玻璃瓶生产流程
- 格式:docx
- 大小:15.36 KB
- 文档页数:3
玻璃瓶包装工艺流程玻璃瓶的包装工艺流程可以分为以下几个步骤:设计、制作、打标、装箱、质检和发货。
首先,在玻璃瓶包装工艺流程中的设计环节,包装设计师会根据客户的要求以及产品的特性进行设计。
设计包括瓶身的形状设计、盖子或塞子的设计、标签的设计等。
设计师会通过计算机辅助设计软件制作出基本的包装设计图。
接下来,制作环节是将设计图转化为实际的玻璃瓶包装的过程。
首先,需要制作玻璃瓶的模具。
模具可以根据设计图来制作,然后通过注塑机将熔融的玻璃注入到模具中,冷却后就可以得到具体形状的玻璃瓶。
同时,还需要制作盖子或塞子等配件。
完成制作后,接下来是打标环节。
在打标环节中,可以按照客户要求对玻璃瓶进行印刷、贴标等处理。
印刷和贴标可以根据需要选择合适的设备和材料进行操作。
印刷可以在瓶身上印上产品的名称、品牌等信息,贴标可以在瓶身上贴上各种标签,如包装标签、警示标签等。
完成打标后,玻璃瓶进入装箱环节。
在装箱环节中,工人会将打标后的玻璃瓶按照一定数量进行分类,并逐个放入合适的包装箱中。
包装箱的选择要根据产品的特性、数量和运输方式来确定。
在装箱过程中,还需要注意保护玻璃瓶不受损坏,可以使用适当的填充物和包装材料进行保护。
完成装箱后,接下来是质检环节。
质检人员会对装箱后的玻璃瓶进行外观检查,确保瓶身没有破损、印刷或贴标没有错位、盖子或塞子没有缺陷等。
同时,还会进行一些其他的检查,如瓶身的容量、重量等。
只有通过质检的玻璃瓶才能进入下一步的发货环节。
最后,是发货环节。
在发货环节中,玻璃瓶可以选择不同的运输方式,如陆运、海运、航空运输等。
根据客户的要求和产品的特性,选择合适的运输方式,并对玻璃瓶进行适当的包装和标记,确保货物的安全运输。
总结起来,玻璃瓶的包装工艺流程包括设计、制作、打标、装箱、质检和发货。
每个环节都需要严格控制质量,并且根据客户的需求和产品的特性进行操作。
通过这一系列的工艺流程,可以保证玻璃瓶的质量和外观完好,达到客户的要求。
玻璃瓶生产技术论文玻璃瓶是我们生活中常见的一种容器,被广泛应用于食品、饮料、化妆品等行业。
玻璃瓶的生产技术因其关乎安全性和环保性,成为玻璃制品行业的重要组成部分。
本文将着重介绍玻璃瓶生产技术的工艺流程、原材料、设备和工艺创新等方面。
一、工艺流程玻璃瓶的生产工艺可分为以下几步:1.原材料的准备:主要原材料是石英砂、碳酸钠、石灰石、氟化钙等物质。
这些原材料需经过筛选、洗涤、干燥等一系列处理才能使用。
2.配料混合:将准备好的原材料按照一定比例混合,以便后续的熔炉加工。
3.加热:将原材料混合物加入熔炉中加热熔化。
此过程需要长时间高温加热,熔炉的温度一般要达到1500-1600℃。
4.成型:经过加热后的原料熔体,通过成型技术制成成品。
成型技术分为手工吹制和机器吹制两种,其中机器吹制技术更加高效。
5.退火:经过成型后的玻璃瓶,需要进行降温处理,也就是退火,增强玻璃的韧性。
6.清洗、检测、包装:经过以上步骤后的玻璃瓶需要进行检测、清洗以及包装。
二、原材料石英砂是玻璃瓶制造中最主要的原材料之一。
石英砂的挑选非常关键,需要选择纯度高、无杂质、粒度分布均匀的石英砂,以保证玻璃瓶的质量。
此外,碳酸钠是玻璃瓶中的主要起膨剂,石灰石则提供玻璃瓶的耐热性和光学性。
三、设备玻璃瓶的生产需要一系列生产设备,包括熔炉、成型机、退火炉、检测设备和清洗包装设备等。
其中熔炉是核心设备,其性能直接影响玻璃瓶的品质和制造效率。
四、工艺创新在工艺流程、原材料和设备方面,技术创新一直是玻璃瓶制造业的重要推动力。
如今,随着科学技术的进步,很多技术已经应用到了玻璃瓶的生产中,比如感应加热熔炉技术等,这些技术能够提升玻璃瓶制造的效率和品质。
总结起来,玻璃瓶的生产技术需要经过多个步骤才能完成,其中原材料、设备和工艺创新方面都极为重要。
只有不断提高技术水平和质量控制,才能生产更符合市场需求的玻璃瓶。
手工玻璃瓶生产流程
下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!
Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!
