浆液循环泵修复案例
- 格式:doc
- 大小:372.50 KB
- 文档页数:5

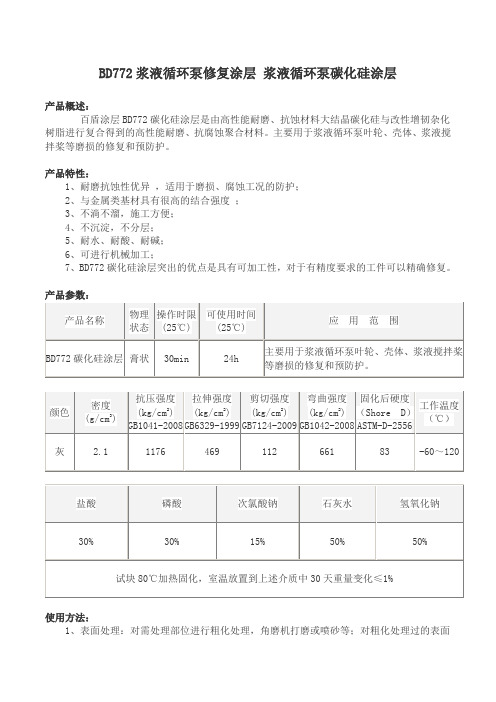
BD772浆液循环泵修复涂层浆液循环泵碳化硅涂层
使用方法:
1、表面处理:对需处理部位进行粗化处理,角磨机打磨或喷砂等;对粗化处理过的表面进行
清洗;处理过的表面应是粗化的干燥新鲜基材表面,并且应无油污、无粉尘;
2、配制:按重量比5∶1将BD772碳化硅涂层A、B两组份混合均匀,并在30min内用完。
一般是边施工边配胶,一次配胶量最大不能超过2公斤,过多胶凝固的过快,还没用完已经部分凝固而不能使用。
可根据实际温度冬天可适当多配,夏天适当少配。
如气温过低可将A组份适当加热以降低粘度便于配置;
3、涂敷:BD772碳化硅涂层合适的涂层厚度是2~15mm,应将混合好的材料逐层涂敷于待修部位,第一层要压实,使之与基材充分浸润;涂层涂到尺寸后表层要修平整,或用低粘度耐磨胶涂敷涂层表面。
本材料可进行机械加工,如超差可进行车、磨加工;
4、固化:25℃固化24小时可投入使用,温度低于15℃时,胶层固化不完全,应在涂层初步固化后加热至80℃保温2小时促进涂层完全固化(可用碘钨灯距涂层40cm的距离进行照射加温)。
运输贮存:
阴凉干燥处密闭贮存,保质期1年。
运输中避免倒置,避免磕碰,按非危险品运输。
包装规格:10kg/组或者5kg/组。

火电厂脱硫浆液循环泵故障分析及对策近年来,环境污染问题日益突出,作为重要的污染源之一,燃煤发电厂面临着越来越大的压力。
为了达到环保要求,燃煤发电厂必须采用脱硫工艺。
而脱硫工艺中的重要设备之一是脱硫循环泵,它负责将浆液送回脱硫塔中继续反应,但是在使用过程中难免会出现故障。
本文将对火电厂脱硫浆液循环泵的故障进行分析,并提出对策。
一、故障现象描述由于脱硫工艺中所使用的浆液中含有石膏,浆液在泵中通过摩擦产生热量,石膏便会在热量的作用下凝固,形成硬块,从而导致泵出口压力降低,最终引起泵运转不起来。
另一种故障现象是由于浆液中含有杂质,在泵内积累,降低泵的抽吸效率,甚至堵塞泵,使泵无法正常运转。
二、故障原因分析1. 浆液中石膏含量过高:石膏在高温高压环境下很容易凝固形成硬块,从而影响泵的正常运转。
2. 浆液中杂质含量过高:杂质在泵内积累会影响泵的抽吸效率,甚至产生堵塞现象。
3. 泵的使用时间长了,内部零部件磨损严重,导致阻力增加而无法正常运转。
三、解决对策1. 浆液中石膏含量过高的解决方法:(1)采取物理、化学等方式降低石膏含量。
(2)增加泵内部冲洗液的供给,减轻泵内高温高压环境。
(1)起重机等机械设备清理泵内杂质。
3. 泵的使用时间较长导致阻力增加的解决方法:更换泵内部零部件,恢复泵的正常使用。
四、结论在火电厂脱硫工艺中,脱硫循环泵是不可或缺的重要设备。
但由于浆液成分的特殊性和泵的长时间运转,使得脱硫循环泵存在一定的故障概率。
针对不同的故障原因,可以采取不同的解决对策。
通过加强设备维护和周期性检查,可以有效降低出现故障的概率,保证脱硫工艺平稳高效地进行。
【征文活动】脱硫浆液循环泵出现问题分享
某泵业公司循环泵材质:蜗壳 N60 双相合金,叶轮 Cr30,轴 2Cr13,轴套 N60 双相合金。
1、脱硫系统浆液循环泵泵壳出现类似砂眼的缺陷及泵壳法兰磨损、腐蚀情况
