立式万能工具铣床
- 格式:doc
- 大小:46.00 KB
- 文档页数:7

立式铣床操作规程一、操作前准备1. 确保立式铣床工作区域整洁,无杂物。
2. 检查立式铣床各部位的润滑油是否充足。
3. 检查刀具和夹具是否齐全。
二、安全操作1. 穿戴好劳动防护用品,包括防滑鞋、工作服、护目镜、耳塞等。
2. 在操作过程中,禁止戴手套、宽松的衣物或长发。
3. 在操作前,确保立式铣床的电源已经切断,机器处于停机状态。
4. 操作过程中,严禁随意触摸运动中的机器部件,尤其是刀具。
三、上下料操作1. 合理放置被加工件,确保其稳固。
2. 使用合适的夹具将被加工件夹紧,并调整夹持力度。
3. 调整工作台高度,使被加工件与刀具正好对齐。
四、开机操作1. 按照机床操作面板上的启动按钮,开启电源。
2. 按照机床制造商提供的操作说明,启动加工程序。
五、加工操作1. 通过机床操作面板调节刀具的进给速度和主轴转速,合理选择加工参数。
2. 确保被加工件固定稳定后,启动主轴。
3. 调整刀具的进给深度和进给速度,开始加工。
六、加工结束1. 切削结束后,先停止主轴运转。
2. 等待立式铣床完全停止后,关闭电源。
3. 清理加工废料和切屑,保持工作区域整洁。
七、维护保养1. 定期清洗立式铣床各部件,除去积尘和机床切屑。
2. 对润滑油进行定期更换和补充,保证机器部件的润滑性能。
3. 定期检查立式铣床的电路和控制系统,确保其正常工作。
4. 发现故障时,应立即停机并通知相关维修人员进行处理。
八、操作注意事项1. 加工过程中,严禁将手指或其他物体伸入刀具运动轨迹内。
2. 在更换刀具或调整夹具时,必须切断电源,并等待机器完全停止运转。
3. 在加工过程中,注意切削力的大小,避免过大的切削力损坏工件或机床。
4. 倒车切削时,要注意刀具进给和后退方向的正确性。
九、紧急情况处理1. 在发生紧急情况时,应立即停机,并使用急停按钮切断电源。
2. 如果发现机器故障或异常情况,应及时报修,不得私行维修。
十、操作培训和资质要求1. 操作立式铣床的人员必须经过专业培训,掌握相关的机械知识和操作技能。
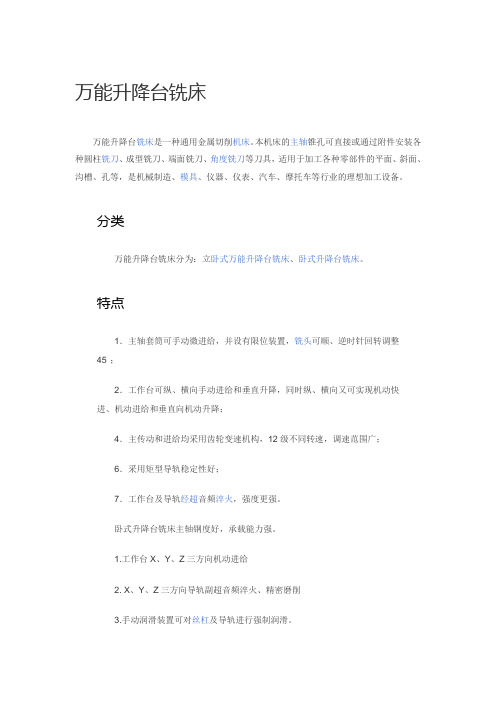
万能升降台铣床万能升降台铣床是一种通用金属切削机床。
本机床的主轴锥孔可直接或通过附件安装各种圆柱铣刀、成型铣刀、端面铣刀、角度铣刀等刀具,适用于加工各种零部件的平面、斜面、沟槽、孔等,是机械制造、模具、仪器、仪表、汽车、摩托车等行业的理想加工设备。
分类万能升降台铣床分为:立卧式万能升降台铣床、卧式升降台铣床。
特点1.主轴套筒可手动微进给,并设有限位装置,铣头可顺、逆时针回转调整45°;2.工作台可纵、横向手动进给和垂直升降,同时纵、横向又可实现机动快进、机动进给和垂直向机动升降;4.主传动和进给均采用齿轮变速机构,12级不同转速,调速范围广;6.采用矩型导轨稳定性好;7.工作台及导轨经超音频淬火,强度更强。
卧式升降台铣床主轴钢度好,承载能力强。
1.工作台X、Y、Z三方向机动进给2. X、Y、Z三方向导轨副超音频淬火、精密磨削3.手动润滑装置可对丝杠及导轨进行强制润滑。
4.可配置特殊附件:立铣头,实现立铣功能。
立卧式万能升降台铣床特点:1.可实现立、卧铣两用种加工功能。
2. 两节回转式铣头、主轴可在任意角度回转和调整。
3.可用于加工壳体和模具。
4.工作台X、Y向机动进给。
结构1.床身用来固定和支承铣床各部件。
