学习任务八 等离子喷焊
- 格式:doc
- 大小:146.50 KB
- 文档页数:8
等离子喷焊工艺过程
等离子喷焊(Plasma Spray Welding)是一种热喷涂技术,用于在金属、陶瓷、复合材料等基材表面涂覆保护层或修复受损表面。
以下是等离子喷焊的基本过程:
1.准备工作:首先,需要准备好待喷涂的基材表面。
这包括清洁、打磨和喷砂等步骤,以确保表面光滑、清洁,并提供良好的附着性。
2.原材料准备:合适的涂层材料通常以粉末形式提供。
这些粉末材料可以是金属、陶瓷、复合材料等。
在喷涂前,通常需要对粉末进行预处理,如筛选、干燥等。
3.等离子喷枪设置:使用等离子喷涂设备,将喷嘴与喷枪连接,并设置合适的工艺参数,如喷嘴尺寸、气体流量、电流电压等。
4.点火启动:将惰性气体(通常是氩气或氮气)通过喷枪喷射到喷嘴中,形成等离子气体。
然后,通过电弧点火,将等离子气体加热至高温状态。
5.粉末喷涂:当等离子气体达到足够高的温度时,粉末材料通过粉末供料系统送入等离子气体中心。
在高温下,粉末材料熔化或部分熔化,并形成喷涂颗粒。
6.涂层喷涂:熔化的粉末颗粒随着等离子气体喷射到基材表面,形成涂层。
在涂层形成的同时,由于等离子气体的高温作用,涂层与基材表面同时发生熔合,从而确保良好的附着性。
7.冷却固化:喷涂完成后,涂层需要进行冷却固化。
这通常涉及将基材放置在适当的环境中,让涂层自然冷却至室温,并确保涂层与基材的结合稳固。
8.表面处理:完成涂层后,可能需要进行表面处理,如打磨、抛光等,以获得所需的表面质量和光洁度。
等离子喷焊工艺具有高温、高速喷涂、涂层致密性好等优点,可应用于航空航天、汽车、能源、化工等领域的表面保护和修复。
等离子喷焊原理
等离子喷焊原理简介
等离子喷焊是一种高效的焊接方法,是将喷嘴中的气体导电后,在高
温高压的条件下,将金属粉末或线材加热成等离子体,然后将等离子
体在工件表面冷却凝固而形成焊接,该方法比传统的气体保护焊更具
有优势。
等离子喷焊原理
1.等离子体的形成
喷嘴中的气体介质在高电压下发生放电,形成高温、高能量的等离子体。
等离子体中的电子、离子、分子和原子都处于非常活跃的状态,
可将粉末或线材快速加热,达到焊接温度。
2.等离子体的传输
等离子体向前传输,同时加热粉末或线材并将其加热成等离子体形式,以使其良好地与工件表面结合。
3.液滴形成
当等离子体接触到工件表面时,它会被迅速冷却,并形成液体状态。
液滴的形成是靠等离子体的能量唤起的。
4.液滴覆盖
等离子体加热工件表面,液滴覆盖在表面上,填补了机械加工时留下
来的缺陷。
5.凝固和结合
液滴在工件表面冷却并形成固体状态,同时形成与工件表面结合的焊接接头。
总结
等离子喷焊是一种有很高应用价值的新兴喷涂技术,其主要特点是选择范围广、适应性强、平均化好、造价低、易于控制等。
而这种技术还没有完全被开发,需要我们深入研究。
希望通过本文的介绍,读者能够对等离子喷焊的工作原理有一个初步的认识。
焊接中的等离子喷涂焊技术等离子喷涂焊技术在焊接工业中已经被广泛使用,该技术凭借其高效、高质和低成本的特点受到越来越多生产工艺先进、焊接工艺复杂的领域的重视。