泵壳磨损局部放大图,浆液循环泵出口处侧壁缺陷图、泵壳出现的砂眼状腐蚀
2、浆液循环泵泵盖及叶轮中发现的问题
叶轮局部缺陷及叶轮在长期工作中被浆液冲刷出的缺陷
浆液循环泵叶轮表面出现的缺陷,出现很多小的裂纹
叶轮锁紧螺母也出现问题,腐蚀的很严重,叶轮局部出现明显的裂纹
浆液循环泵端盖0型圈槽道边缘缺失,腐蚀非常厉害。
换个角度看下叶轮局部磨损情况
3、浆液循环泵耐磨环断裂
耐磨环上甚至出现了许多凹凸不平的槽道
4、浆液循环泵前盖板磨穿
5、浆液循环泵泵轴靠背轮侧轴头键槽处掉铁块
6、浆液循环泵泵轴靠背轮侧轴头断裂且前盖板磨损达一半以上
6、其他部位出现的问题。

FGD脱硫浆液循环泵金属叶轮修复
FGD脱硫浆液循环泵金属叶轮修复
一、项目概况:
FGD浆液循环泵在烟气脱硫工段是最主要的设备之一,负责输送石灰浆液到吸收塔顶部后,以喷淋SO2(二氧化硫)等酸性气体。
泵送介质为石灰浆液,其中含有15~20%的固体颗粒,主要成分为CaSO4、CaCO3和少量的SiO2、Al2O3等高硬度颗粒。
固体粉末粒径在300目左右。
液体为偏酸性pH=4~6,温度45℃~60℃,含有氯离子Cl- 浓度在2000ppm以下。
SiO2、Al2O3等高硬度颗粒为石灰石碾磨后的副产品,并不会参与吸收酸性烟气的化学反应,但会在循环过程中积累,直接对泵的金属表面形成磨损作用。
二、设备问题:
原有德国进口凯士比KSB KWPK浆液循环泵叶轮在原先使用2年后,磨损严重,见下
三、解决方案
电厂业主方按照国内流行的叶轮处理方法,进行技术改造项目。
方案有2种:
方案一、碳化硅修复,为在原有KSB破损叶轮上一台采用Resto 锐思拓小颗粒碳化硅涂层修复,
方案二、国产叶轮替换,经测绘替换成襄樊525新叶轮,材质Cr30A。
同时运行14个月,打开后比较修复磨损程度。
结果如下图。
结论:在14个月内2台泵脱硫效率没有下降。
从表观看,Resto 锐思拓小颗粒碳化硅涂层后的叶轮耐磨损性能令人满意,比Cr30A耐
磨钢效果要好。
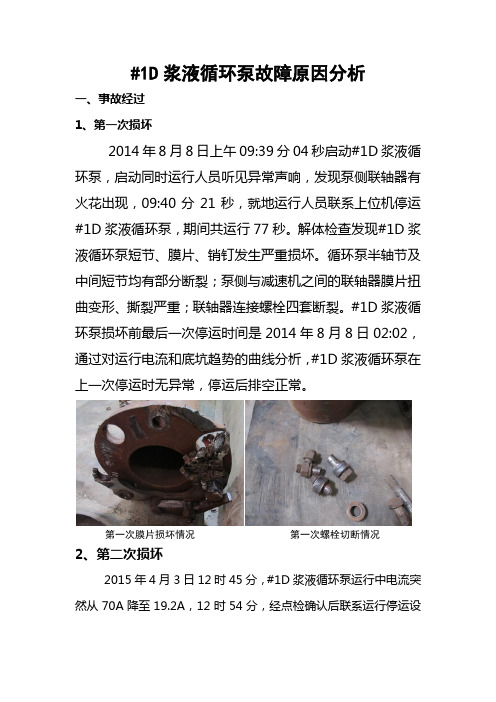
#1D浆液循环泵故障原因分析一、事故经过1、第一次损坏2014年8月8日上午09:39分04秒启动#1D浆液循环泵,启动同时运行人员听见异常声响,发现泵侧联轴器有火花出现,09:40分21秒,就地运行人员联系上位机停运#1D 浆液循环泵,期间共运行77秒。
解体检查发现#1D浆液循环泵短节、膜片、销钉发生严重损坏。
循环泵半轴节及中间短节均有部分断裂;泵侧与减速机之间的联轴器膜片扭曲变形、撕裂严重;联轴器连接螺栓四套断裂。
#1D浆液循环泵损坏前最后一次停运时间是2014年8月8日02:02,通过对运行电流和底坑趋势的曲线分析,#1D浆液循环泵在上一次停运时无异常,停运后排空正常。
第一次膜片损坏情况第一次螺栓切断情况2、第二次损坏2015年4月3日12时45分,#1D浆液循环泵运行中电流突然从70A降至19.2A,12时54分,经点检确认后联系运行停运设备。
经点检现场确认,短节泵侧8条连接螺栓全部切断,电机侧螺栓8条连接螺栓4条切断,4条变形;两侧膜片均严重损坏,膜片钢片严重撕裂变形;短节法兰损坏变形。
从现场痕迹分析,可确定泵侧8条螺栓首先全部切断,随之短节偏心,在电机的转动下产生离心力最终甩出,短节撞到#1C浆液循环泵风箱后弹到#1浆液循环泵房外。