顶面上有供横梁移动用的水平导轨。
前壁有燕尾形的垂直导轨,供升降台上下移动。
内部装有主电动机,主轴变速机构,主轴,电器设备及润滑油泵等部件。
2.横梁横梁一端装有吊架,用以支承刀杆,以减少刀杆的弯曲与振动。
横梁可沿床身的水平导轨移动,其伸出长度由刀杆长度来进行调整。
3.主轴是用来安装刀杆并带动铣刀旋转的。
主轴是一空心轴,前端有7:24的精密锥孔,其作用是安装铣刀刀杆锥柄。
4.纵向工作台纵向工作台由纵向丝杠带动在转台的导轨上作纵向移动, 以带动台面上的工件作纵向进给。
台面上的T形槽用以安装夹具或工件。
5.横向工作台横向工作台位于升降台上面的水平导轨上,可带动纵向工作台一起作横向进给。
6.转台转台可将纵向工作台在水平面内扳转一定的角度(正、反均为0~45o),以便铣削螺旋槽等。
大家都知道,立式铣床是一种非常通用的金属切削机床,可以加工各种零部件的平面、斜面、沟槽、孔等,也广泛用于机械制造、模具、仪器、仪表、汽车、摩托车等各种行业,在切削行业使用十分普遍。
那么大家了解它具体是如何操作的吗?下面,小编就给大家介绍一下它的操作要求和操作规程,一起来看看吧!立式铣床的操作要求:1、严禁操作者超负荷使用设备。
2、开车前,必须按照巡回检查点仔细进行检查,并按润滑图表进行润滑。
3、停车八小时以上再开动设备时,应先低速转动三至五分钟,确认润滑系统通畅各部运动正常后,再开始工作。
4、使用中不准离开和委托他人照管,不准拆掉安全防护装置,不准拆卸跟位档铁。
5、横梁主轴工作台和升降台在移动前应先松开紧固螺钉,清除周围杂物,擦净导轨和涂油。
6、在快速或自动进给时应先调整好限程档铁。
7、工作中必须经常检查设备,各部的运转和润滑情况。
如运转或润滑不良时,应停止使用。
8、工作台面禁放工、卡量具和工件。
9、调整自动循环时开车前必须检查机床自动循环的正确性。
10、工作完成将各手柄置于非工作位置,工作台放在中间位置,升降台落在下面并切断电源。
立式铣床的操作规程:一、工作前:1、检查“交接班记录本”,按设备“巡回检查内容”检查设备各部件是否合乎要求。
2、按“润滑图表”规定注油,并注意掌握油箱的换油周期以及各部油毡、油线的清洗更换时间。
二、工作中:1、开车时先以低速运转三至五分钟,确认润滑系统畅通,各部运转正常后方可开始工作。
2、严禁超负荷超技术规格使用设备。
3、装卡工件必须牢靠。
铣削不正规的工件时,工件重心应放在工作台的中间位置。
4、正确安装刀具,合理选择刀具和切削用量,并经常检查刀具的紧固及磨损情况。
5、刀杆锥面、锥肩平面应清洁,无伤痕,锥度要相符。
6、铣削平面时,必须使用四个刀刃以上的刀盘,防止过大冲击振动。
禁止使用磨钝了的刀具加工工件。
7、在使用工作台纵向工作时,应将横向和垂直方向紧固螺钉拧紧,使用横向工作时,也应将纵向及垂直方向紧固,避免工作台震动。

万能铣床、立铣安全操作规程1. 引言万能铣床、立铣是常用的金属加工机床,广泛应用于机械加工的领域。
为了保证操作人员和设备的安全,确保工作正常进行,制定本安全操作规程。
本规程旨在规范万能铣床、立铣的操作,并对操作人员注意事项进行详细说明。
2. 设备安全检查在操作万能铣床、立铣之前,必须进行设备的安全检查。
以下是必要的检查项目:2.1. 设备周围环境检查•确保工作区域干净整洁,无杂物。
•检查设备周围的通道是否畅通,确保操作空间充足。
•检查设备接地情况,确保电气安全。
2.2. 设备本身检查•检查刀具、夹具和工作台是否牢固固定。
