淮北选煤厂浮选控制系统研究
- 格式:pdf
- 大小:555.90 KB
- 文档页数:3
炼焦煤选煤厂洗动研究摘要:针对煤炭形势低迷、矿区煤质变差状况,为缓解煤炭销售困难,淮北矿业股份有限公司淮北选煤厂将炼焦煤洗选工艺系统进行改造,使系统既可以洗炼焦煤,又可以洗动力煤,极大的提高了系统的适应性,取得了良好的生产和经济效果。
关键词:炼焦煤;动力煤;配煤;浮选1 前言淮北选煤厂于1972年投产,设计能力为年处理原煤200万吨。
2013年南区全重介技术改造,采用重介-浮选联合流程,生产能力为年处理原煤300万吨,入选原煤来自闸河矿区朱庄、石台、双龙等煤矿,煤种为1/3焦煤、瘦煤,低硫、低磷,是优质炼焦配煤。
淮北选煤厂南区洗选工艺主要采用原煤全重介—2+2模式的浮选精煤脱水和尾煤处理联合工艺。
原煤采用三产品无压旋流器分选过后,精煤、中煤和矸石产品分别经弧形筛和直线振动筛脱介、脱水,矸石经由皮带转载送至矸石仓,精煤和中煤再经过卧式振动离心机脱水后分别由精煤和中煤皮带送至产品仓。
粗煤泥采用煤泥重介旋流器进行分选。
煤泥水采用2+2模式的浮选精煤脱水和尾煤处理工艺。
工艺流程图如下:2 洗选动力煤改造背景(1)煤质较差,销售困难闸河矿区贫瘦煤质量差,4000kcal/kg左右的低质低挥发贫瘦煤市场价格低,销售半径小。
因热值低无法满足车运要求,只得采用地销方式,买方用户多为中间商,形成压价市场氛围,而大量低质煤通过中间商进入周边电厂,冲击公司市场,造成整体价格下降,经济损失大,效益较差。
(2)市场需要4800~5000kcal/kg低挥发动力煤目前市场较好,现在采购多采用招标方式,当前情况下,中标后难以保证正常供货,会造成今后市场丢失。
(3)地销管理难度大闸河矿区低质煤矿井多、分散,地销需要人员多,管理难度大,且极易造成腐败和损失。
(4)试洗情况未改造前淮北选煤厂试洗了杨庄贫煤,从洗选情况看,动力煤产品发热量较高(6000kcal/kg左右),水分较高(12%左右),无法满足动力煤产品质量要求。
3 入洗动力煤方案南区洗焦煤系统入洗动力煤洗出产品发热量将大于5300cal,存在质量过剩。
选煤厂控制自动化技术探讨摘要:本文主要讨论了选煤厂控制自动化技术的应用及其优势。
随着煤炭行业的发展,选煤厂作为煤炭加工的重要环节,其自动化控制技术的应用也变得越来越重要。
本文从选煤厂自动化控制系统的组成、应用现状和优势等方面进行了详细的阐述,并对未来的发展趋势进行了展望。
关键词:选煤厂;自动化控制;应用现状;优势;发展趋势一、引言选煤是煤炭加工的重要环节之一,通过对原矿进行物理或化学的分离和提纯,使煤炭得到更高的品质和价值。
随着煤炭产量的增加和市场需求的提高,选煤厂的工作量也越来越大,人工操作已经无法满足生产需求。
选煤厂控制自动化技术的应用变得非常重要。
二、选煤厂自动化控制系统的组成选煤厂自动化控制系统一般包括控制层、执行层和感知层三个层次。
控制层主要负责数据及信号的处理和传输,执行层负责动作的执行和控制,感知层则负责数据获取和检测。
1.控制层控制层是选煤厂自动化控制系统的核心部分,主要由上位机和PLC等控制设备组成。
上位机负责控制系统的整体运行和监控,通过人机界面实现对设备的远程控制和故障诊断。
PLC则负责具体的控制操作,通过编程控制各种设备的运行和动作。
2.执行层执行层主要由执行单元和执行机构组成。
执行单元包括各种执行器件,例如电机、液压器等,通过接收控制信号实现设备的动作。
执行机构则负责将执行单元的动作转换为实际的运动。
3.感知层感知层主要用于数据的采集和检测,包括传感器、监测仪表等设备。
通过感应和检测煤炭的性质和运行状态,将数据传输给控制层进行分析和处理,实现对设备和生产过程的实时监测。
