加工中心电主轴结构设计及仿真分析
- 格式:doc
- 大小:2.63 MB
- 文档页数:41

加工中心电主轴结构分析及典型故障修理摘要:叙述 SAJO10000 加工中心电主轴的机械及电气结构,分析各组成部分和功用,列举两个维修实例。
关键词:电主轴;结构;故障维修0 引言SAJO10000 加工中心为瑞典萨耀公司生产的 5 轴联动加工中心,机床的精度及自动化程度高,机床尺寸大,工作台尺寸1000×1000,各轴行程:X=1600,Y=1500,Z=1750,A=0°~110°,B=0°~360°。
该设备使用方便,加工能力强。
特别是它的主轴为电主轴,即主电机的转子即为机床的主轴,是目前较为先进的一种主轴结构。
电主轴机械电器结构复杂,精度非常高,其电器控制能力技术含量高,主轴可实现 0~6000 r/min 的无级调速,其转速控制非常精确,可实现轴联动攻丝、加工高精度螺纹等作业。
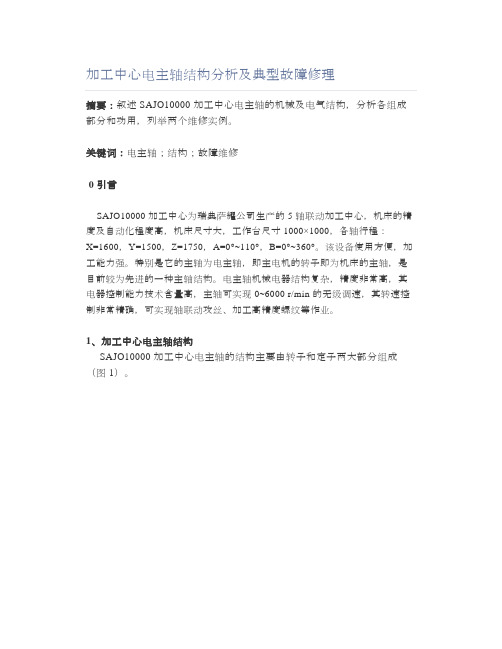
1、加工中心电主轴结构SAJO10000 加工中心电主轴的结构主要由转子和定子两大部分组成(图 1)。
图1 SAJO10000 加工中心电主轴结构1.1 转子转子部分包括:刀具碟簧拉紧部件,刀具松开液压油缸部件,主轴内锥空气清洁装置,刀具的内部冷却供水装置等。
(1)刀具碟簧拉紧部件。
刀具碟簧拉紧部分的作用是将主轴上的刀具牢牢固定在主轴锥孔上,由数组碟簧通过预紧螺母及拉杆带动 1 个可伸缩的 4 爪拉紧钩,钩住刀具尾锥后部的拉钉,使刀具紧紧固定在主轴上。
刀具拉紧力可通过调整碟簧拉杆后面的预紧螺母来实现,拉紧力的调整要适当,过松刀具易松动,过紧碟簧易损坏。
(2)刀具松开液压油缸部件。
刀具松开液压油缸部件是用来反向推动碟簧使刀具与主轴分离,此液压缸体积小,工作油压较高,达到 15 MPa,对油缸的质量要求较高。
(3)主轴内锥空气清洁装置。
主轴内锥空气清洁装置的作用是在主轴换刀的同时从主轴内部吹出压缩空气,清洁主轴内锥面,保证刀具定位准确、拉紧可靠。
压缩空气的吹出由安装于刀具松开液压油缸上部的组合式液气控制阀来控制。
浅谈电主轴在数控加工中心的应用电主轴最近十年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术,它是高速数控机床的”核心”部件,它的性能直接决定了机床的高速加工性能。
本文简述了电主轴和加工中心的一些基本情况,并重点介绍了一种电主轴的结构及它在数控加工中心的应用情况。
标签:电主轴;数控加工中心;自动换刀系统1 电主轴简介电主轴是近些年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。
高速数控机床主传动系统取消了带轮传动和齿轮传动。
机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。
这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中相对独立出来,因此可做成“主轴单元”,俗称“电主轴”(Electric Spindle或Motor Spindle)。
电主轴具有结构紧凑、重量轻、惯性小、振动小、噪音低、响应快等优点,可以减少齿轮传动,简化机床外形设计,易于实现主轴定位,是高速主轴单元中一种理想结构。
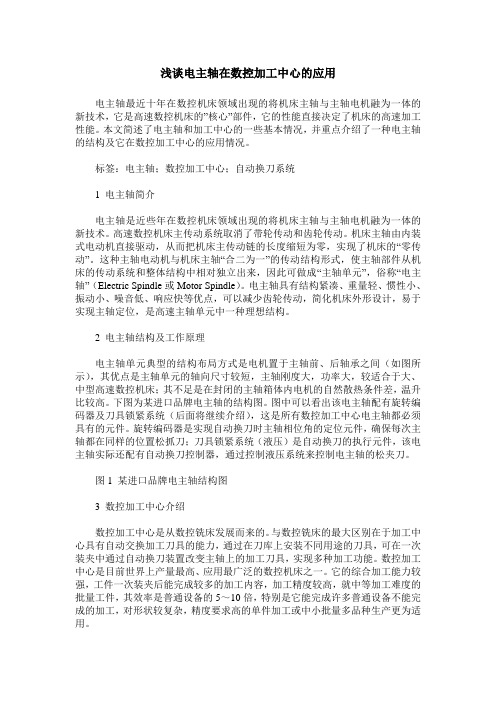
2 电主轴结构及工作原理电主轴单元典型的结构布局方式是电机置于主轴前、后轴承之间(如图所示),其优点是主轴单元的轴向尺寸较短,主轴刚度大,功率大,较适合于大、中型高速数控机床;其不足是在封闭的主轴箱体内电机的自然散热条件差,温升比较高。
下图为某进口品牌电主轴的结构图。
图中可以看出该电主轴配有旋转编码器及刀具锁紧系统(后面将继续介绍),这是所有数控加工中心电主轴都必须具有的元件。
旋转编码器是实现自动换刀时主轴相位角的定位元件,确保每次主轴都在同样的位置松抓刀;刀具锁紧系统(液压)是自动换刀的执行元件,该电主轴实际还配有自动换刀控制器,通过控制液压系统来控制电主轴的松夹刀。
图1 某进口品牌电主轴结构图3 数控加工中心介绍数控加工中心是从数控铣床发展而来的。
与数控铣床的最大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。

3.2提高企业竞争力随着工业发展的转型升级,其机械化水平在飞速提高。
机械设备朝着大型化、信息化的方向发展。