第二次切断的螺栓第二次撕裂的膜片二、事故分析经对最近一次#1D浆液循环泵找正数据比对,并结合最近一次的测振数据及日常缺陷情况,确认#1D浆液循环泵非因振动产生破坏。
通过找正数据可知,找正偏差全部在8丝内,满足标准要求的8丝要求。
通过对测振数据分析,最大振动为3.3丝,完全满足使用要求。
因此对事故的判断为,运行中螺栓突然切断。
图3 #1D浆液循环泵找正数据(2014年10月红鹏电力检修)#1D 浆液循环泵两侧联轴器均为固定式联轴器,中间用弹性膜片连接,连接紧固件采用强度等级10.9的高强度螺栓,螺栓直径20mm 。
对于所采用的高强度螺栓从受力特点来看:高强度螺栓施加预拉力和靠摩擦力传递外力。
火电厂脱硫浆液循环泵故障分析及对策火电厂是利用燃煤或油气等燃料进行发电的重要装置,而火电厂中的脱硫设备是为了减少烟气中的硫化物含量,保护环境并符合国家标准的重要设备之一。
在脱硫设备中,脱硫浆液循环泵是一个重要的组成部分,它的工作状态直接影响着脱硫设备的运行效果和维护成本。
对火电厂脱硫浆液循环泵的故障分析及对策进行深入研究,对于维护和提高火电厂脱硫设备的运行效果意义重大。
一、故障现象1、脱硫浆液循环泵频繁报警在火电厂日常运行中,脱硫浆液循环泵频繁出现报警现象,主要表现为水压异常、振动过大、润滑油温度升高等故障报警。
这些报警信号直接影响着脱硫设备的正常运行,加大了维护的难度和成本。
2、脱硫浆液循环泵泵体生锈腐蚀在长期运行中,脱硫浆液循环泵泵体出现了生锈腐蚀情况,影响了泵体的密封性和稳定性,增加了泵的运行阻力,降低了泵的使用寿命。
3、脱硫浆液循环泵出现漏液现象在运行中,脱硫浆液循环泵出现了漏液现象,造成了脱硫浆液泄漏,并增加了对脱硫设备周围环境的污染和安全隐患。
二、故障原因分析1、脱硫浆液循环泵密封件老化由于脱硫浆液循环泵长期运行,密封件老化导致泵体出现漏液现象,可通过更换密封件解决。
2、脱硫浆液循环泵叶轮磨损由于脱硫浆液中含有固体颗粒,长期运行后叶轮磨损严重,导致水压异常和振动过大,可通过更换叶轮解决。
3、脱硫浆液循环泵冷却系统失效脱硫浆液循环泵冷却系统失效导致润滑油温度升高,可通过修复或更换冷却系统解决。
三、故障对策1、加强日常维护对脱硫浆液循环泵的日常维护工作要加强,包括定期检查、清洗、更换易损件等,确保泵的正常运行。
2、提高运行参数监控通过提高脱硫浆液循环泵的运行参数监控精度,及时发现异常信号,减少故障发生的可能性。
3、改进设备设计通过改进脱硫浆液循环泵的密封结构、叶轮材料和冷却系统设计,提高泵的稳定性和使用寿命。
4、完善安全防护措施在脱硫设备中加强对脱硫浆液循环泵的安全防护措施,降低泵故障对环境和人身安全的影响。
燃煤电厂湿法脱硫浆液循环泵耐磨修复新技术简介和应用阐述了燃煤电厂湿法脱硫系统中浆液循环泵磨损的主要原因是泵在运行过程中受浆液颗粒冲刷磨损、气蚀和低pH值强酸腐蚀等共同作用产生的结果。
介绍了当今欧美等工业发达国家使用的一种新型高分子耐磨复合材料修复工艺,通过对我厂脱硫浆液循环泵的多年修复应用,与其他传统修复方法相比,其综合效果明显。
标签:湿法烟气脱硫;浆液循环泵;磨损;高分子耐磨复合材料;修复0 引言随着湿法脱硫技术的不断发展,湿法脱硫被欧美等发达国家所采用,成为石灰石、石膏脱硫的重要方法与途径。