三、选煤厂自动化控制技术的应用现状选煤厂自动化控制技术的应用已经取得了一定的进展。
目前,国内许多选煤厂已经采用了自动化控制系统,实现了生产过程的自动化和智能化。
1.生产线自动化控制通过自动化控制系统,可以实现选煤生产线的自动化控制和协调运行。
通过自动化设备对生产线中的设备和工艺进行监测和控制,能够提高生产线的生产效率和产品质量。
选煤生产中浮选工艺的相关探索发布时间:2022-10-27T06:26:59.885Z 来源:《科技新时代》2022年第11期作者:张节文[导读] 煤炭是重要的生产生活能源,虽然当前我国正在积极进行新能源的开发与应用,但煤炭仍然在社会生产生活中占据了举足轻重的作用张节文淮北矿业(集团)有限责任公司临涣选煤厂安徽淮北 235000摘要:煤炭是重要的生产生活能源,虽然当前我国正在积极进行新能源的开发与应用,但煤炭仍然在社会生产生活中占据了举足轻重的作用。
煤炭的开发、生产与利用是一个较为复杂的过程。
煤炭的供应形式也十分多样化,根据市场的不同需求来运用不同的生产工艺、提供符合市场预期的煤炭产品。
这就意味着在过程中,会涉及不同的工艺,不同的生产环节。
这其中,浮选工艺的有效运用将会直接影响煤炭生产的质量与效率。
本文就选煤生产中浮选工艺的特征,浮选工艺应用存在的问题,以及具体应用进行简单介绍,以供参考。
关键词:选煤生产;浮选工艺;应用探索前言选煤厂作为重要的能源企业,选煤生产效率与生产质量不仅仅会影响市场供应,更会切切实实地关系到企业良好经济效益与可持续发展目标的实现。
近年来,我国煤炭开发与生产技术在不断的进步,也因此,细粒煤产量也得到了不断的提升,细粒煤要运用相应的生产工艺来进行加工处理,才能够达到市场的需求,浮选工艺的应用就是提升细粒煤产量与质量的有效生产工艺之一。
在浮选工艺的应用过程中,要结合细粒煤泥的特点,来合理的运用相关的工艺与设备,并加强选煤过程的管理,以此来提升选煤生产的质量与效率,促进选煤生产企业的有序发展。
1选煤生产浮选工艺的特征作为人口大国来说,无论是人民群众的日常生活所需,还是工农业生产活动的开展,都需要大量的能源供给与应用,这其中,很大一部分能源是以煤炭的形式来形成供应链条的。
虽然我国地域广袤,物产丰富,煤炭资源的储量也十分丰富,但随着开发生产时限的不断增加,煤炭的开发与生产难度也不断加大,而且随着开发的深入,煤炭资源的组成形式也越来越复杂,细粒煤,超细煤泥现象越来越显著,这就对选煤工艺提出了更高的要求。
选煤厂集中自动化控制系统设计探析【摘要】近几年,以美国AB公司出产的Control Logix PLC的集中自动化控制系统在越来越多的选煤厂中运用,起到了很好的管理效果。
PLC主站凭借AB公司的Contro Nel通讯网络和各级分站联网,从而组成全厂的微机化控制系统,其性能稳定、运算速度快、处理能力强等特点,极大的节省了选煤厂的投资和人力。
【关键词】选煤厂;集中控制系统;PLC主站选煤厂作为处理原煤的大型现代化工厂,一个科学高效的管理系统是最为重要的。
它不仅是一个生产连续性强、设备高度集中、设备品种较多的生产系统,同时也要根据市场变化随时改变产品方案及系统的主要工艺参数的系统。
选煤厂集中控制系统应是基于计算机网络技术、控制技术及电气技术之上的网络化智能化的系统,但是每个工厂的实际情况都会有所不同,本文通过对榆神西化凉水井矿选煤厂运用的集中控制系统为例,介绍其系统构成和运作原理,为选煤厂集中自动化控制系统有一个详尽的认识。
一、集中自动化控制系统的组成该选煤厂规模比较大,设有原煤仓、原煤准备车间、主厂房、浓缩车间、矸石仓、产品仓、装车站等设施,通过原煤筛分、洗选入仓、产品装车等程序每年能够处理400万t的原煤,其巨大的效益有很大一部分来自于其集中自动化控制系统。