在高科技、高尖端器械出现的同时,对其进行维修的技术含量也在不断提高,这也体现了维修的重要性,给维修企业带来广阔的发展前景。
提高维修技术、优化维修服务对汽车维修企业的生存发展十分重要。
在经济全球化的大趋势下,企业不仅要面对国内同行的激烈竞争,还要面对国际市场的挑战,企业想要更好的生存和发展,提高竞争力十分必要。
在重视“绿色”发展的当下,政府对“绿色产业”的重视程度不断提高,出台相关的保护政策,更好的推进“绿色产业”的发展。
“绿色企业”是这个时代企业发展的主流,只有在汽车维修企业中推广“绿色维修”才能抢占市场先机,获得更好的发展机会。
环境污染程度大、资源利用率低的汽车维修企业,其发展的局限性显而易见。
汽车维修企业推广“绿色维修”,需要选择先进的科学的维修技术和新型环保材料,实现企业经济效益的同时,实现社会效益和环境效益。
只有这样的维修企业,才能在社会发展过程中,成为汽车维修行业的最大获益者,激烈竞争下的生存者。
传统的汽车维修企业必将遭到淘汰。
在汽车维修企业中推行“绿色维修”,无论是对企业自身、行业发展,乃至社会国家的发展,都有不可估量的价值。
4结束语“绿色维修”可以对经济效益的增长和环境效益的增加起到双管齐下的作用。
最大程度地减少资源和能源的使用量,降本增效,为生态环境的保护贡献自己的力量。
无论从经济发展的视角,还是从环境保护和社会发展的角度分析,“绿色维修”都是符合五大发展理念。
“绿色维修”使多方面的综合性的体系模式,推行“绿色维修”也是有利于可持续发展,“绿色维修”在汽车维修企业的不断推广,是实现维修行业可持续发展的重要手段。
参考文献[1]周红,李辉,张云杰.“绿色维修”及其在维修企业中推行的价值[J].价值工程,2002(6):36-38.[2]程会强,吴玉锋.绿色维修战略与循环经济[J].再生资源与循环经济,2009,2(7):27-30.[3]陈宇晓.绿色维修的实施策略[J].设备管理与维修,2003(10):9.〔编辑李波〕基于ANSYS Workbench的高速电主轴静动态性能仿真分析及优化丘立庆(南宁职业技术学院,广西南宁530008)摘要:采用有限元分析软件ANSYS Workbench18.0建立电主轴三维有限元模型,进行静态力学分析和模态分析。

控机床高速电主轴结构设计及性能探讨摘要:在当代数字化控制机床生产过程中,产品的加工速度正在显著提高。
与此同时,生产时效、产品质量、产品精准度都有一定程度的提高。
高速电主轴是达成高速加工的根本条件,因此,高速电主轴的结构设计工作的高质量完成对于数字化控制机床生产来说具有一定的推进作用,本篇文章对此展开论述。
关键词:数字化控制机床;高速电主轴;结构设计;功能与性质引言:当今,数字化控制机床已经成为工业制造中不可缺少的一部分,高速切削作为是近年来新兴技术之一,其中最主要的部分就是高速电主轴。
因此,深入探究高速电主轴的结构是目前最首要的任务。
一、高速加工技术和高速电主轴的优点(一)高速切削技术的优点高速切削技术作为高速加工过程中的核心技术,与普通切削技术相比较而言,高速切削技术的优点如下:1.对于刚性较差的产品加工时效更快在进行高速切削时,当切削速度增加到某一特定数值时,切削力度总体可降低三分之一左右。
其中,尤其是径向切削力,它的下降幅度更为显著。
由此一来,在进行刚性产品加工时,加工速度和质量将会有所提升。
2.可防止一些产品受热发生形变高速切削技术在使用过程中,切削所生成的热能会快速被清除。
由此一来,这部分热量不会被传送到切削工具上,可以保障待切产品长时间保持冷却状态。
因此,此项技术有效提高了在对一些容易受热发生形变的产品进行切削时的精准度。
3.工作稳定性较高切削技术在运作过程中,机床会产生较快的实际振动频率,与普通切削技术相比较而言,新型高速切削技术没有固定的振动频率波动范围,这一特点可以有效降低机床的振动频率,从而保证机床工作的稳定性,运用此项技术生产出来的零件质量将会大幅度提升。
(二)高速电主轴的优点1.功率较大,转速较高就现有技术水平而言,独立实现高速电主轴大功率运转或高转速运转早就不再是技术难题。
然而,要想达成大功率运转,还要求高转速,这就需要很高的技术水准。
此项技术的创新、完善受到了全球相关公司的高度关注。

加工中心用电主轴结构设计及其仿真分析一、综述随着科技的不断发展,加工中心在制造业中的地位越来越重要。
加工中心作为一种高效、高精度、高自动化的加工设备,已经成为现代制造业的重要支柱。
然而加工中心在使用过程中,电主轴作为其核心部件,其结构设计和性能对加工中心的整体性能具有重要影响。