手工玻璃瓶生产流程:
①原料准备:精选石英砂、纯碱、石灰石等原材料,经过粉碎、筛选、烘干,并去除含铁杂质,确保玻璃纯净度与质量。
②熔制玻璃液:将配好的原料投入坩埚炉中,高温加热至约1450℃,使其熔化为均匀透明的玻璃液。
③吹制成型:师傅使用长铁管从坩埚中挑取适量玻璃液,通过旋转、吹气技巧,使玻璃液膨胀成所需形状。
④塑形与细节修饰:趁玻璃软热时,迅速利用模具或直接手工技艺塑形,同时完成瓶口、底部等细节处理。
⑤退火处理:将成型的玻璃瓶缓慢降温,放入退火炉中,控制降温速率,消除内部应力,防止冷却时破裂。
⑥切割与磨边:待玻璃瓶冷却至一定温度,根据需要进行瓶口
切割,使用磨轮磨平边缘,提升触感安全性。
⑦检验包装:对成品进行质量检查,剔除有缺陷的产品,合格品进行清洁、包装,准备销售或进一步加工。
玻璃瓶的生产流程玻璃瓶生产工艺主要包括:①原料预加工;将块状原料石英砂、纯碱、石灰石、长石等粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量;②配合料制备;③熔制;玻璃配合料在池窑或池炉内进行高温1550~1600度加热,使之形成均匀、无气泡,并符合成型要求的液态玻璃;④成型;将液体玻璃放入模具做成所要求形状的玻璃制品,如平板、各种器皿等;⑤热处理;通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态;琉璃瓶一般有刚性标志,标志也由模具形状制成;玻璃瓶的成型按照制作方法可以分为人工吹制、机械吹制和挤压成型三种;玻璃瓶品种繁多,从容量为1ML的小瓶到十几升的大瓶,从圆形、方形、到异形与带柄瓶,从无色透明的琥珀色、绿色、蓝色、黑色的遮光瓶以及不透明的乳浊玻璃瓶等,不胜枚举;就制造工艺来说,玻璃瓶一般分为模制瓶使用模型制瓶和管制瓶用玻璃管制瓶两大类;模制瓶又分为大口瓶瓶口直径在30MM以上和小口瓶两类;前者用于盛装粉状、块状和膏状物品,后者用于盛装液体;外观方面:管制瓶要比模制瓶要更透明些,管制瓶底部要簿,模制瓶底部要厚,而且不太均匀,有些还高低不平;管外径的误差管制瓶的要小些材质房面:管制瓶国内一般为低硼硅,也可制作中硼硅,而模制瓶为钠钙,因材质在耐药物酸性劣于管制瓶;管制瓶可以用于冻干,而模制瓶不可以还有管制瓶价格比模制瓶贵玻璃管入厂后进行人员称料重量,按正负5克,分成3份;制瓶人员领料入车间生产;玻璃管从上而下插入制瓶机的套筒,机器上配有氧气道,液化气道,风道进行对玻璃瓶的加工;的生产主要就是瓶口与瓶底的加工;模具也就是玻璃瓶的瓶口模具;大瓶口、小平口、螺纹瓶口、卡口、钳口都是由模具的不同,生产出的瓶子样子就不同;瓶子的高低是由我们制瓶人员在机器上设定而产生的;瓶子的粗细是由我们公司采购人员在玻璃管厂采购的玻璃管直径的大小而决定的;瓶子的外形和容量是由此而产生的;每一个玻璃瓶从制瓶机上生产下来就直接排队等着进入随机退火炉;玻璃瓶要经过550-600度的高温50分钟进行退火工艺;退火是为了保证玻璃瓶的应力而达到瓶子的抗压抗摔能力;随后玻璃瓶就到下了一个环节,人工检验装箱;检验人员分为三种:检验玻璃瓶人员,检验装箱人员,抽样人员;人工检验装箱又分为检验玻璃瓶、装入小盒、检验小盒瓶子、套膜、热封、检验装箱、抽样;所抽样品送入化验室进行玻璃瓶检验环节;通过化验室各项检验达到国家标准的为合格品;。
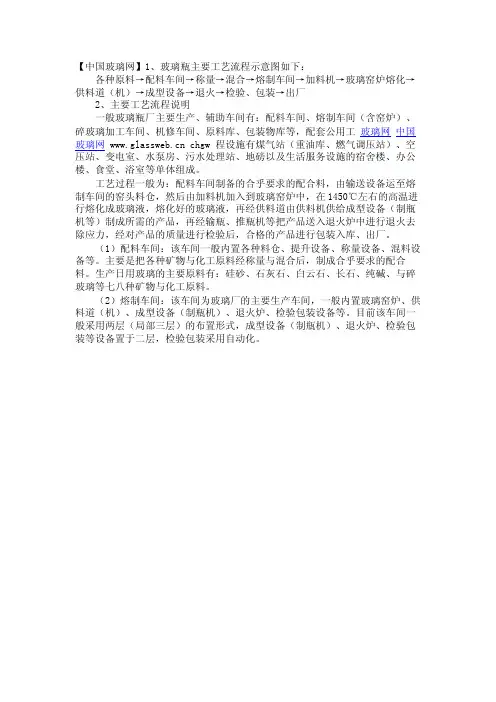
【中国玻璃网】1、玻璃瓶主要工艺流程示意图如下:
各种原料→配料车间→称量→混合→熔制车间→加料机→玻璃窑炉熔化→供料道(机)→成型设备→退火→检验、包装→出厂
2、主要工艺流程说明
一般玻璃瓶厂主要生产、辅助车间有:配料车间、熔制车间(含窑炉)、碎玻璃加工车间、机修车间、原料库、包装物库等,配套公用工玻璃网中国玻璃网 chgw 程设施有煤气站(重油库、燃气调压站)、空压站、变电室、水泵房、污水处理站、地磅以及生活服务设施的宿舍楼、办公楼、食堂、浴室等单体组成。
工艺过程一般为:配料车间制备的合乎要求的配合料,由输送设备运至熔制车间的窑头料仓,然后由加料机加入到玻璃窑炉中,在1450℃左右的高温进行熔化成玻璃液,熔化好的玻璃液,再经供料道由供料机供给成型设备(制瓶机等)制成所需的产品,再经输瓶、推瓶机等把产品送入退火炉中进行退火去除应力,经对产品的质量进行检验后,合格的产品进行包装入库、出厂。
(1)配料车间:该车间一般内置各种料仓、提升设备、称量设备、混料设备等。
主要是把各种矿物与化工原料经称量与混合后,制成合乎要求的配合料。
生产日用玻璃的主要原料有:硅砂、石灰石、白云石、长石、纯碱、与碎玻璃等七八种矿物与化工原料。
(2)熔制车间:该车间为玻璃厂的主要生产车间,一般内置玻璃窑炉、供料道(机)、成型设备(制瓶机)、退火炉、检验包装设备等。
目前该车间一般采用两层(局部三层)的布置形式,成型设备(制瓶机)、退火炉、检验包装等设备置于二层,检验包装采用自动化。