其主要分为原煤准备、洗选入仓集中系统和产品装车集中控制系统两大部分,选煤厂集中控制系统PLC配置见如下图1。
1、原煤准备、洗选入仓集中系统该选煤厂的控制方式是采用的PLC主站与远程1/O分站的控制方式,其集中控制室建在电气楼的三层内,严格控制全厂的生产管理和调度的任务,这种方式可以分别完成各个相关环节的工艺设备的集中控制任务,其范围包括了大多数的工艺设备,比如原煤仓仓下、原煤准备车间、主厂房、浓缩车间、产品仓、装车站等等。
具体分设如下:PLC主站——负责主厂房、浓缩车间、矸石仓、压风机房等工艺设备的集中控制任务PLC 1/O远程站1——设在原煤准备车间配电室,主要负责原煤仓下、原煤准备车间、大块煤仓等工艺设备的集中控制任务PLC 1/O远程站2——设在产品仓上配电室,负责产品仓仓上等工艺设备的集中控制任务在电气楼中,PLC主站主要通过ControNet通讯网络与各个下级PLC 1/O远程站连接,产品装车系统设置一个PLC分站通过ControNet通讯网络和主网进行通讯交流。
选煤厂电气控制系统的研究与设计摘要能源是人类生存发展的必要条件,煤炭又是人类所利用的主要能源之一。
因此对煤炭的分选,综合利用是科学进步的体现,也是充分利用不可再生资源,减少资源浪费必须解决的问题。
随着科学技术的发展,人类对煤炭利用的多样性和完全性有所提高,生产企业对原煤分选的要求也在不断提高。
分选煤炭的设备的控制水平也尤为重要,为此将PLC技术应用于选煤厂集中控制,并设计了一种基于PLC的自动选煤系统。
本设计主要研究的是从给煤机到犁煤机的整个电气控制过程,采用了西门子s7-200PLC,通过梯形图编程语言对整个系统进行顺序控制。
在正文部分主要介绍了研究选煤厂的意义及各类电机的电气控制,之后重点讲述了PLC程序设计中的顺序启动、停止,故障停止,及指示灯控制等问题,也对PLC的一些基本知识进行了阐述。
关键词:煤炭分选;电气控制;PLC;The electrical control system of coal preparationplant Research and designAbstractEnergy is necessary for the survival and development of humankind, and coal is one of the primary energy resources which can be utilized. Therefore, the sorting and multipurpose utilization of coal is a manifestation of scientific progress, and the problems to make full use of non-renewable resources and reduce waste of resources must be addressed.With the development of science and technology, the coal utilization has been improved in its diversity and completeness, and manufacturing enterprises’ requirement for sorting raw coal is also rising. Hence the level of controlling coal-sorting equipments is particularly important, so the PLC technology is applied in the centralized control of