本文将从等离子喷涂焊技术的实质、适用范围、优缺点与应用前景几个方面进行论述。
一、等离子喷涂焊技术的实质等离子喷涂焊技术是一种将喷涂技术和焊接技术相结合的新型加工方式。
因为等离子喷涂涂层的物理和化学特性,能够在涂层表面形成一定的结构和化学成份,这意味着在涂层表面形成一定结构以后,等离子朝向涂层、与涂层的化学成份会被改变;在涂层与基础材料的结合面形成巨大的热梯度,在高温度下能够促进结合,最终涂层与基础材料之间得以非常牢固地结合。
等离子喷涂焊技术的实质可归纳为:一方面,等离子喷涂技术受喷涂颗粒的特性影响,如粒径、结构、形状等等,是将合适的各种粉末涂料通过各种压力、气流、导体、电弧等瞬间喷涂到需要加工的部位以形成目标涂层;另一方面,则是通过等离子泄漏作用对焊接部位结合表面进行预处理,即在基础金属材料和涂层之间提高结合能力,从而提高焊接部分的强度和硬度。
二、等离子喷涂焊技术的适用范围等离子喷涂焊技术适用于各种金属材料(包括低碳钢、不锈钢、高温合金、镍基合金、铝合金、钛合金等),且无论是金属之间、金属与陶瓷、复合材料之间都能实现焊接;该焊接方式还适用于各种加工工件,包括等离子喷涂后焊接、涂层与材料间的热处理、切割和预加工等等。
三、等离子喷涂焊技术的优缺点1. 优点:(1)等离子喷涂是一种非接触式的加工方式,不会带来加工表面的变形、拉动和拉伸等等,因此适用于各种加工表面形状的加工;(2)等离子喷涂焊接技术能够满足高速焊接的要求,它能够基本保持焊接部分的形状、大小和几何无变形;(3)等离子喷涂焊接过程比传统焊接工艺更为稳定和高效,能够有效提高生产效率;(4)等离子喷涂技术喷涂过程中不会产生削减或磨损等现象;(5)等离子喷涂焊接技术制作的工件表面硬度高,具有很好的抗磨损性。

等离子焊接技术及其应用0 引言随着现代工业的迅速发展, 不锈钢由于具有外表华丽、耐蚀性能优良和可冷、热加工的性能, 在食品/医疗设备、石化压力容器、不锈钢管道、染整设备、储运罐箱、特种船舶和航空航天等行业中倍受青睐。
目前中国可年产近900 万t 不锈钢, 有望成为世界第一大不锈钢生产、制造大国, 作为产品生产的主要技术之一的焊接技术也开始由原来的手工焊接技术向高效的自动焊接技术转变, 这其中应用最为广泛就是等离子焊接技术。
在国外, 等离子工艺技术已在不锈钢中、薄板制造中得到了大量普及应用。
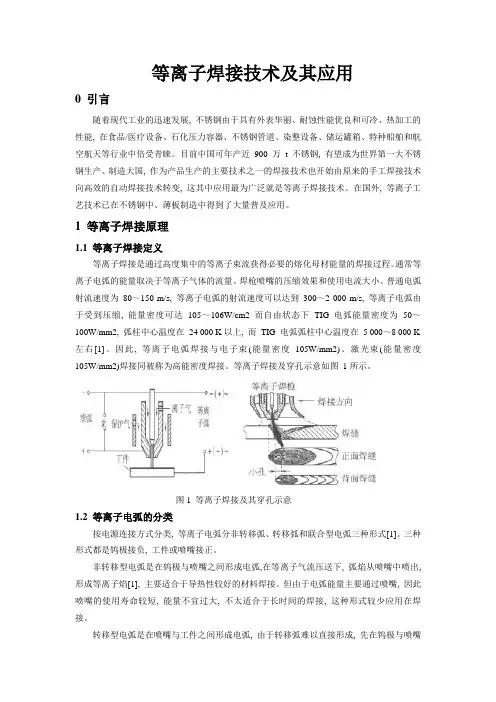
1 等离子焊接原理1.1 等离子焊接定义等离子焊接是通过高度集中的等离子束流获得必要的熔化母材能量的焊接过程。
通常等离子电弧的能量取决于等离子气体的流量、焊枪喷嘴的压缩效果和使用电流大小。
普通电弧射流速度为80~150 m/s, 等离子电弧的射流速度可以达到300~2 000 m/s, 等离子电弧由于受到压缩, 能量密度可达105~106W/cm2 而自由状态下TIG 电弧能量密度为50~100W/mm2, 弧柱中心温度在24 000 K以上, 而TIG 电弧弧柱中心温度在5 000~8 000 K 左右[1]。