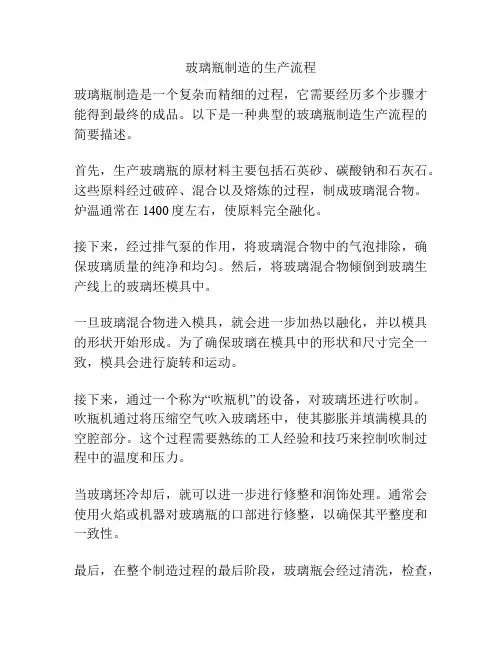
玻璃瓶制造的生产流程玻璃瓶制造是一个复杂而精细的过程,它需要经历多个步骤才能得到最终的成品。
以下是一种典型的玻璃瓶制造生产流程的简要描述。
首先,生产玻璃瓶的原材料主要包括石英砂、碳酸钠和石灰石。
这些原料经过破碎、混合以及熔炼的过程,制成玻璃混合物。
炉温通常在1400度左右,使原料完全融化。
接下来,经过排气泵的作用,将玻璃混合物中的气泡排除,确保玻璃质量的纯净和均匀。
然后,将玻璃混合物倾倒到玻璃生产线上的玻璃坯模具中。
一旦玻璃混合物进入模具,就会进一步加热以融化,并以模具的形状开始形成。
为了确保玻璃在模具中的形状和尺寸完全一致,模具会进行旋转和运动。
接下来,通过一个称为“吹瓶机”的设备,对玻璃坯进行吹制。
吹瓶机通过将压缩空气吹入玻璃坯中,使其膨胀并填满模具的空腔部分。
这个过程需要熟练的工人经验和技巧来控制吹制过程中的温度和压力。
当玻璃坯冷却后,就可以进一步进行修整和润饰处理。
通常会使用火焰或机器对玻璃瓶的口部进行修整,以确保其平整度和一致性。
最后,在整个制造过程的最后阶段,玻璃瓶会经过清洗,检查,包装和出厂。
清洗过程主要是为了确保瓶子表面的干净和卫生,在光线透视检查时能够发现任何瑕疵。
然后,将玻璃瓶进行包装,以便运输和销售。
总的来说,玻璃瓶的制造过程需要高度的自动化和精确的控制,以确保最终产品的质量和符合规格。
从原料准备到最终成品包装,整个过程需要经过多个步骤,并且需要高度熟练的工人来操作和监控。
通过不断引入新技术和工艺的改进,玻璃瓶制造将继续发展并创造出更高质量和更高效的产品。
接下来,让我们进一步探讨玻璃瓶制造的生产流程。
在玻璃瓶制造的过程中,有一些关键的步骤和技术是不可忽视的。
第一步是原料准备。
石英砂、碳酸钠和石灰石是制造玻璃瓶的主要原料。
这些原料需要进行破碎和混合,以确保其均匀性。
然后将混合物送入熔炉中进行熔炼。
熔炼的温度通常在1400度左右,以将原料完全融化。
熔炼结束后,需要通过排气泵排除玻璃混合物中的气泡。
玻璃瓶的工艺制作流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
玻璃瓶工艺生产流程
昨天参观了圣华玻璃容器制造厂了解了大概的玻璃工艺生产流程。
批量生产前期流程
大批量投入生产后,生产的工艺主要流程是
其中在吹瓶的时候我们的模具此时已经将所需的瓶字等防伪标志。
吹吹瓶是指小口径的瓶子通过气流控制吹好型。
吹压瓶是指我们的大口径的直筒型的瓶子通过压推的形式让瓶子成型。
杀菌是为了达到卫生标准,这个过程中是检测一家玻璃瓶厂是否达到卫生或者药品标准的首要目标。
玻璃瓶生产流程范文
一、原材料准备
玻璃瓶的主要原材料是石英砂、石灰石、纯碱和重晶石。
这些原料经过按照一定比例混合、研磨和筛网后,制备成玻璃原料。
二、制备玻璃原料
将混合好的原料放入窑炉中,进行熔化。
窑炉温度一般在1300-1600摄氏度,使原料熔化成透明而均匀的玻璃液。
这个过程通常需要几个小时至几十个小时不等。
三、成型
1.吹制成型
玻璃原液经过蓄热池预热后,通过吹钢管吹制成型。
熔化的玻璃液便形成了一个玻璃球,吹制工人将钢管插入玻璃球中吹气,通过吹气和旋转的方法,将玻璃球吹制成所需的形状。
2.压制成型
玻璃球经过蓄热池预热后,放置在压制模具中,通过压制或压吹,使玻璃原液在模具中形成所需的形状。
四、加工
1.去毛刺
将成型后的玻璃瓶经过去毛刺处理,消除瓶口和其他部位的毛刺,使得瓶口光滑平整。
2.喷码
在瓶身上喷印上产品的相关信息,如生产批次、规格、型号等,为了便于追溯和管理。
3.表面处理
将玻璃瓶进行表面处理,如亚光处理、UV处理、丝印等,以增加其外观质感和美观度。
五、质检
经过以上几个步骤的生产的玻璃瓶需要经过质检,包括外观质量、尺寸精度、耐热性、耐酸碱性等多项指标的检测。
只有通过质检的玻璃瓶才能被认定为合格产品。
六、包装
以上是玻璃瓶的主要生产流程。
需要注意的是,由于玻璃瓶生产具有较高的技术要求和专业设备,所以制造商在生产玻璃瓶时需要严格控制各个环节的工艺和质量,以确保产品的安全和质量。

1.3玻璃的生产工艺及生产流程1.3.1玻璃的生产工艺1、原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。
根据产品的不同,配合料的组成略有区别。
例如普通浮法玻璃的配合料(按照1重量箱即50公斤计算),需要消耗石英砂33.55公斤、石灰石2.96公斤、白云石8.57公斤、纯碱11.39公斤、芒硝0.55公斤、长石3.45公斤、碳粉0.03公斤等。
3、熔制。
玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。
将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