coal preparation plant, and a PLC-based automatic coal preparation system is designed.The main study of this project is the entire electrical control process from coal feeder to plough, which adopts Siemens s7-200PLC and controls the entire system sequentially through ladder-diagram programming language. The paper focuses on the significance of researching on coal preparation plant and the electrical control of various motors, and the emphasis is put on the sequence start, stop breakdown of PLC program, light control, and some basic knowledge on PLC are also included.Key words: sorting of coal;electrical control;PLC目录摘要 (I)Abstract ...................................................................................................................................... I I 第一章引言. (1)1.1 我国煤炭资源的状况及选煤的必要性 (1)1.2选煤厂集中控制系统的含义与发展现状 (2)1.3 电气控制技术的发展概况 (3)第二章选煤厂电气控制系统的设计 (7)2.1 给煤机、振动机、2、3号皮带机电气控制 (7)2.2 1号、4号、5号皮带机和刮煤机电气控制 (8)2.3 破碎机电气控制 (10)2.4 犁煤机电气控制 (13)第三章选煤厂电气控制系统的硬件选型 (14)3.1负荷计算 (14)3.1.1用电设备分类及特征 (14)3.1.2需要系数法计算负荷 (15)3.2 选煤系统中的辅助低压电器的选择 (17)3.2.1断路器的选择 (17)3.2.2接触器的选择 (19)3.2.3主令电器 (20)3.2.4熔断器 (21)第四章矿山破碎系统PLC控制方案的实现 (24)4.1可编程控制器(PLC)概述 (24)4.1.1可编程控制器的概念 (24)4.1.2 PLC的基本特点 (25)4.1.3 PLC的基本组成 (26)4.1.4 PLC控制与继电器控制的比较 (30)4.2 PLC硬件部分的设计 (30)4.2.1系统工艺流程 (30)4.2.2 PLC的选择 (31)4.2.3 S7-200 CPU226简介 (34)4.2.4 PLC的I/O接口设计 (34)4.3 PLC软件部分的设计 (37)4.3.1 PLC的编程语言 (37)4.3.2 联锁控制分析 (38)4.3.3 顺序启动 (39)4.3.4 顺序停止 (40)4.3.5 指示灯控制 (40)第五章总结 (42)参考文献 (43)附录 (44)第一章引言1.1 我国煤炭资源的状况及选煤的必要性煤炭是我国的主要能源,是国民经济和社会发展不可缺少的物资基础。
淮北选煤厂浮选精煤脱水技术优化摘要:对淮北选煤厂浮选精煤脱水工艺进行简要概述,并针对工艺中浮选精煤水分偏高的问题,通过对精煤压滤机操作以及脱水工艺的一系列优化,最大程度发挥浮选精煤压滤机和沉降过滤离心机处理能力,改善浮选精煤脱水效果,降低浮选精煤水分。