•检查紧固螺丝是否拧紧。
•检查运动部件的润滑情况,必要时添加润滑油。
2.3. 安全保护装置检查•检查宏观安全保护装置是否完好,如急停按钮、防护罩等。
•检查微观安全保护装置是否灵敏可靠,如光栅安全门、限位开关等。
3. 操作人员注意事项3.1. 穿戴个人防护装备在操作万能铣床、立铣时,操作人员必须穿戴以下个人防护装备:•安全帽:保护头部免受可能掉落物的伤害。
•护目镜:防止金属屑、切削液等物体对眼睛造成伤害。
•防护手套:保护手部免受夹紧、割伤的伤害。
•防护服:防止衣物被夹入机床或受到切削液的污染。
3.2. 熟悉设备操作流程操作人员应该熟悉设备的操作流程和各个操作控制按钮的功能。
确保在操作过程中不会出现误操作或将设备设置在不安全的状态。
3.3. 切勿离开操作位置在设备运行期间,操作人员切勿离开操作位置。
如有特殊情况需要离开,必须先停机并确保设备处于安全状态后方可离开。
3.4. 注意切削液的使用在切削过程中使用切削液可以有效降低温度、延长刀具寿命、提高加工质量。
但是操作人员需要注意以下事项:•正确选择合适的切削液,并按照使用说明进行操作。
•确保切削液不会溅到操作人员身上,需要使用防护措施进行防护。
•切削液需定期更换,避免污染和细菌滋生。
3.5. 注意刀具更换操作在更换刀具时,操作人员需按照以下步骤进行:1.停机并断开电源。

x62w万能铣床原理图
x62w万能铣床是一种常见的金属加工设备,它具有多种功能,
可以进行铣削、钻孔、扩孔等加工操作。
下面我们将通过原理图来
了解x62w万能铣床的结构和工作原理。
首先,我们来看一下x62w万能铣床的整体结构。
从原理图中可
以看出,x62w万能铣床主要由床身、工作台、主轴、进给系统、润
滑系统、电气系统等部分组成。
床身是整个设备的主体支架,承载
着其他部件;工作台是用于夹持工件的平台,可以进行上下、左右、前后的移动;主轴是用来安装刀具进行加工的部件;进给系统是用
来控制工件在加工过程中的进给运动;润滑系统是用来给设备的摩
擦部件提供润滑的;电气系统是用来控制设备的各项功能的。
其次,我们来了解一下x62w万能铣床的工作原理。
当我们要对
工件进行加工时,首先将工件夹持在工作台上,然后通过控制系统
来启动设备。
主轴开始旋转,刀具开始进行铣削或者钻孔等操作。
同时,进给系统控制工作台进行相应的移动,使得刀具可以沿着工
件表面进行加工。
在加工过程中,润滑系统会不断给设备的摩擦部
件提供润滑,以减少摩擦阻力,提高加工效率。
而电气系统则可以
控制设备的启停、转速、进给速度等参数,确保加工过程的精准进
行。
总的来说,x62w万能铣床的原理图展示了设备的结构和工作原理。
通过对原理图的分析,我们可以更好地了解设备的组成部分和工作过程,为我们在实际操作中提供了指导和参考。
希望本文的介绍能够对大家有所帮助,谢谢阅读!。
立式铣床操作规程有哪些(7篇)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作报告、合同协议、心得体会、演讲致辞、规章制度、岗位职责、操作规程、计划书、祝福语、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample texts, such as work reports, contract agreements, insights, speeches, rules and regulations, job responsibilities, operating procedures, plans, blessings, and other sample texts. If you want to learn about different sample formats and writing methods, please pay attention!