1.3.3浮法玻璃的生产工艺以国内普通的日熔化量600吨的生产线为例,介绍浮法玻璃的制造流程。
浮法玻璃是在锡槽中制造。
整个生产线长度约有500米,每天可生产550到600吨的玻璃,相当于3米宽、3毫米厚、长度约25公里的玻璃带。
一旦开始生产,便是每天24小时不间断,直到大约8-10年之后才会停炉维修。
浮法生产是当今平板玻璃主要的生产方式,其流程可分为以下五个阶段:1、原料的混成。
浮法玻璃的主要原料成份有:73%的二氧化硅、13%的碳酸钠、9%的氧化钙及4%的镁等。
这些原料依照比例混合,再加入回收的碎玻璃小颗粒。
2、原料的熔融。
将调配好的原料经过一个混合仓后再进入一个有5个仓室的窑炉中加热,约1550摄氏度时成为玻璃熔液。
3、玻璃成型。
玻璃熔液流入锡槽且浮在熔化的金属锡液之上,此时温度约1000摄氏度。
在锡液上的玻璃熔液形成宽3.66米、厚度介于3mm至19mm的玻璃带。
因为玻璃与锡有极不相同的粘稠性,所以浮在上方的玻璃熔液与下方的锡液不会混合在一起,并且形成非常平整的接触面。
4、玻璃熔液的冷却。

玻璃瓶生产流程Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】玻璃瓶的生产流程玻璃瓶生产工艺主要包括:①原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
②配合料制备。
③熔制。
玻璃配合料在池窑或池炉内进行高温(1550~1600度)加热,使之形成均匀、无气泡,并符合成型要求的液态玻璃。
④成型。
将液体玻璃放入模具做成所要求形状的玻璃制品,如平板、各种器皿等。
⑤热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
琉璃瓶一般有刚性标志,标志也由模具形状制成。
玻璃瓶的成型按照制作方法可以分为人工吹制、机械吹制和挤压成型三种。
玻璃瓶品种繁多,从容量为1ML的小瓶到十几升的大瓶,从圆形、方形、到异形与带柄瓶,从无色透明的琥珀色、绿色、蓝色、黑色的遮光瓶以及不透明的乳浊玻璃瓶等,不胜枚举。
就制造工艺来说,玻璃瓶一般分为模制瓶(使用模型制瓶)和管制瓶(用玻璃管制瓶)两大类。
模制瓶又分为大口瓶(瓶口直径在30MM以上)和小口瓶两类。
前者用于盛装粉状、块状和膏状物品,后者用于盛装液体。
外观方面:管制瓶要比模制瓶要更透明些,管制瓶底部要簿,模制瓶底部要厚,而且不太均匀,有些还高低不平。
管外径的误差管制瓶的要小些!材质房面:管制瓶国内一般为低硼硅,也可制作中硼硅,而模制瓶为钠钙,因材质在耐药物酸性劣于管制瓶。
管制瓶可以用于冻干,而模制瓶不可以!还有管制瓶价格比模制瓶贵!玻璃管入厂后进行人员称料(重量),按正负5克,分成3份。
制瓶人员领料入车间生产。
玻璃管从上而下插入制瓶机的套筒,机器上配有氧气道,液化气道,风道进行对玻璃瓶的加工。
的生产主要就是瓶口与瓶底的加工。
模具也就是玻璃瓶的瓶口模具。
大瓶口、小平口、螺纹瓶口、卡口、钳口都是由模具的不同,生产出的瓶子样子就不同。
玻璃瓶热转印工艺流程The process of glass bottle heat transfer printing, also known as thermal transfer printing, involves transferring a design or image onto a glass surface using heat and pressure. This process is commonly used for adding decorative and branding elements to glass bottles, making them more visually appealing and marketable.玻璃瓶热转印工艺流程,也称热转印印刷,涉及使用热和压力将设计或图像转移到玻璃表面。
该过程通常用于在玻璃瓶上添加装饰和品牌元素,使其更具视觉吸引力和市场性。
Firstly, the design or image is printed onto a special transfer paper using a digital printer. The design can be in full color and can include intricate details and shading. Once the design is printed, it is carefully cut to fit the size and shape of the glass bottle, ensuring that it aligns perfectly with the dimensions of the bottle.首先,使用数码打印机将设计或图像印刷在特殊的转印纸上。
设计可以是全彩的,可以包含复杂的细节和阴影。