关键词:水分浮选精煤精煤压滤1、概述淮北选煤厂属于中央型选煤厂,于1972年8月建成投产,2011年对生产系统进行技术改造,创新采用了“2+2”煤泥水处理工艺,浮选精煤脱水设备分别为一次卧式筛网沉降离心机和二次快开隔膜压滤机。
具体工艺流程如下图所示:新系统投入使用后,浮选精煤水分一直较高,数据统计表明,一次浮选精煤水分介于20%-24%之间,二次浮选精煤水分介于24%-28%之间,且二次浮选精煤压滤机工作不连续,滤饼不松散,造成最终精煤发运水分偏高。
为解决浮选精煤水分偏高的难题,淮北选煤厂技术人员对脱水工艺以及快开压滤机的操作进行了一系列的优化和改进,并取得了预期效果,最终使浮选精煤水分降低至22%左右。
2、精煤压滤机操作方法优化以及设备结构改造2.1 入料方式:由原设备的两端入料改为一端入料采用两端入料的方式造成卸料时入料管内有大量积料,影响产品水分,同时两端入料造成中间压力的互冲,反而延长入料时间。
因此,将入料方式进行改变可以改善脱水效果。
2.2 吹风方式:由原设备的一端吹风改为两端吹风一端吹风改为两端吹风,也就是把液压缸端的入料端改变为吹风。
这样在滤饼脱水是由机头、机尾两端吹风,来达到脱水效果最佳。
一端吹风时,由于靠近吹风端的滤板腔脱水快,造成风压的泄漏,使快开隔膜压滤机中部和另一端的滤板腔风压的逐渐递减,中部和另一端的滤板因为风压不足而造成水分无法有效排除。
2.3 相关管路改造(1)用管道将压榨风管与回料管联通,并增加启动控制阀,作为入料吹风管。
(2)去除原头板入料管道,保留入料软管,并增加气动阀门,作为头板吹风管。
2.4 操作程序修改通常快开隔膜压滤机操作程序是将压榨和吹风两个环节分开进行,压榨停止松开后形成滤腔内空间余量过大,没有阻力,高压风不能穿透滤饼孔隙和毛细管,把水分置换出来。
选煤厂浮选自动化控制装置系统设计研究摘要:目前,我国虽然正在推行新能源技术的发展,但煤炭能源的消耗仍占据我国能量消耗总量的70%左右。
在现有的能源结构现状下,更加重视煤炭的质量,注重洁净煤炭的开发,减小环境污染,实现绿色可持续发展。
选煤厂是煤炭生产面市的主要环节,如何保证生产出高质量、低污染的煤炭产品是关键技术问题。
其中选煤厂浮选系统对煤炭产品质量有着较大的影响,目前浮选系统的生产工艺缺乏稳定性,受到技术工人经验的影响干扰,自动化程度偏低,主要依靠手动方式对浮选系统的入料量和添加剂进行操作。
浮选系统是实现复杂煤炭工业过程的基础性保障,如果仅是依靠人工手动操作的方式对入料量及添加剂进行控制,很难达到理想的煤炭产品质量效果。
因此,完善浮选系统的自动检测、自动控制、自动添料的系统功能,有助于提升浮选过程的经济性和可靠性。
采用电气自动化选煤技术,对浮选系统的自动化进行设计研究,实现浮选系统由手工操作到自动化运行的改变。
关键词:选煤厂;自动化;控制系统;引言伴随着科技的发展,煤炭生产加工企业对新技术、新工艺、新设备的应用越来越重视。
尤其是近年来,在煤炭工业中,数字化矿山、智慧矿山、机器人采煤、机器人煤矸石分选等智能化建设工作成为了行业内重点关注的工作内容之一。
1浮选系统工艺1.1.工艺流程精煤产品根据煤块颗粒大小的不同,主要分为精大块、精中块、精小块、粒煤、末煤等产品。
通常选煤机采用的是跳汰主洗和煤泥浮选相结合的工艺方式。
进入浮选系统的物料主要由主厂房内部的分级筛溢出的煤泥水组成,同时弧形筛的煤泥水和高频筛的煤离水也将通过主管道进入至浮选系统。
煤泥水通过过滤机形成生产物料,通过输送管道进入缓冲池,由缓冲泵抽送至浮选系统进行分级筛作业。
此时缓冲池内将留下渣浆,通过缓冲水池内的搅拌与水形成混合液体,在重力作用下流入粗矿池。