立式铣床操作规程有哪些(7篇)立式铣床操作规程有哪些篇1工贸立式铣床安全操作规程工贸立式铣床是一种常见的金属切削设备,广泛应用于机械制造、模具加工等领域。
木工立式铣床工作的原理
木工立式铣床是一种用于加工木材的机床设备,它通过旋转的铣
刀和工作台的移动来实现对木材的加工。
其工作原理如下:
1. 铣刀的旋转:铣刀安装在主轴上,通过主轴的高速旋转来带动
铣刀旋转。
2. 工作台的移动:工作台可以沿着 X、Y、Z 三个方向移动,以实
现对木材的加工。
3. 铣削加工:将木材固定在工作台上,启动铣床,铣刀开始旋转,并沿着设定的路径移动,对木材进行铣削加工。
4. 木屑的排出:铣削过程中产生的木屑通过铣床的吸尘系统排出,以保持工作环境的清洁。
在铣削过程中,铣刀的转速、工作台的移动速度、铣削深度等参数可以根据需要进行调节,以满足不同的加工要求。
木工立式铣床具有加工效率高、加工精度高、操作简单等优点,广泛应用于木材加工行业。
普通立式铣床入门操作方法普通立式铣床是一种常见的金属加工设备,它可以进行复杂的铣削操作。
以下是普通立式铣床的入门操作方法:1. 切换电源:首先,确保电源开关处于关闭状态。
然后,连接电源线并将其插入适当的插座。
最后,将电源开关切换到打开状态。
2. 调整工作台高度:工作台高度的调整对于安全和操作都至关重要。
通过旋转手柄或操作按钮,将工作台调整至适当位置。
3. 安装夹具和工作件:根据需要,选择合适的夹具并将其安装在工作台上。
然后,将要加工的工件安装在夹具上,并紧固以确保其稳定。
4. 选择合适的刀具:根据加工需求选择合适的刀具。
常见的刀具类型包括铣刀、切削刀和钻头。
确保刀具的牢固安装,并使用适当的工具夹持刀具。
5. 调整刀具位置:根据加工需求,调整刀具的位置和方向。
使用手柄或操作按钮进行水平和垂直定位调整。
确保刀具与工件的接触位置正确。
6. 调整铣削速度和进给速度:根据加工要求和材料类型,选择合适的铣削速度和进给速度。
通过操作控制面板或旋转手柄进行调整,并根据实际情况进行必要的微调。
7. 启动铣削操作:在确认以上操作都准备就绪后,可以开始铣削操作了。
首先,确保所有操作员都远离机床,并且没有杂物或障碍物影响操作。
然后,按下启动按钮或操作控制面板上的相应按钮,机床将开始运行。
8. 监控铣削过程:在铣削过程中,操作员需要密切监控加工情况。
注意刀具和工件的相对位置,确保切削过程平稳进行,没有异常或危险情况发生。
9. 完成铣削操作:一旦加工完成,应停止机床的运行。
首先,停止切削进给并等待刀具完全停下。
然后,关闭电源开关,断开电源线。
最后,清理切屑和废料,并将工件从夹具上取下。
以上是普通立式铣床的入门操作方法。
在实际操作中,还应注意安全事项,包括佩戴防护眼镜、穿戴适当的工作服和手套,并熟悉相关机床的安全规定和操作手册。
立式萬能工具銑床一、結構及操作:立式工具銑床的結構主要包括1)主軸系統;2)進給系統;3)床架三大部分.其中馬達、開關、換檔為主軸系統﹔工作台、螺杆、螺母、鞍座、油路設計、行程(導軌)為進給系統﹔延伸臂、圓盤、機身、升降座、鑄件為床架部份。