一旦设计印刷完成,将其仔细裁剪以适应玻璃瓶的尺寸和形状,确保与瓶身尺寸完美对齐。
生产玻璃瓶的全套工艺流程及讲解玻璃瓶是一种广泛应用于食品、饮料、化妆品等行业的。
下面是生产玻璃瓶的全套工艺流程及讲解。
1. 玻璃原料准备首先,需要准备玻璃制作的原料,包括石英砂、碳酸钠、石灰石和其他辅助原料。
这些原料按照一定配方混合,并进行干燥处理,以确保原料质量的稳定。
2. 熔炼玻璃将准备好的原料投入到玻璃熔炉中进行熔炼。
在熔炉中,原料逐渐熔化并混合在一起,形成熔融玻璃。
熔融温度通常在1500°C以上。
3. 玻璃成型一旦熔融玻璃达到合适的状态,可以将其注入到成型机器中进行成型。
常见的玻璃瓶成型方法包括吹塑法和压铸法。
- 吹塑法:通过将熔融玻璃注入到带有气流的模具中,利用气流将玻璃吹成所需形状。
- 压铸法:将熔融玻璃注入到金属模具中,然后利用压力使玻璃成型。
4. 冷却和退火玻璃成型后,需要经过冷却和退火过程。
冷却是将热玻璃迅速冷却,以增强其硬度和强度。
退火是将冷却后的玻璃加热至较低的温度,以消除内部应力,提高其稳定性。
5. 表面处理经过冷却和退火后,玻璃瓶需要进行表面处理,如喷涂、印刷、刻字等。
这些处理可以增加玻璃瓶的装饰性和标识性。
6. 检测和包装最后,生产的玻璃瓶需要进行质量检测。
常见的检测项目包括外观检查、尺寸测量、力学性能检测等。
合格的玻璃瓶将进行包装,并准备好出货。
以上就是生产玻璃瓶的全套工艺流程及讲解。
通过这一流程,可以制作出优质的玻璃瓶,满足不同行业的需求。
希望对您有所帮助!。
玻璃瓶含气饮料生产线安全操作规定1. 前言玻璃瓶含气饮料生产线是一项重要的工业生产过程。
生产过程中,涉及许多机器设备和化学物品。
为了保障生产安全,减少事故发生,制定本安全操作规定。
2. 作业前准备在进行工作之前,必须进行作业前准备工作。
作业前准备包括以下内容:2.1 现场检查在进行生产线工作之前,必须进行现场检查,确保设备状态正常,消防设备完好,各种警示标志齐全,机器设备有必要的保护措施。
2.2 工作人员准备进入工作区域之前,必须更换干净的工作服,佩戴好防护帽、口罩、防护手套和防护鞋。
2.3 化学品检查在进行生产过程中,有些步骤需要使用化学品。
必须查看化学品的标签,确保使用正确的化学品、正确的剂量以及正确的存储方式。
3. 作业中的安全操作在生产线操作中,必须遵守以下安全操作规定:3.1 机器设备保护在进行生产线操作中,必须遵守安全规定,不得随意擅自拆卸机器设备的防护装置。
3.2 化学物品的使用在进行生产过程中,化学物品的使用必须遵循相关规定和生产要求。
在使用化学品的过程中,必须佩戴好相应的个人防护装备。
3.3 玻璃瓶的质检在生产过程中,必须对玻璃瓶进行质检。
发现有质量问题的玻璃瓶,必须及时移除或报废。
3.4 消防安全在生产过程中,必须严格执行消防安全规定。
必须保证消防设备完好无损,消防通道畅通。
3.5 防止触电事故在生产线操作过程中,必须遵守安全规定,不得随意拆卸机器设备电缆,不得接触裸露电线。
3.6 机器设备开启在进行生产线操作时,必须确保机器设备已经完全开启再进行操作。
在操作过程中,必须防止因操作失误造成机器损坏或伤害事故。
3.7 其他安全措施•在生产过程中遵循相关的操作规程。
•不要在机器设备附近堆放杂物。
•禁止吸烟。
•禁止将个人物品放置在机器设备上。
•维护机器设备和维修设备必须由专业人员来完成。
4. 总结玻璃瓶含气饮料生产线是一项非常重要的工业生产过程。
在生产过程中,必须严格执行安全操作规定,保证生产过程的安全和稳定。
玻璃一:原料及配制主要原料有;石英砂sio 2;纯碱Na 2CO 3;方解石CaO;石灰石CaCO 3;硼化合物B 2O 3;碳酸钡BaCO 3..辅助原料:橙色剂;着色剂;乳浊..助熔.. 在配方上;各厂商要依据具体的产品而定;作出适当的调整..在原料中加入适理的氧化锌可增加产品的韧性;在原料中加入适量的有色物质可能使产品着色;如加入氧化铜;产品呈绿色或海蓝色:加入氧华钴着色;加入硒粉呈红色;加入的量影响色的深浅.. 在配料中一般允许20%的干净回收料;回收料不宜过多;否则产品易出现粒状;突起..汽泡等..在配料入炉前;必须将所有料混合在一起;充分搅拌均匀..二:熔料混合料加入熔炉中;进行高温熔化;炉内温度依不同的产品而定;一般都在1200-1600度左右;燃料有重油..电力等..熔炉一般有坩锅和池窑两种;一般的坩锅只有一个口;进料与出料都在此口;池窑则可能进料与出料口分开视工厂规模;这种只有一个口的炉常要在晚上进行加料;然后密闭;一般新加入的料要熔化8个小时方可使用;所以加料是不可以随时进行的;往往等到料已用完后再加;故一般一个缸的料可用一天;约600-900升..三.玻璃成型一般的成型方法有吹制机吹;人工吹;压制;离心旋转;烧制辅助作用..玻璃模具一般采用生铁铸件..模具质量的好坏也会影响产品品质;因为有的铁质有砂子;则出来的产品就粗糙;有凸粒;在高温下;易脱铁屑而沾在产品上..