最终通过弧形筛浮选出煤炭的精矿与尾矿,由精矿池对浮选出的煤炭物料进行收集。
整个浮选工艺过程中,浮选机的工作频率以及正压式过滤机的脱水性能影响着精煤产品的产出质量。
科技成果——浮选药剂添加智能控制系统
技术开发单位
淮北矿业(集团)有限责任公司临涣选煤厂
适用范围
煤泥浮选过程智能控制
成果简介
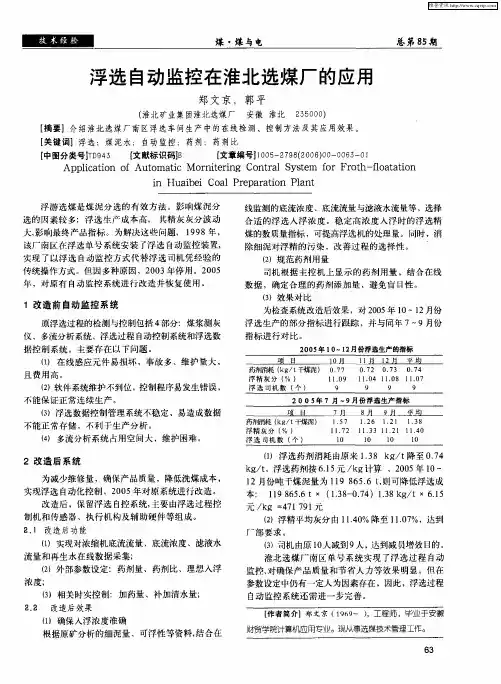
根据入厂煤质的变化情况、入浮矿浆量、入浮浓度、产品指标要求等进行分析,结合现场人工经验,运用机器学习算法,建立基于浮选药剂添加预测模型的控制系统,实现加药量智能控制。
工艺技术及装备
1、将不同平台检测到的数据,统一到同一平台内。
并对获得的数据,通过不同机器学习算法建立药剂预测模型,并建立模型的滚动优化机制;
2、将所建立的药剂预测模型,融合到控制系统中,通过在线检测得到的变量作为控制系统的输入量,实时预测当前药剂添加量,实现药剂量的智能控制。
市场前景
该技术可提高煤泥浮选过程自动化水平,降低劳动强度和药剂消耗,保证产品质量,经济效益显著,可在全国同类选煤厂推广应用。
选煤厂浮选机自动化控制系统优化设计改造白晓渊【摘要】阐述现阶段选煤厂浮选机设备存在的问题,结合选煤厂的实际情况与需求,提出浮选设备自动化改造优化方案.基于浮选设备自动化控制优化改造的原理,提出了设计的自动化控制系统结构,阐述浮选机设备自动化控制具体功能.通过实践应用,优化设计后的浮选设备自动化控制系统有效提升了浮选效率以及质量,降低作业人员劳动强度,值得进一步推广应用.【期刊名称】《机械研究与应用》【年(卷),期】2019(032)002【总页数】3页(P192-194)【关键词】选煤厂;浮选机;自动化控制【作者】白晓渊【作者单位】山西西山煤电股份有限公司太原选煤厂,山西太原 030023【正文语种】中文【中图分类】TP200 引言选煤的浮选设备在浮选过程中,药剂添加的控制环节非常关键。
如果加入药剂数量偏少,会导致煤炭资源无法更好分离,煤炭资源回收效率降低。
如果加入药物数量偏高,会导致“跑槽”发生,使浮选设备的选择性变差,影响精煤的产出率,同时也使药剂严重浪费。
另外,有些选煤厂用手工添加方式向浮选设备中添加药物时,药剂量多少是凭借操作人员自身经验,人为因素导致浮选效率及精度受到极大影响。
目前,浮选设备加药控制工作任然需大量人工操作,浮选设备的自动化优化设计改造目标是解决各种不利因素的影响,确保能精准控制浮选设备加药数量,对确保进一步提升选煤作业效率有重要作用和意义。
1 浮选设备自动化改造方案及意义现阶段,选煤厂应用的浮选设备加药方法有2类:①在一次浮选作业的入料泵位置添加上浮选药物;②在浆液预处理装置上对应的分点位置添加上浮选药物。
结合某企业具体情况以及目前选煤厂选煤作业实践经验,采用第二类加药方法更加科学。
针对浮选设备的自动控制系统首先要确定设计方案,设计方案思路:在浆液流入浮选总管位置处设置浓度计装置,通过此装置检测进入浮选设备浆液浓度。
同时,还应在浆液预处理装置对应的入料管中设置浆液流量计以及循环水流量计,通过此来检测流入预处理装置中的液体总量。
淮北选煤厂质量过程管控指导实践摘要:为满足客户需求,确保精煤产品质量不超限,保证精煤产品质量不过剩,降低限下率,实现洗选效益最大化,本文阐述了从原煤供应、洗选加工到精煤发运的优化管理实践办法,对保障精煤产品发运百分之百合格,实现洗选效益最大化有很强的指导性、实践性。
关键词:原煤供应指标稳定产品合格限下率联动产率概况淮北选煤厂南区为年入洗能力450万吨的炼焦煤型中央选煤厂,主要入洗张庄矿、朱庄矿、朔石矿、袁一等矿煤。
淮北选煤厂南区现有单、双号两套生产系统,主要是采用原煤重介+煤泥浮选+尾煤压滤洗选工艺,原煤不分级不脱泥分选,产品有精煤、中煤、矸石、煤泥。