因此对加工中心用电主轴的结构设计及其仿真分析进行研究,对于提高加工中心的性能和降低生产成本具有重要意义。
电主轴是一种将交流电源转换为高速旋转并带传动功能的电动机。
它具有结构简单、重量轻、惯性小、响应速度快等优点,广泛应用于数控机床、加工中心等机械设备中。
电主轴的结构设计主要包括电机、减速器、轴承、冷却系统等部分。
其中电机是电主轴的核心部件,其性能直接影响到整个电主轴的性能;减速器用于降低电机转速,提高扭矩;轴承用于支撑转子并实现转动;冷却系统用于降低电机温度,保证电主轴的正常运行。
为了提高加工中心的性能,需要对电主轴的结构进行优化设计。
首先应选择合适的电机类型和参数,以满足加工中心的工作要求。
其次应合理选择减速器类型和参数,以保证电主轴具有较高的转速和扭矩输出。
此外还应考虑轴承的选择和配置,以确保电主轴具有较低的噪声和振动。
冷却系统的设计也至关重要,应根据加工中心的工作环境和工艺要求,选择合适的冷却方式和参数。
为了验证电主轴结构设计的合理性和性能,可以采用仿真分析方法对其进行评估。
通过建立数学模型,对电主轴的结构参数进行优化设计,并利用仿真软件对其进行模拟分析。
仿真分析可以帮助我们了解电主轴在不同工况下的性能表现,为实际应用提供依据。
同时仿真分析还可以发现结构设计中的潜在问题,为改进设计提供参考。
加工中心用电主轴结构设计及其仿真分析是一项重要的研究工作。
通过对电主轴结构的设计优化和仿真分析,可以提高加工中心的性能,降低生产成本,为现代制造业的发展做出贡献。
1.1 研究背景和意义随着现代制造业的飞速发展,加工中心在工业生产中扮演着越来越重要的角色。
第二章电主轴典型结构分析要想做好电主轴的应用选型,首先,必须知道电主轴的类型和功能,其次,才是如何为机床选用电主轴。
1.1 电主轴的分类电主轴是现代大多数高速机床必不可少的动力源之一,电主轴的运动速度和精度是直接决定加工质量和生产效率的重要因素。
一般来说,不同的依据,就有不同的分类方法。
比如说,根据轴承类型,可分为滚动轴承电主轴(角接触球轴承电主轴)、液体轴承电主轴(动静压电主轴)、气体轴承电主轴和磁悬浮轴承电主轴;根据电机类型,可分为异步型电主轴和永磁同步型电主轴。
还有许多分类方法,我们就不一一叙述。
本文只介绍按照应用来进行分类,这种分类方法也是现在很多厂家正在生产和使用的一种方法,主要分为磨削用电主轴、钻铣用电主轴、车削用电主轴、加工中心用电主轴、木工用电主轴、特殊加工电主轴和试验机用电主轴等等。
常见的电主轴如图2-1所示。
1电主轴磨削用电主轴钻铣用电主轴车削用电主轴加工中心用电主轴木工用电主轴特殊加工电主轴试验机用电主轴当然,还有一些特殊的电主轴,并非在此分类之中,但依然值得我们去好好去探究。
图2.1 各种类型的电主轴1.1.1磨削用电主轴磨削用电主轴,是电主轴中转速、精度相对较高、振动相对较小的电主轴,是磨床上的重要部件,可分为内圆磨削、外圆磨削、平面磨削和专用磨削,广泛应用于内圆、外圆、拉力、螺纹、小孔、端面等磨削加工。
早期的磨削用电主轴因为性能的限制只能用于轴承行业,随着国内机械行业的发展,加工难度也在不1断地提高,对电主轴性能的要求也越来越严格。
为了满足工业性需求,磨削用电主轴的应用范围在不断的拓宽,从早期的轴承磨削加工到汽车零件磨削加工、机床导轨的磨削加工、丝杠磨削加工、玻璃透镜磨削加工等,随着加工行业的持续发展,磨削加工正向着高速、强力磨削方向发展,将会对磨削用电主轴提出更高、更苛刻的要求。
虽然我国电主轴行业的发展很迅速,但是与国外的磨削用电主轴相比还是存在很大差距的。
下表是国内外低速、中速、高速磨削用电主轴部分参数的对比,其中国外电主轴以NSK为代表,国内则选择某些电主轴生产厂家为代表。
数控加工中心多主轴系统设计分析摘要:数控加工中心作为一种高效快捷的多功能数控机床,其成熟和发展也在一定程度上反映了我国的工业设计和制造水平。
本文主要对数控加工中心多主轴系统设计、加工中心主轴组件结构设计等进行分析,结合加工中心主轴组件结构设计以及改进方案研究,为数控加工中心多主轴系统优化设计提供思路。
关键词:数控加工中心;多主轴;系统设计数控加工中心的应用能够促进多工序编程实现,还能结合需求进行道具切换,是一种高效便捷的数控加工机床。
这一中心聚集了铣床、镗床、钻床等多种数控功能,还有独立的刀库和自动换刀装置,可以同时进行多道工序。
数控加工中心的应用能够有效减少工件装夹、产品和设备调整等工序,也为工件转移提升了效率,所以在数控加工中得到了广泛应用。