一般的模具都有几个排气孔;排气孔很少;一般不影响产品的成型效果;排气效果好的模具;产品的图案;字母则较清晰;模合缝的大小也会影响产品利角的轻重;模具必须预热后方可使用;否则刚产出的产品易破裂..熔化的料入模具有自动进料与人工操作两种自动进料;每种产品生产前都调好进料量;而人工操作则完全靠工人的经验了;所以人工操作时;量的多少是很重要的;量太多易使边太厚..太少;则可能产品不完整;因人工剪料控制的问题;易出现产品边避和底的厚薄以及产品轻重不一致等问题..吹制产品靠气压而成;所以与气压的大小有很大的关系;气压太大;可能出现底部薄;口部厚;气压太小;则口部可能太薄或根本吹不到;口部却缺少了..一般的吹制产品有瓶类;罐类..压制是通过内模压入外模;把玻璃料挤压成型..两模间的空隙影响产品的厚薄;而内模是通过气压来控制的;所以气压太大可能减少两模上下的空隙;使产品底变薄:若气压太小;则相反..一般直筒的杯壮都采用压制;但如产品比较高且边要求较薄;则一般用吹;而这种产品最薄处在中部;所以中部易破..离心旋转;用模具安装在电动机上;通过模具一定的转速把料甩开成型..电动转速太小;可能甩不开;而使产品不完整;转速太大;可能把料甩出去了或料全甩到上部;使上端厚;底部薄;一般盘壮物采用此方法..产品出模后需要用钳夹出来;若钳生锈;则可能使产品上沾有锈班;无法清除;所以必须保证钳的干净无锈;一般用玻璃水去擦试;或采用无锈材质的钳..一般的产品到此时就可进行后段工序—烧边;但有些产品无法用一种模成型;而需要再熔接;熔接必须在产品刚出模时就进行;并且要熔接的另一部分必须是刚挑出的熔化的料;这样才能熔接好;否则易接不牢或炸裂产品..四.烧边产品刚出模;一般的口部都不圆滑;而要用高温将之烧圆滑;多用火力..五;褪火产品出模后温度很高约500-600度;若这样自然冷却;则会炸爆;故要采用褪火设备使温度慢慢降低..褪火设备是一个顶部和两侧封闭的输送带形状;一般长10几米;宽1米左右;共有几个不同的温度带;初段温一般与出模产品的温度一样;即500-600度;然后逐渐减低;末温一般是60度左右;褪火时间不宜太短;否则产品极易炸裂;并且一般产品都不是当时炸裂;而是以后或在运输中会炸掉..六;检查后进入后段加工;如贴花纸或蒙砂等..七:玻璃产品容易出现的问题:A炸裂有很多炸裂的产品在刚褪火后是没有炸裂的;而是在包装箱中或由于碰撞或自动炸裂;主要是退火不够或包装不良造成..B汽泡产品上有一个个大小不等的汽泡;主要是受料的纯度和回收料的含量;以及炉内温度的影响;料含杂质越多或加收料含量越高;以及炉内温度达不到;都可能产生汽泡..C水纹表面不光滑;有皱或水波纹;主要是由于温度不够而影响的;或模温太低..D杂质或斑点是由于料内含有杂质或熔化的料混在其中;包括料花;黑点黑斑等E边避太薄或太厚主要是人工操作时剪料的多或少所致..F表面有锈斑主要的模具或夹钳的磨擦所致..G模合线太粗或太利两块模的吻合度不好或压力太大..H产品不完整..字体不清晰料太少或压力不足;或温度太低以及排气不良所致..I产品表面脏环境差清洁不足或操作不当使污物吸附在产品表面上..玻璃制品验货注意事项一:玻璃制品有破损;爆裂;缺口;刮手者绝不能接受..二:玻璃制品不能有变形;口部;底部不平及歪斜..三:明料玻璃不可以混含回收料;产品心须透明洁白;无其他杂色;有色玻璃的色调要稳定纯正;均匀一致..四:无论人工吹制或机器吹制;玻璃厚度都要平均;不可一边薄一边厚..五:玻璃料应当熔化良好和均匀;尽可能地避免结石未熔料渣;条纹..汽泡等缺陷..六;玻璃器皿部1CM以上不能有汽泡汽泡效果玻璃除外;口部以下直径大于2MM的汽泡数量不能超过二粒或直径1MM以上的汽泡不能多过三粒..并且汽泡聚集在一起的现象也不可以接受..七:玻璃成品退模后;要褪温火8小时左右;至少要退6小时;以保证品质较稳定;防止日久产品会自动爆裂..玻璃瓶罐应具有一定的热稳定性;从热水糟移到冷水糟中时;一般温差在39度以下应试无破损..八:玻璃内外不能有太明显的水纹;外表面和内部都不允许有手感的线道;如明显的皱纹;伤痕;磨痕;剪痕和合模线等;表面不能有裂纹与不饱満缺陷..九:玻璃器皿口部应试平整光滑;没有毛刺和凸起;碰缺..十:玻璃内外必须干净;不能有杂物;尘土;水渍;玻璃碎屑等在产品内外..玻璃制品上不能有锈迹;玻璃料内不能混含有黑点;灰尘等杂物..注意:玻璃制品上的锈迹通常是因褪火时夹玻璃所用的夹钳生锈及模具生锈所致的锈斑沾到玻璃上;之后无法除去..因此..夹钳及模具是否生锈;一定要先在生产前除锈才可避免此问题..另需要注意溶料时要避免灰尘..杂质等掉入料中;致使产品成型后内部含有杂质..十一:加酸玻璃;加酸前一定要避免沾上油渍;否则在加酸过程中会有酸洗不均匀致使局部发亮的现象..加酸后一定要清洗干净残留在玻璃内外的白色粉..十二:贴花纸产品;贴花纸时要平整;不能歪斜;不能有汽泡;一般要自然风干12小时后再烘烤;因花纸在浸泡时会残留有小水珠;烘烤时小水珠发会顶破花纸而导致针孔的出现..十三:产品尺寸要符合要求;误差不能太大;若要装配盖子或其他东西;则更应注意产品内口径是否符合组装要求..十四:产品的外观很重要;但不论什么产品;最重要的是要检验产品的功能性是否完好..十五:玻璃是易碎品;产品在运输装卸过程中必须直立放置;每只产品要用纸包好;且要用蛋格将产品隔开;不至互相碰撞产生破损;具体包装方法视产品及订单要求而定;但有一点;产品的包装一定要注意安全性;保证出口不会被摔破;足以安全运抵目的地..十六:验货过程中;要仔细检查产品的包装方法;所用标签及内容;所附说明书内容;内外箱唛头资料等是否正确..。