淮北选煤厂目前生产的精煤产品属11级精煤,灰分10.00%-10.50%,若精煤发运灰分小于10.00%,即为低于限下,表示产品质量过剩,发运灰分大于10.50%,即为发运超限,质量不合格。
1优化质量管理的原因(1)近年来,随着闸河煤田的枯竭,原煤煤质波动大,高灰细泥含量增加,不利于产品质量控制。
(2)受国家环保要求影响,客户对产品质量要求提高,产品质量竞争压力增大,必须优化内部管理,提高产品质量,增强产品竞争力。
(3)2020年淮北选煤厂实施负面清单管理,自负盈亏,生产经营压力大,优化管理,提升发展质量势在必行。
(4)现阶段正值集团公司和厂部质量发展提升阶段,如何“提质增效”,稳定产品质量,提高精煤产率,提升全厂经济效益,成为生产的焦点工作,在确保产品发运不超限的同时又要确保产品质量不过剩,实现洗选效益最大化,任务艰巨。
面对严峻的生产经营形势,淮北选煤厂南区提出了“保发运,降下限,提产率,创效益”的生产总基调,总结优化提出了《淮北选煤厂产品质量优化管理指导实践》,对保障产品发运百分之百合格,降低限下率,实现洗选效益最大化有很强的指导性、实践性。
2抓原煤供应保准确稳定稳定产品指标必须抓住原煤供应源头,原煤供应的准确、均匀、稳定是确保产品指标合格的关键。
273为降低环境污染,我们提出了“洁煤”的口号。
在洁煤过程中,洗选是最为关键的一环。
通过洗选原煤,我们能够有效地减少煤炭中的污染物含量,从而降低排污成本。
选煤厂是我国煤炭资源清洁的重要工厂,但在实际运行过程中,由于浮选过程中的加药量及浮选指标控制较难,导致选煤厂产品质量下降。
因此,如何提升浮选效果成为了重要的议题。
本文在分析选煤厂浮选工艺的基础上,设计了浮选自动控制系统。
该系统实现了系统的自动控制,为选煤厂浮选质量的提升提供参考。
我们的设计旨在通过自动化控制技术,优化浮选工艺参数,提高浮选效果和产品质量。
同时,该自动控制系统还能够实时监测浮选过程,确保生产过程的稳定性和可靠性。
1 浮选控制系统硬件设计浮选的物料一般来源于三个部分,一部分为分级旋流器溢流的煤泥水,第二部分为末精煤泥弧形筛过滤的煤泥水,最后一部分为精煤泥高频筛过滤的煤泥水,具体的浮选工艺流程下所述:浮选入料后汇聚至缓冲池,在通过缓冲泵输送至浮选场地进行初步分析,颗粒较粗的颗粒和一部分煤泥水流入粗矿池,进入粗矿池的废杂经过渣浆泵输送至主洗捞坑,最后进入精末脱水系统。
弧形筛经过分选得到尾矿和精矿,精矿进入精矿池,尾矿进入浓缩机,最后进入滤厂房进行脱水。
选定浮选工艺可以较好的减少浮选中间环节,降低运行过程中可能出现的故障几率,实现自动化,同时浮选的入料方式选定为离心式杂矿泵给入,使得矿浆与空气充分融合,在浮选柱顶部由于气泡的存在形成一层泡沫层,便于分选。
为了进一步加强分选效果,在运行过程中加入捕收剂和起泡器,提升浮选效果。
目前我国的浮选控制系统种类众多,各系统间呈现分散的特点,浮选没有整体的系统,造成浮选工艺复杂。
浮选的整个过程各项工作较为依赖人工,造成浮选的精度不高。
因此本文对浮选进行控制系统设计,浮选控制系统的结构示意图如1所示。
图1 浮选控制系统的结构示意图从图1可以看出,浮选控制系统工作流程可以分为:(1)通过安装传感器将浮选入料浓度、入料量等参数信息进行收集通过PLC传输至系统的上位机,上位机通过分析料灰及精煤的参数,初步得到预测的加药量。
选煤厂集中控制系统的研究与设计的开题报告1.研究背景与意义随着科技的不断发展和应用范围的扩大,传统的工厂和生产线已经逐渐趋向于机械化、自动化和集成化。
在煤炭行业中,选煤厂是非常重要的工厂之一,其选煤过程对煤炭资源的开采和利用具有举足轻重的作用。