作为现阶段应用范围最为广泛、技术最为成熟、成本投入较低的二氧化硫剥离技术,湿法脱硫技术能够实现硫元素的快速脱离,进一步提升二氧化硫的吸收与利用效率,增加脱硫工艺的稳定性与高效性。
为了增加湿法脱硫的效率,保证石灰生产的速率,我们将仪表系统引入到脱硫工艺之中,通过DCS实现I/O点的合理配置,保证硬件运行的流程度,最终促进湿法脱硫的优化。
1 高分子复合材料修复技术的简介有资料显示,借助于一系列的脱硫技术手段,能够对石灰石深加工的过程中,将硫元素从石灰石中脱离出来,最终实现石灰的绿色化生产,减少其对生态环境的污染与破坏[1]。
从相关统计部门公布的数据来看,湿法脱硫能够将石灰石中70%以上的硫元素剥离出来,这是由于湿法脱硫能够利用静电实现对烟尘进行初步的处理,实现游离硫元素的回收,脱硫浆液循环泵是烟气脱硫系统中关键的动力输送设备,负责把石灰浆液泵送到吸收塔顶部,通过喷淋吸收SO2(二氧化硫)等酸性气体。
石灰浆液中含有的微小固体颗粒硬度很高,同时流动液体具有酸性腐蚀(主要为氯离子和硫酸根离子)。
石灰浆液在高速循环过程中,直接对泵的金属表面形成剧烈的磨损、腐蚀和气蚀,在多因素联合破坏下,更换的新泵特别是叶轮经常运行不久即严重损坏。
由于脱硫浆液循环泵使用特种合金材料制造,目前市场价格很高,从而给电厂运行带来了高昂的成本。
泵叶轮磨损的原因及快速修复方法叶轮是泵和搅拌桶里的关键部位之一,由于经常在恶劣的环境下工作,所以叶轮的磨损问题常常使得企业十分头疼。
泵叶轮磨损的原因可分为两类:一类是化学腐蚀。
因为浆液呈酸性,容易和叶轮上的金属材料发生化学反应,形成化学腐蚀。
其次,在叶轮表面形成的电位差导致的电子转移,发生的氧化反应,直接破坏金属。
另一类是物理磨损:由于浆液中带有大量的石灰石和石膏等颗粒物质,在泵的吸入口直接对泵叶轮形成冲击和破坏。
泵叶轮磨损会有什么后果呢?1、电流、出口压力不稳定摆动剧烈;2、泵内有不正常的噪音、金属摩擦声和振动增加;3、出口流量降低;4、泵轴向串动增加,泵壳、轴承温度升高等。
泵叶轮磨损快速修复方法:在泵工作环境中,叶轮的磨损、腐蚀、汽蚀问题较为常见,而采用索雷碳纳米聚合物材料可以根据设备的不同问题出具相应的解决方案。
该技术材料特有的机械性能、耐磨性能、防汽蚀性能、耐腐蚀性能等保护泵壳体及叶轮免受冲刷汽蚀的影响,提高泵的使用寿命,同时提高泵效。
在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受磨损量及磨损形式的限制。
几个修复泵叶轮磨损的案例介绍:某电力企业脱硫系统浆液循环泵叶轮腐蚀磨损;型号:800TX-TLR。
使用12个月发现入浆口和出浆口叶片磨损严重,盘面有较大损伤。
某脱硫泵(化工渣浆泵)型号:LCB300-300-450;流量:200m³;扬程:20m;转速:980r/min;设计压力:1.0Mpa;设计温度:120°C;材质:Cr30(双向不锈钢)。
泵体流道呈蜂窝状不规则冲刷,深度约:8~10mm。
脱硫浆液循环泵在运转时出现的故障及处理工作一、机械概述某电厂使用国产超临界凝气式燃煤发电动机组装机容量21000MW。
锅炉使用低氮燃烧与SCR脱硝设备调整烟汽NOx排放,使用电除尘器与湿式烟汽脱硫设备(以下简称FGD)调整烟尘与SO2排放,建有210米高度烟囱。