因此, 等离子电弧焊接与电子束(能量密度105W/mm2)、激光束(能量密度105W/mm2)焊接同被称为高能密度焊接。
等离子焊接及穿孔示意如图1所示。
图1 等离子焊接及其穿孔示意1.2 等离子电弧的分类按电源连接方式分类, 等离子电弧分非转移弧、转移弧和联合型电弧三种形式[1]。
三种形式都是钨极接负, 工件或喷嘴接正。
非转移型电弧是在钨极与喷嘴之间形成电弧,在等离子气流压送下, 弧焰从喷嘴中喷出, 形成等离子焰[1], 主要适合于导热性较好的材料焊接。
但由于电弧能量主要通过喷嘴, 因此喷嘴的使用寿命较短, 能量不宜过大, 不太适合于长时间的焊接, 这种形式较少应用在焊接。
转移型电弧是在喷嘴与工件之间形成电弧, 由于转移弧难以直接形成, 先在钨极与喷嘴之间形成小的非转移弧, 然后过渡到转移弧, 形成转移电弧时, 非转移弧同时切断。
2024年焊工证考试题库含答案(等离子弧焊)一、选择题(每题2分,共40分)1. 等离子弧焊的等离子弧是由以下哪种气体形成的?(A)A. 氩气B. 氢气C. 氮气D. 氧气2. 等离子弧焊的电流大小一般在以下哪个范围内?(B)A. 10-50AB. 30-300AC. 50-500AD. 100-1000A3. 等离子弧焊的特点不包括以下哪项?(C)A. 焊接速度快B. 焊缝质量好C. 焊接热量大D. 焊接变形小4. 在等离子弧焊中,以下哪种材料不适合作为电极?(D)A. 钨B. 钼C. 铪D. 铝5. 等离子弧焊的喷嘴直径一般为以下哪个范围?(A)A. 1-5mmB. 5-10mmC. 10-20mmD. 20-30mm答案:1.A 2.B 3.C 4.D 5.A二、判断题(每题2分,共30分)1. 等离子弧焊适用于焊接不锈钢、钛合金等高熔点材料。
(√)2. 等离子弧焊的焊接速度比氩弧焊慢。
(×)3. 等离子弧焊的焊缝宽度比氩弧焊宽。
(×)4. 等离子弧焊的焊缝质量优于氩弧焊。
(√)5. 在等离子弧焊过程中,喷嘴与工件之间的距离对焊接质量有很大影响。
(√)6. 等离子弧焊的电流大小与焊接速度成正比。
(×)7. 等离子弧焊的电极寿命较短,需要经常更换。
(√)8. 等离子弧焊的焊接热量较小,有利于减少焊接变形。
(√)9. 在等离子弧焊中,喷嘴的冷却方式主要有水冷和风冷两种。
(√)10. 等离子弧焊的焊接参数调整主要包括电流、电压、焊接速度和喷嘴距离等。
(√)答案:1.√ 2.× 3.× 4.√ 5.√ 6.× 7.√ 8.√ 9.√ 10.√三、简答题(每题10分,共30分)1. 简述等离子弧焊的特点。
答:等离子弧焊的特点如下:(1)焊接速度快,生产效率高;(2)焊缝质量好,成型美观;(3)焊接热量小,焊接变形小;(4)适用于焊接高熔点、难熔材料;(5)焊接过程中,弧光辐射较强,需采取防护措施。
等离子喷焊等离子喷焊技术是出现的一种进行表面防护与强化的热喷焊技术,它是采用转移型等离子弧为热源,利用压缩等离子弧产生的高温熔化金属粉末,在工件表面形成一层与基体冶金结合的、具有特定性能熔覆层的一种表面加工方法。