操作配講。
二、工件裝夾1.可分虎鉗裝夾與直接裝夾(1)直接裝夾須注意以下几點,必須將工件的基准面緊貼固定鉗口或鉗身刀軌面且鉗口固定面須與工作台導軌平行,工件余量要高出虎鉗口,工件應裝在鉗口中間,以使工件穩定可靠。
當工件兩側的平行度較差時,應將工件的基准面與固定鉗口貼緊。
2.直接裝夾即用壓板裝夾。
此項注意以下几點:螺柱要盡量靠近工件,這樣可增大夾緊力﹔裝夾薄型工件和在懸空處墊實,以免變形,使用壓板的數量一般不少于兩塊且應注意著力點的選擇,墊鐵的高度要適當,要防止壓板和工件接觸不良。
對有色金屬要適當壓緊力不宜過大,最好在著力處墊銅皮。
三、加工工藝可從工件和刀具加工過程三方面來論述:1.工件包括材質形兩大方面的數據。
應用于塑膠模具方面的材質目前較大的有:NAK80.、P20、H13、SKD61、FDAC、S136、H8、45#、S55C、SK3等。
2.刀具即銑刀。
所謂銑刀就是銑床刀削時所用的工具,多數銑刀具有數個切削刃。
銑刀的分類:面銑刀、端銑刀、角銑刀、成型銑刀。
(1)面銑刀適用于開,銑削大平面。
一般刀刃是可替換的兩兩刃、三刃、六刃。
(2)端銑刀適用于銑平面,側邊,台階,銑槽等。
有粗皮刀、精銑刀、直刃刀、斜度刀,一般為兩刃、三刃,最多四刃。
(3)角銑刀適用于加工特殊配合面,有內傾角、外傾角、“T”型刀等几種、(4)成形銑刀特點是根據加工要求制作刀具的形狀,直接銑削成形。
加工工藝(過程)也包括切削用量的選擇。
A.直母線普通類,可由端銑刀、面銑刀進行由粗到精的反復進行運動,直到符合工件技朮參數。
B.曲斜面類此類加工對于立式工具銑床來說算是較特殊的加工,一般需要坐標運動軌跡計算,也可通過加裝副件來進行加工。
C.特殊面類特殊面類是指由多個弧面、斜面、平面等圖素進行相切、相貫、相交等的立體組合復雜表面,一般的立式工具銑床難于對其加工,且前模具領域一貫采用的方法是用CNC數控機采加工來實現。
3.切削用量的選擇在工件材料及工藝裝備已定的情況下銑削加工時可以控制的參數是:切削速度、進給量、進給寬度和進給深度。
合理選擇這些參數對提高后產效率,保証加工精度和表面質量有重要意義。
選擇切削用量的原則:(1).保証刀具有合理的使用壽命,有較高的后產率和較低的生產成本。
(2)保証加工質量,主要是保証加工表面的精度和表面粗度達到圖擇要求。
(3)不超過銑床允許的動力和轉矩,不超過工藝的潛力。
加工中選擇的具體數值須視刀具與工件的材質而定。
四.注意事項在加工過程中需要注意的方面有:人身安全方面、機采操作方面、刀具使用方面。
1.人身安全方面:不要用手去摸運轉中的刀具,清除鐵屑應用風槍或毛刷,測量工件應停機使用高速切削刀具應戴眼鏡及防護罩,搬動工件不要砸傷手腳,操作機采床切忌戴手套。
2.機床操作:要嚴按規定使用機床,搬動工件要注意不能砸傷機手,快慢檔變換時要確認齒輪,注意維護保養機床,下班前必須清理機床,做到一天一小清,一周一大清。
3.刀具使用:要合理選擇切削用量和刀具轉速,10mm以上刀具絕不能開快速以免縮短使用壽命,切削中注意刀具的冷卻,以免切削熱無法散開致使刀具回火縮短使用壽命。
C.J.Y啟1.車床的構造,普通車床分五個主要部分:車頭、床座(床台及床架)刀具溜座、尾座、進刀及切削螺紋傳動機構2.車床之規格通常以三種尺寸來表示:(1)夾頭所能夾持最大工作物旋轉直徑表示之。
(2)車床之兩頂心間聞大距離表示之。