1.数控加工中心主轴组件构成目前的数控加工中心主轴组件包含多种,有主轴、主轴支承、传动件、密封件等。
借助数控系统来对于主轴的启动、变速以及停止进行控制,借助装在主轴上的刀具来实现切削作业,也是切削加工的功率输出部件[1]。
主轴是加工中心的重要组成部分,其结构好坏对于数控加工中心的性能影响较大,直接影响到数控加工中心的切削性能、动态刚度、加工精度等。
主轴中的刀具自动加紧机构主要功能是实现刀具交换的自动化。
1.机械系统方案设计2.1主轴传动机构针对现阶段的机床主轴传动机构而言,可以分为齿轮传动以及同步带传动。
其中齿轮传动是机械传动中的关键传动装置,其类型多样,应用范围也比较刚。
且传动机构的传递效率较高,可以达到约10万千瓦,其圆周速度接近200m/s,效率接近0.99。
这类传动模式一般是以传动比固定传动为主的,也有部分是有级变速传动[2]。
齿轮传动制造和安装对于精度的要求比较高,但是成本也相对更高,所以在唇动距离过大的情况下并不适用。
同步带在齿合传动中应用的最大优势就是其不需要进行润滑传动。
在齿合传动中,其结构也更为简单,制作难度低,使用经济实惠,且其弹性缓冲能力突出,质量较轻,两轴的布置可调节性强,运行中的噪声较小。
引言2005年,我国机床产值达到了51亿美元,跃居世界第三,其中数控机床产量达59600台。
在长足发展的背后,与发达国家机床产业相比,差距依然明显,尤其是以电主轴为代表的关键功能部件,无论是从产品品种、技术水平、可靠性和产业化程度等方面均与国外有明显差距,不得不60%依靠进口,成为我国数控机床发展的软肋。
电主轴实际上是诸多学科、众多高新技术应用的综合体,它涉及机械、电子、自动控制等。
由于在高速轴承技术、精密加工技术、电机技术、驱动控制技术上与国外先进水平有差距,才影响了国产电主轴的市场竞争力。
由于高速加工不但可以大幅度提高加工效率,而且还可以显著提高工件的加工质量,所以其应用领域非常广泛,特别是在航空航天、汽车和模具等制造业中。
于是,具有高速加工能力的数控机床已成为市场新宠。
目前,国内外各著名机床制造商在高速数控机床中广泛采用电主轴结构,特别是在复合加工机床、多轴联动、多面体加工机床和并联机床中。
电主轴是高速数控加工机床的“心脏部件”,其性能指标直接决定机床的水平,它是机床实现高速加工的前提和基本条件。
本毕业设计主要介绍了电主轴的工作原理、轴的设计、轴承技术以及关键技术等。
电主轴就是直接将空心的电动机转子装在主轴上,定子通过冷却套固定在主轴箱体孔内,形成一个完整的主轴单元,通电后转子直接带动主轴运转。
它主要应用在复合加工机床、多轴联动、多面体加工机床和并联机床中。
第一章电主轴概述1.1电主轴工作原理高速电主轴电机的绕组相位互差120°,通以三相交流电后,三相绕组各自形成一个正弦交变磁场,这三个对称的交变磁场互相迭加,合成一个强度不变,磁极朝一定方向恒速旋转的磁场,磁场转速就是电主轴的同步转速。
异步电动机的同步转速n由输入电机定子绕组电流的频率f和电机定子的极对数P决定(n=60f/p)。
电主轴就是利用变换输入电动机定子绕组的电流的频率和激磁电压来获得各种转速。
在加速和制动过程中,通过改变频率进行加减速,以免电机温升过高。
e毕业论文﹙设计﹚题目加工中心电主轴结构设计及其仿真分析学生姓名 ee学号 ee所在院(系)机械工程学院专业班级 ee指导教师ee完成地点ee2009年6月 20 日加工中心电主轴结构设计及仿真分析ee(ee)指导教师:ee[摘要]本文阐述了高速电主轴的发展历史、现状以及趋势,并介绍了电主轴的工作原理及关键技术。
然后,确定了合理的电主轴总体结构,分别对电主轴的主轴、电机、转子、定子和冷却系统等各零部件作了设计,产生了装配图、零件图与设计说明书等设计文档。
最后,对电主轴的旋转轴和轴承进行了详细的分析和校核,计算表明,该电主轴设计符合要求。
[关键词]数控机床;电主轴;主轴;轴承High-Speed Electric Spindle Digital Design AndSimulation Of CNC Machine Toolseeeetutor:eeAbstrac:This paper describes the history, status and trends of lathe electrical spindle development, and also introduce the working principle and key technology of electrical spindle. Then, the