一、等离子喷焊的基本原理等离子喷焊电源采用陡降外特性的直流弧焊机作为电源,在喷焊枪钨极与喷嘴之间借助高频火花引燃非转移型等离子弧,在钨极和工件之间借助非转移弧弧焰引燃转移型等离子弧,合金粉末由送粉器按需要量连续供给,借助送粉气流(一般用氩气)进入喷焊枪,并吹入电弧中,喷射到工件上,在工件上获得所需的合金熔敷层。
等离子喷焊包括喷涂和重熔两个过程,这两个过程是同时进行的。
在喷涂过程中,粉末通过弧柱的加热,一般以半熔化状态过渡到工件上。
重熔过程是粉末在工件上的熔化过程,落入熔池的粉末立即进入转移弧的阴极区,受到高温加热而迅速熔化,并将热量传递到母材。
等离子喷焊熔深较浅,使得基材对合金的稀释率低,同氧乙炔火焰喷焊相比,电弧对熔池的搅拌作用较强,熔池的冶金过程进行的比较充分,喷焊层气孔和夹渣少。
二、等离子喷焊的特点与气焊、钨极氩弧焊等传统的焊接方法相比,等离子喷焊有很多优势。
1.等离子喷焊很容易实现自动化,有很强的重复性。
2.等离子喷焊可以精确控制送粉量,与其他传统的焊接方法相比等离子喷焊使用的金属的量较少。
熔敷速度可根据焊枪、金属粉末和应用进行调节。
3.等离子喷焊可以精确控制主要的焊接参数(例如:送粉量、气体流速、电流、电压、热输入),以保证焊层间的一致性。
4.等离子喷焊可以涂覆某种特定性能合金的熔敷金属,熔敷金属密度高,变形小,夹杂、氧化物、裂纹少。
5.等离子喷焊熔敷金属成形好,显著减少了传统焊接方法送粉量。
与激光堆焊相比,等离子喷焊生产效率高、熔敷效率高、成本低。
6.等离子喷焊熔敷金属的厚度可以达到1.2-2.5mm,甚至更高,以1kg/h-13kg/h 的熔敷速度一次熔透。
三、等离子喷焊设备基本组成1.焊接电源:包括直流弧焊机、电流调节器。
平板密封面等离子喷焊技术方案一、技术方案1、控制平板阀密封面形状基本为圆弧组合。
大型阀板喷焊前需要预热,喷焊过程还需要外部辅助加热,移动不便,需要焊枪运动喷焊出所需形状.因此,运动系统需具备平面复杂轨迹运动控制功能。
控制内部需要增加运动控制系统,和原有的焊接参数控制系统共同完成平面复杂轨迹的喷焊。
运动控制系统预计采用专用的四轴联动焊接数控系统,分别控制焊枪的X 轴、Y轴、摆动器回转及工件的回转。
当焊枪移动方向变化时,摆动器会随焊枪移动方向回转相应角度,使焊道宽度保持不变。
四个控制轴的移动速度和距离可以单独编程,其编程方法和标准数控系统相似.焊接控制系统采用成熟的可编程控制器,完成喷焊参数的分段编程控制及储存。
焊接控制系统可以在一个工艺菜单中单独设置多段不同的工艺参数,分别控制每一段的焊接电流、摆动宽度、送粉量,可以一次喷焊出多种不同尺寸的焊道.工作时,焊接控制系统会根据运动控制系统传输的段数编号,执行预先设定好的喷焊参数。
2、电源抗网路电压波动能力强,焊接电流输出稳定,焊前可精确预置电流,每次起弧电流波动不高于5%.3、精度考虑到多道焊道搭接,搭接处的停留时间需要精确控制,摆动宽度、摆动速度、边缘停留时间可以在范围上精确设定。
4、送粉送粉送粉均匀,重复误差不高于10%.工作稳定,粉桶容量为5公斤以上,可以连续完成阀板喷焊而不用中间加粉。
送粉器具有快速换粉及无粉报警功能.5、喷焊枪管路顶端装有水冷套,防止长时间工作后铜管温度上升损坏塑料管线。