(3)以車床床台全長表示。
3.車刀常用的種類有:a.外圓車刀 b.端面車刀 c.切斷刀 d.內孔車刀e.圓頭刀f.螺紋車刀4.切削的三要素:(1)切削深度,也就是每次進給時車刀切入的深度。
(2)進給量,是指工件每轉一周,車刀沿進給方向移動的距離。
進給是以分縱進給量和橫進給量。
(3)切削速度,也可以理解為車刀在一分鐘內車削工件表面的理論展開直線長度其計算公式為:V=πdn1000V--------切削速度d-------工件直徑n-----車床主軸每分鐘轉數5.車刀的組成6.車刀的角度7.切削液的選擇切削時常用的切削液在兩大類:乳化液、切削油。
(1).乳化液主要起冷卻作用,是把乳化油用15~20倍的水稀釋而成,使用這類切削液主要是為了冷卻刀具和工作,但其水份較多,所以潤滑和防鏽性能較差,可加入一些油性和防鏽添加劑以提高其性能。
(2).刀削油主要成分是礦物油,少數采用植物油和動物油,這類切削液的比熱較小、粘度較大、流動性差,主要起潤滑作用。
切削液主要起冷卻、潤滑、清洗作用。
8.軸類工件的裝夾根據軸類工件的形狀,大小和加工數量不同,常用以下几種裝夾方法:(1).用單動卡盤(俗稱四爪卡盤)裝夾單動卡盤找正比較費時,但夾緊力大,所以適用大型或形狀不規則的工作。
(2).用自定心卡盤(俗稱三爪卡盤)裝夾自動定心卡盤的三個卡爪是同步動動的,能自動定心、工件裝夾后,一般不需找正,但較長的工件離卡盤遠端中心不一定與車床主軸旋轉中心重合,這時必須找正。
(3).用兩頂尖裝夾對于較長的或必須經過多次裝夾才能加工的工件,為了保証每次裝夾時的裝夾精度,可用兩頂尖裝夾,兩頂尖裝夾工件方便不需找正裝夾精度高。
(4).用一夾一頂裝夾用兩頂尖裝夾工件雖然精度高,但鋼性較差,較重的工件,不能用兩頂尖裝夾。
9.中心孔的形狀和作用(1).國家標准規定中心孔有A型(不帶護錐)、B型(帶螺孔)、R型(弧形)①.A型中心孔同圓錐孔和圓柱孔兩部分組成,圓錐孔的圓錐角為60。
,它與頂尖錐面配合起定心作用,并承受工件的重量和切削力,圓柱孔可儲存潤滑油并可防止頂尖頭觸及工件,精度要求一般的工件采用A型。
②.B型中心孔是在A型中心孔的端部再加120。
的圓錐面,用以保護60。
錐面不致碰毛并使工件端面容易加工,B型中心孔適用精度較高,工序較多的工件。
③.C型中心孔是在B型中心孔的60。
錐孔后加一短圓柱孔后面有一內螺紋,當需把其它零件軸向定在軸上時,采用C型中心孔。
④.R型中心孔的形狀與A型中心孔相似,只是將A型60。
圓錐改成圓弧面,在軸類裝夾時,能自動糾正少量和位置偏差。
(2).中心鑽折斷的原因①中心鑽軸線與工件旋轉中心不一致,使中心鑽受到一個附加力而折斷,這通常是由于車床尾座偏位或裝夾中心鑽的鑽夾頭錐柄與尾座套筒錐孔不准確而引起偏位等原因造成。
②工件端面沒車平或中心處留有凸頭,使我中心鑽不能准確地定心而折斷。
③切削用量選用不合適,如工件轉速太低而中心鑽進給太快。
④中心鑽磨鈍后強行鑽入工件也易折斷。
⑤沒有澆注充分的切削液或沒及時削除切屑,以致切削堵塞而折斷中心鑽。
(3).用兩頂尖裝夾工件時的注意事項①車床主軸軸線應在前后頂尖的連線上,否則車出的工件會產生錐度。
②在不影響車刀切削的前提下,尾座套筒應尺量伸出短些,以增加剛性,減少振動。
③中心孔形狀應正確,表面粗糙度要小。
④由于中心孔應與頂尖之間產生滑動磨擦,如果后頂尖用固定頂尖,應在中心孔加工業潤滑脂,以防溫度過高而“燒壞”頂尖和中心孔。