随着选煤厂的技术水平不断提高,流程的自动化程度也逐步提高,选择一种高效、稳定、安全的集中控制方案无疑是非常有必要的。
本研究旨在设计一种选煤厂集中控制系统,该系统将会进行实时监控和控制整个选煤生产线的运行状态,提高系统的自动化程度以及数据采集能力,以实现生产流程的高效、安全和稳定运行。
2.研究方法和技术路线本研究将采用以下方法和技术路线进行:(1)收集和分析当前选煤厂自动化程度及其控制系统的现状和存在问题,探讨集中控制系统的需求。
(2)对选煤生产线运行状态进行监测及数据采集,采用自适应控制技术来对选煤过程进行自动控制。
(3)设计选煤厂集中控制系统的硬件架构,采用网络通信技术实现多点集中控制。
(4)设计选煤厂集中控制系统的软件平台,开发通用的控制算法和数据处理方法,在实际应用中可根据需要进行定制。
(5)对系统的功能和性能进行全面测试和验证,以保证系统的稳定性和运行效果。
3.预期成果本研究将达到以下预期成果:(1)设计一种高效、稳定、安全的选煤厂集中控制系统。
(2)实现选煤厂生产线的自动化控制,提高系统的运行效率。
(3)可根据实际需求进行功能扩展和定制。
(4)提供选煤厂集中控制系统的设计方法和技术路线,供相关企业参考。
4.研究难点和挑战本研究面临的主要难点和挑战包括:(1)选煤生产线的复杂性和多变性,需要实时监控及控制。
(2)在控制系统设计中,需要考虑并集成多种类型、多个来源及不同区域的设备和复杂的工艺流程。
(3)数据采集和通信技术的应用,需要保证实时性和可靠性。
(4)在选择硬件和软件技术时,需要充分考虑实际需求和系统的稳定性。
通过充分研究和分析,本研究将有效解决以上难点和挑战,实现选煤厂生产线的自动化控制,为煤炭行业的发展做出贡献。
淮北选煤厂(北区)二次浮选工艺改造实践淮北选煤厂(北区)针对入浮煤泥中细粒级含量大、灰分高而导致浮选精煤灰分偏高、重精”背灰”的问题,采用二次浮选工艺流程对原煤泥处理工艺进行了改造,取得了浮选精煤灰分降低、精煤产率提高、企业效益增加的效果。
标签:选煤厂;煤泥水系统;高灰细泥;二次浮选;部分精选淮北选煤厂(北区)是一座炼焦煤选煤厂,2004年技术改造后,工艺流程改造为主洗重介—煤泥重介选—煤泥脱泥浮选联合工艺,年入洗能力为1.80Mt/a。
2014年对浮选工艺进行了改造,改造为二次浮选工艺(部分精选工艺),其中浮选作业的主要设备为一台XK-800的矿浆准备器、一台FCA-2500(A)雾化跌落式煤浆预处理器和4组XJX-TA8的四室浮选机等。
1 原有浮选工艺及存在的问题改造前的工艺流程图如图1所示,该工艺存在以下问题:(1)该工艺属于一次浮选工艺流程,适宜于分选极易浮、易浮和中等可浮的煤泥,或对精煤质量要求不太严格的煤泥。
针对北区入浮煤泥性质多为难浮和极难浮,精煤产品质量波动宽度较大,原定合格灰分范围在11.00-12.00之间,而且产品质量波动较大。
(2)当处理高灰细泥含量比较大的煤质时,精矿产品携带高灰细泥量较大,一方面严重影响加压过滤机的排料周期,另一方面导致精煤产率降低。
(3)该系统生产洗焦煤产品,要求在产品综合灰分在10.51-11.00%。
大于0.5mm的采用重介选煤,精煤灰分可调范围较广,但浮选精煤灰分居高不下,为保证综合精煤灰分合格,不得不采取降低重介质精煤灰分的方式,势必造成精煤损失。
2 煤质分析(1)从表1可以看出,浮选入料中<0.045mm级物料含量占本级较原煤增加了26.57个百分点,灰分增加了5.01个百分点,说明原煤中泥质页岩含量较多,泥化严重。
随入浮矿浆粒度变细,灰分上升,说明随入浮矿浆粒度变细,可浮性变差,细泥污染程度加剧,增加了浮选系统负担。
(2)浮选效果差导致大量精煤进入尾煤系统,不仅增加后续作业的压力,而且部分精煤损失在洗混煤当中,影响经济效益。