reasonable structure of the electrical spindle is determined. The structure of main components is designed, such as axis, encoders, rotor, stator and cooling systems. The assembly drawings, part drawings and design specifications and other design documents is generated. Finally, the detailed analysis and verification of the axis and bearing are made. The calculation result shows that the design of electrical spindle meets the requirements.Key words: Electrical spindle;spindle;bearing目录引言 (1)1.1 概念 (2)1.2 电主轴的基本结构 (3)1.3 电主轴的分类 (4)1.4 电主轴的研究现状和发展趋势 (5)1.4.1 电主轴的研究现状 (5)1.4.2 电主轴的发展趋势 (5)1.5 课题研究内容 (6)1.5.1 通过对结构设计中一些关键性技术问题的解决 (6)1.5.2 对电主轴进行三维建模 (6)1.6 研究的意义 (6)2 高速电主轴结构设计 ........................................................................ 错误!未定义书签。
2.1 主要技术指标.............................................................................................. 错误!未定义书签。
2.2 电主轴的整体布局设计.............................................................................. 错误!未定义书签。
2.3 轴承及其润滑.............................................................................................. 错误!未定义书签。
2.3.1 轴承类型的选择.............................................................................. 错误!未定义书签。
2.3.2 轴承的布置及其预紧...................................................................... 错误!未定义书签。
2.3.3 润滑条件的分析.............................................................................. 错误!未定义书签。
2.3.4 润滑方式的比较选择...................................................................... 错误!未定义书签。
2.4 电主轴冷却系统设计.................................................................................. 错误!未定义书签。
2.4.1 电主轴的热源分析.......................................................................... 错误!未定义书签。
2.4.2 冷却方式的选择.............................................................................. 错误!未定义书签。
2.5 电主轴的轴端设计...................................................................................... 错误!未定义书签。
