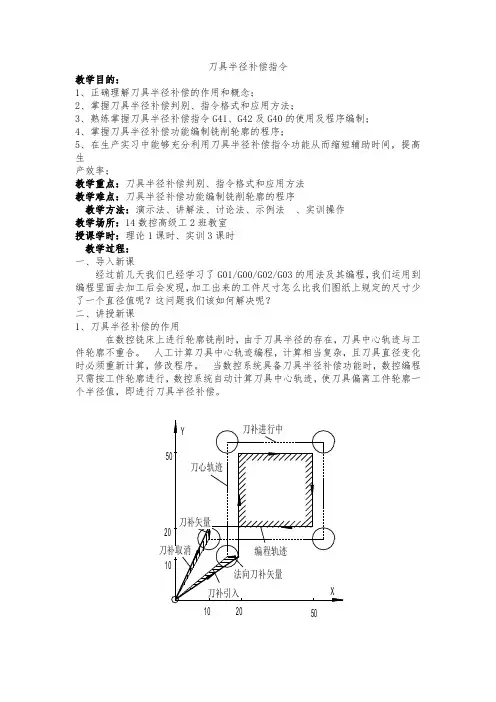
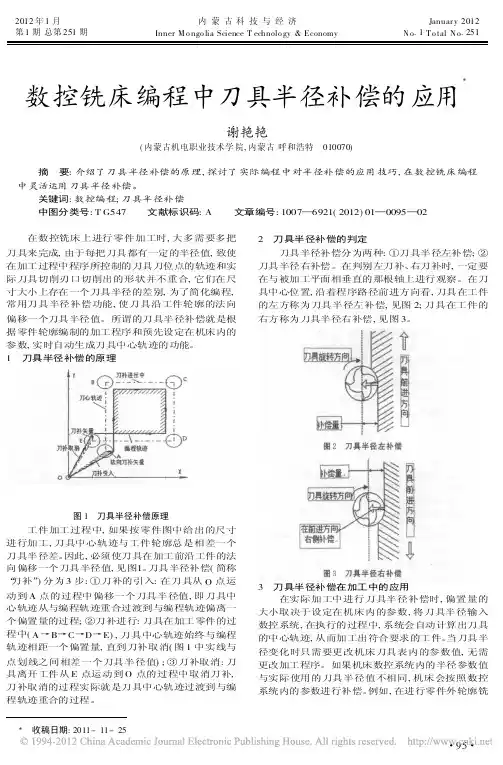
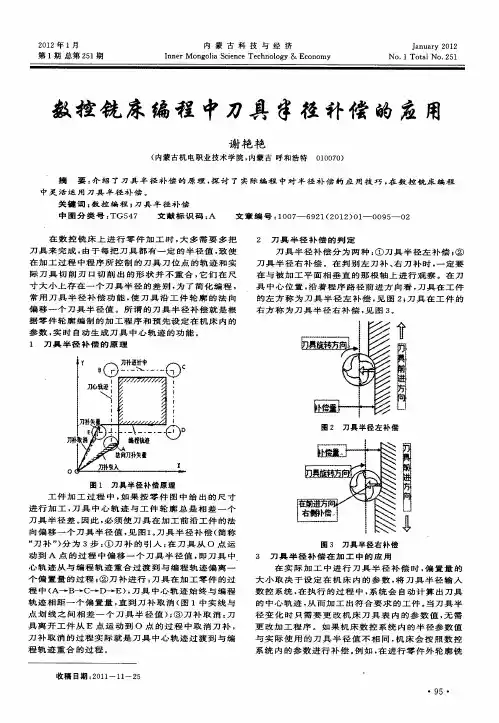
2. 刀具半径补偿的原理
刀具半径补偿是为了解决实际切削情况与刀具形状之间的偏差而引入的。在加工过程中,刀具的实际切削宽度常常与理论计算不符,这可能导致工件尺寸偏差或刀具磨损。通过刀具半径补偿,可以根据实际情况调整刀具路径,从而达到更加精确的切削效果。
刀具半径补偿分为刀具半径右补偿和刀具半径左补偿两种情况。刀具半径右补偿适用于切削右侧的轮廓,而刀具半径左补偿适用于切削左侧的轮廓。补偿的值一般为刀具半径的一半,以保证刃口的位置与所需位置对齐。
3. 刀具半径补偿的应用
刀具半径补偿在数控机床加工中有广泛的应用。下面列举一些常见的应用场景:
3.1 外轮廓加工
在加工外轮廓时,为了保证工件的尺寸精度,需要进行刀具半径补偿。通过补偿刀具半径,可以使刀具实际切削轮廓与设计轮廓相吻合,从而达到更高的加工精度。
3.2 内轮廓加工
与外轮廓加工类似,内轮廓加工也需要进行刀具半径补偿。通过补偿刀具半径,可以调整刀具路径,使内轮廓的尺寸与设计要求一致。 3.3 孔加工
在孔加工过程中,切削刀具常常需要进行刀具半径补偿。通过补偿刀具半径,可以调整切削刀具的实际位置,保证孔的准确直径。
3.4 轴向切削
在进行轴向切削时,为了避免因刀具半径导致的偏差,常常需要进行刀具半径补偿。补偿的值一般为刀具半径的一半,以保证刃口的位置与所需位置对齐。
4. 刀具半径补偿的编程实例
下面通过一个编程实例来详细介绍刀具半径补偿的编程过程。
1. 设定刀具半径补偿值为R0.5。
2. G54代码:确定坐标系原点。
3. G90代码:设定绝对坐标模式。
4. G94代码:设定进给速度为每分钟进给。
5. T1代码:选择T1号刀具。
6. M3代码:启动主轴正转。
7. G0X100.0Y100.0:刀具快速移动到初始加工位置。
8. G1Z-10.0F200.0:刀具沿Z轴方向下移至加工深度,进给速度为每分钟200.0mm。
9. G1X200.0F100.0:刀具沿X轴方向移动到加工终点,进给速度为每分钟100.0mm。
10. G1Z0.0:刀具抬起,回到初始位置。
11. M5代码:停止主轴。
5. 总结
刀具半径补偿编程是数控机床加工中的一项重要技术。通过补偿刀具半径,可以调整刀具路径,保证加工精度。本文介绍了刀具半径补偿的原理、应用以及编程实例,希望对读者能够有所帮助。在实际应用中,需要根据具体情况进行编程,并通过不断的实践和调试提高加工效率和质量。