玻璃一:原料及配制主要原料有,石英砂(sio2),纯碱(Na2CO3),方解石(CaO),石灰石(CaCO3),硼化合物(B2O3),碳酸钡(BaCO3).辅助原料:橙色剂,着色剂,乳浊。
助熔。
在配方上,各厂商要依据具体的产品而定,作出适当的调整.在原料中加入适理的氧化锌可增加产品的韧性,在原料中加入适量的有色物质可能使产品着色,如加入氧化铜,产品呈绿色或海蓝色:加入氧华钴着色;加入硒粉呈红色,加入的量影响色的深浅。
在配料中一般允许20%的干净回收料,回收料不宜过多,否则产品易出现粒状,突起.汽泡等。
在配料入炉前,必须将所有料混合在一起,充分搅拌均匀。
二:熔料混合料加入熔炉中,进行高温熔化,炉内温度依不同的产品而定,一般都在1200-1600度左右,燃料有重油。
电力等。
熔炉一般有坩锅和池窑两种,一般的坩锅只有一个口,进料与出料都在此口,池窑则可能进料与出料口分开(视工厂规模),这种只有一个口的炉常要在晚上进行加料,然后密闭,一般新加入的料要熔化8个小时方可使用,所以加料是不可以随时进行的,往往等到料已用完后再加,故一般一个缸的料可用一天,约600—900升.三.玻璃成型一般的成型方法有吹制(机吹,人工吹),压制,离心旋转,烧制(辅助作用).玻璃模具一般采用生铁铸件.模具质量的好坏也会影响产品品质,因为有的铁质有砂子,则出来的产品就粗糙,有凸粒,在高温下,易脱铁屑而沾在产品上。
一般的模具都有几个排气孔,排气孔很少,一般不影响产品的成型效果,排气效果好的模具,产品的图案,字母则较清晰,模合缝的大小也会影响产品利角的轻重,模具必须预热后方可使用,否则刚产出的产品易破裂。
熔化的料入模具有自动进料与人工操作两种自动进料,每种产品生产前都调好进料量,而人工操作则完全靠工人的经验了,所以人工操作时,量的多少是很重要的,量太多易使边太厚.太少,则可能产品不完整,因人工剪料控制的问题,易出现产品边避和底的厚薄以及产品轻重不一致等问题.吹制产品靠气压而成,所以与气压的大小有很大的关系,气压太大,可能出现底部薄,口部厚,气压太小,则口部可能太薄或根本吹不到,口部却缺少了。
玻璃的配料工艺流程英文回答:The glass manufacturing process involves several steps, including the preparation of raw materials, melting, shaping, and finishing. Let's take a closer look at each of these steps.1. Raw Material Preparation:The first step in the glass manufacturing process is to gather and prepare the raw materials. The main ingredients used in glass production are silica sand, soda ash, limestone, and cullet (recycled glass). These materials are carefully measured and mixed together in specific proportions to achieve the desired glass composition.2. Melting:Once the raw materials are prepared, they are fed intoa furnace for melting. The furnace operates at extremely high temperatures, typically around 1500°C (2732°F). The heat causes the raw materials to melt and form a molten glass mixture. The melting process may take several hours to complete.3. Shaping:After the glass is melted, it is ready to be shaped into the desired