3 电主轴关键部件设计 ............................................................................ 错误!未定义书签。
3.1 电机设计 ..................................................................................................... 错误!未定义书签。
3.1.1 电机选型.......................................................................................... 错误!未定义书签。
3.1.2 过盈设计.......................................................................................... 错误!未定义书签。
3.2 结构设计 ..................................................................................................... 错误!未定义书签。
3.2.1 主轴平均直径设计.......................................................................... 错误!未定义书签。
3.2.2 内孔直径d....................................................................................... 错误!未定义书签。
3.2.3 前悬伸量a....................................................................................... 错误!未定义书签。
3.2.4 支承跨距L....................................................................................... 错误!未定义书签。
3.3 校核及检测.................................................................................................. 错误!未定义书签。
3.3.1 主轴组件的静刚度校核.................................................................. 错误!未定义书签。
3.3.2 主轴的强度校核.............................................................................. 错误!未定义书签。
3.3.3 主轴组件临界转速的校核.............................................................. 错误!未定义书签。
3.3.4 典型工艺下的径向力计算.............................................................. 错误!未定义书签。
3.3.5 主轴组件的精度设计...................................................................... 错误!未定义书签。
4.1 电主轴结构图:............................................................................................ 错误!未定义书签。
4.2 运用proe软件完成主轴轴体的实体特征创建.......................................... 错误!未定义书签。
4.3 前轴承深沟球轴承的三维模型创建............................................................ 错误!未定义书签。
4.3.1 轴承外圈的创建.............................................................................. 错误!未定义书签。