⑤兩頂尖與中心孔的配合必須松緊合適。
10.車孔根據不同的加工情況內孔車刀可分為通孔車刀和盲孔車刀。
車孔的關鍵技朮是解決內孔車刀的剛性和排屑問題。
增加內孔車刀的剛性主要采取以下兩頂措施:(1)盡量增加刀杆的截面積。
(2)刀杆的伸出長度盡可能縮短。
11.保証套類零件技朮要求的方法(1)在一次安裝中完成,在單件生產時,可以在一次安裝中把工件全部或大部分加工完畢,這種方法沒有定位誤差。
(2)以內孔為基准保証位置精度,可用實體心軸與脹力心軸。
(3)以外圓為基准保証位置精度。
12.車圓錐圓錐計算公式:tg α = D-dtg α/2為圓錐半角 d 為小端直徑 D 為大端直徑L 為圓錐長度 C 為錐度車圓錐方法有以下几種:(1)轉動小滑板法 (2)偏移尾座法(3)仿形法(靠模法) (4)寬刃刀車削法(5)鉸內圓錐法13. 車成形面的方法(1).雙手控制,是指采用雙手控制,就是用右手握小滑板手柄,左手握中滑板手柄雙手合成動,車出所要成形。
(2)成形是指用成形刀具對工件進行加工。
(3)仿形是指在車床上用靠板仿形車成形面。
2L 2L(4)專用工具是指用專用工具在車床上車成形面。
14.車螺紋的方法(1).直進法,車削時,在每次往復行程后,車刀沿橫向進刀通過多次行程把螺紋車好,用此法車削時,車刀兩側刃同時切削,容易產后扎刀現象,常用于車削螺距較小的三角形螺紋。
(2).左右切削法,車削時每次往復行程后,除了作橫向進刀外,同時利用小滑板把車刀向左或向右微量進給,這樣重復几次行程,直到把螺紋車好。
(3).斜進法,在粗車削螺紋時,為了操作方便,在每次往復行程后,除中滑板橫向進給外,小滑板只向一個方向作微量進給。
左右切削法和斜進給法不易產生扎刀現象,常在車削較大螺距的螺紋時使用,用左右切削法精車螺紋時,小滑板的左右移動量不宜過大,否則會造成牙槽過寬及凹凸不平。
螺紋亂扣是指在第二次進給時,刀尖偏離前一次進給車出的螺旋槽,把螺旋槽車亂,稱為亂扣。
產生亂扣的原因是:當絲杆轉一轉時,工件未轉過整數轉而造成的。
常用預防亂扣的方法是開倒車,即在一次行程結束時,不提開螺母,把刀沿徑向退出后將主軸反傳,使車刀沿縱向退回,再進行第二次行程,這樣往復過程中,因主軸、絲杆和刀架之間的傳動沒有分離過,車刀始終在原來和螺旋槽中,就有會產生亂扣。
常用的車刀材料車刀切削部分在很高的切削溫度下工作,連續經受強烈的摩擦并承受很大的切削刀的沖擊,所以車刀切削部分材料必須具備下列基本性能:(1)硬度(2)耐磨性(3)強度和韌性(4)耐熱性(5)工藝性目前常用的車刀材料有高速鋼和硬質合金兩大類。
普通高速鋼常用兩個品種:(1)W18Cr4V屬鎢系高速鋼(2)W6M05Cr4V2屬鎢鉬系高速鋼常用硬質合金按其切屑排出形成和加工對象的范圍可分為三個主要類別:(1).K類(鎢鈷類)硬質合金,由碳化鎢(WC)和鈷(CO)組成,這類合金的抗彎強度和韌性較好,因此適用于加工鑄鐵,有色金屬等脆性材料和沖擊性較大的場合(2)P類(鎢鈦鈷類)硬質合金由碳化鎢,碳化鈦(TIC)和鈷組成這類合金的耐磨性和抗粘附性好,能承受較高的切削溫度,所以適用加工鋼或其他韌性較大的塑性金屬但由于它較脆不耐沖擊,因此不宜加工脆性金屬。
(3)M類(鎢鈦鉭(妮)鈷類)硬質合金這類合金是在P類合金添加少量Tac 或Nbc而成,它的抗彎強度,沖擊韌性以及鋼的粘結溫度均高于P類合金,使之既可以加工鑄鐵,有色金屬,又可以加工碳素鋼合金鋼。
刀具的安裝原則:(1)車刀刀尖一般要保持對准中心。