form. There are several methods for shaping glass, including blowing, pressing, and casting. The choice of shaping method depends on the type of glass being produced and the desired end product. For example, blowing is commonly used for producing glass bottles and containers, while pressing is often used for making flat glass sheets.4. Finishing:Once the glass is shaped, it undergoes various finishing processes to enhance its appearance and properties. These processes may include annealing,tempering, coating, and polishing. Annealing involves slowly cooling the glass to relieve internal stresses and improve its strength. Tempering is a heat treatment process that increases the strength and safety of the glass. Coating can be applied to the glass surface to provide additional functionalities such as improved insulation or scratch resistance. Finally, polishing is done to achieve a smooth and glossy finish.中文回答:玻璃制造过程包括原材料的准备、熔化、成型和精加工等几个步骤。
玻璃瓶生产流程
GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-
玻璃瓶的生产流程
玻璃瓶生产工艺主要包括:①原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
②配合料制备。
③熔制。
玻璃配合料在池窑或池炉内进行高温(1550~1600度)加热,使之形成均匀、无气泡,并符合成型要求的液态玻璃。
④成型。
将液体玻璃放入模具做成所要求形状的玻璃制品,如平板、各种器皿等。
⑤热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
琉璃瓶一般有刚性标志,标志也由模具形状制成。
玻璃瓶的成型按照制作方法可以分为人工吹制、机械吹制和挤压成型三种。
玻璃瓶品种繁多,从容量为1ML的小瓶到十几升的大瓶,从圆形、方形、到异形与带柄瓶,从无色透明的琥珀色、绿色、蓝色、黑色的遮光瓶以及不透明的乳浊玻璃瓶等,不胜枚举。
就制造工艺来说,玻璃瓶一般分为模制瓶(使用模型制瓶)和管制瓶(用玻璃管制瓶)两大类。
模制瓶又分为大口瓶(瓶口直径在30MM以上)和小口瓶两类。
前者用于盛装粉状、块状和膏状物品,后者用于盛装液体。
外观方面:管制瓶要比模制瓶要更透明些,管制瓶底部要簿,模制瓶底部要厚,而且不太均匀,有些还高低不平。
管外径的误差管制瓶的要小些!
材质房面:管制瓶国内一般为低硼硅,也可制作中硼硅,而模制瓶为钠钙,因材质在耐药物酸性劣于管制瓶。
管制瓶可以用于冻干,而模制瓶不可以!还有管制瓶价格比模制瓶贵!
玻璃管入厂后进行人员称料(重量),按正负5克,分成3份。
制瓶人员领料入车间生产。
玻璃管从上而下插入制瓶机的套筒,机器上配有氧气道,液化气道,风道进行对玻璃瓶的加工。
管制玻璃瓶的生产主要就是瓶口与瓶底的加工。
模具也就是玻璃瓶的瓶口模具。
大瓶口、小平口、螺纹瓶口、卡口、钳口都是由模具的不同,生产出的瓶子样子就不同。
瓶子的高低是由我们制瓶人员在机器上设定而产生的。
瓶子的粗细是由我们公司采购人员在玻璃管厂采购的玻璃管直径的大小而决定的。
瓶子的外形和容量是由此而产生的。
每一个玻璃瓶从制瓶机上生产下来就直接排队等着进入随机退火炉。
玻璃瓶要经过550-600度的高温50分钟进行退火工艺。
退火是为了保证玻璃瓶的应力而达到瓶子的抗压抗摔能力。
随后玻璃瓶就到下了一个环节,人工检验装箱。
检验人员分为三种:检验玻璃瓶人员,检验装箱人员,抽样人员。
人工检验装箱又分为检验玻璃瓶、装入小盒、检验小盒瓶子、套膜、热封、检验装箱、抽样。
所抽样品送入化验室进行玻璃瓶检验环节。
通过化验室各项检验达到国家标准的为合格品。