设计煤种含硫率0.43 %,设计脱硫入口烟汽泵流量3139200Nm3/h,脱硫入口烟温123℃,烟汽入口SO2浓度为940mg/Nm3,入口烟尘浓度100mg/Nm3 吸收塔塔内设4层喷嘴系统,使用偏心喷嘴,浆液自上而下与烟汽逆流触碰。
氧化桨池内部,塔外设4台侧向搅拌器。
周边配置4台浆液循环泵,单元制供给4层喷嘴。
其中浆液循环泵为KSB Atctiengesellschaft的单吸式离心水泵。
其中,FGD使用目前较为成熟的石灰石一石膏湿法脱硫工艺,脱硫剂为石灰石(CaCO3)与水配制的浓度为30%的悬浮浆液,吸收塔为一炉一塔,石灰石浆液制备、石膏脱水系统及辅助系统为两台炉公用。
由锅炉引风机来的全部烟汽,在与引风机串连的动叶可调轴流增压风机的用处下进入吸收塔,烟汽自下向上流动,通过塔内烟汽入口处上部四层浆液喷淋层,烟汽中的SO二、SO3被自上而下喷出的吸收剂吸收生成CaSO1/2H2O,并在吸收塔下部反应池中被鼓入的氧化气体氧化而生成石膏( CaSO42H2O)。
脱硫后的净烟汽经过两级串连的除雾器除去烟汽中携带的浆液雾滴后,约50℃的烟汽进入烟囱排入大汽。
二、浆液循环泵障碍状况2013年3月电厂2号机组脱硫浆液循环泵连续产生障碍,19日运作中发现浆液循环泵2D参数特殊,即电流上升到149A(此时:2号机组压力875MW.,2FGD出口SO2维持110mg/Nm3左右),随即停用抢修,抢修中发现,泵进口管路耐腐材质几乎全部破损脱落、浆液循环泵叶轮磨坏严重且有开裂、泵中心轴头压板脱落无法继续应用。
经抢修,浆液循环泵2D投运试转,试转运作仍异常:浆液循环泵2D电流从84A下跌至24A。
浆液循环泵修复案例
湖北华电某电厂浆液循环泵叶轮、泵壳、护板由于长时间的冲刷、腐蚀、磨损等问题需要周期性更换。
叶轮及泵体磨损严重,一般七至九个月要更换,有些更换周期更短。
传统的维修方法不仅耗时长,成本高,而且要拆卸设备,影响电厂正常运行。
通过多年研发和与施工总结了一套完整的修复工艺。
采用两种高分子聚合陶瓷材料(BD707小颗粒耐磨涂层胶和BD426耐腐蚀修补剂)配合使用,可有效修补脱硫系统受气蚀、腐蚀、磨损的设备,同时能够符合脱硫装置对修复材料的高性能要求。
该材料耐磨防腐性能优异,综合效果高于高铬合金、橡胶内衬、陶瓷衬板等方案。
维修工艺:
一. 首先将缺损面积较大的部位,用钢丝网焊补一个骨架。
角磨机清理焊渣、污渍和其他杂质,清洗剂清洗并晾置干燥。
二按质量比5:1将BD426耐腐蚀修补剂混合均匀,涂抹在待修复部位,按十字交叉涂抹两遍,胶层以0.3-0.5mm为宜。
在第一层胶初步固化(胶层不粘手)后涂抹第二层。
三待第二层426初步固化后,(一定要在426胶层硬之前)将BD707小颗粒耐磨涂层按质量比4:1混合均匀,涂敷在BD426耐腐蚀修补剂上面,胶层要压实。
四.待BD707小颗粒耐磨涂层初步固化后,可在707上面刷一层BD426耐腐蚀修补剂。
五. 常温24小时完全固化你,即可投入使用。
1.胶层完全固化后,把胶层加热到60—80度保温2小时,可提高修补胶30%的综合性能。
2.温度低于15度时,胶层固化慢,强度不易完全起来;可
以在表层BD426耐腐蚀修补剂初步固化后,用碘钨灯或电热风等手段加热到60-80度保温2个小时。