枪夹板位于焊枪焊枪上部,防止工作过程中受热变形,焊枪下压盖和保护气罩采用水冷结构,以提高预热环境下使用的工作稳定性及使用寿命。
6、水冷机为保证焊枪长时间大电流稳定工作,焊枪配备一台制冷循环水箱,提供压力及温度稳定的冷却水,提高焊枪工作的稳定性。
7、焊接操作机为保证顺利喷焊813x300尺寸的阀板,预计采用三轴数控操作机.操作机采用立臂-横臂结构,立臂可前后移动,横臂可在立臂上上下升降。
学习任务八等离子喷焊
学习目标及技能要求
1.了解等离子喷焊的原理与设备。
2.掌握等离子喷焊的操作方法。
建议学时:
30学时
工作情景描述:
等离子喷焊可以根据零件、设备不同的使用要求采用相应的粉末,等离子喷焊常用粉末有铁基合金、镍基合金、铜基合金、钴基合金、金属陶瓷及其复合合金等。
目前,等离子喷焊已广泛应用于矿山机械、阀门、碾压机、锻造模具、农业设备、核电站设备等机械设备的制造。
等离子弧喷焊技术也可用于制备性能优良的复合材料。
通过改变金属粉末的不同配比,使复合材料层与层之间的成分达到连续变化,同时通过调节射流的速度和温度等工艺参数,使组织具有一定程度的变化,以制备性能优越的梯度功能复合材料,对生产和科研工作都具有积极意义。
工作流程:
本项目以φ50mm圆钢为例,用LS-PTA-DGN300等离子堆焊机进行铁基粉末的等离子喷焊。
在工作过程中,严格按照“7S”的工作要求进行加工生产。
一、任务导入
轧辊在实际生产中容易出现硬度不高,易磨损等情况,针对此种情况,采用等离子喷焊技术可以降低生产成本。
二、任务分析
本项目以φ50mm圆钢为例,用LS-PTA-DGN300等离子堆焊机进行铁基粉末的等离子喷焊。
在喷焊过程中,注意喷焊层之间的搭接量和喷焊的厚度。
三、任务准备
(一)知识准备
1.等离子喷焊原理与特点
等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。
等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
等离子粉末堆焊具有较高的生产率,美观的成型以及堆焊过程易于实现机械化及自动化。
技术特点:
(1)等离子堆焊合金层与工件基体呈冶金结合,结合强度高;
(2)等离子堆焊速度快,低稀释率;
(3)堆焊层组织致密,成型美观;
(4)可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行等离子堆焊;(5)堆焊过程易实现机械化、自动化;
(6)与其他等离子喷焊相比设备构造简单,节能易操作,维修维护容易应用范围:等离子弧堆焊可广泛的用于石油、化工、工程机械、矿山机械等行业,如各类阀门密封面(常规的闸阀、截止阀、止回阀、安全阀等)的耐磨堆焊,以及石油钻杆、轴承、轴、乳辊、截齿的磨损后的修复等,其应用前景非常广阔材料主要有:镍基、钴基、铁基合金、碳化钨、高耐腐蚀合金材料等,硬度由HRC15-65度可随机调配。
2.操作原理
(1)等离子气与保护气
LS-PTA-DGN300的等离子气和保护气流的速率是通过控制面板上的流量计来控制的。
每种气体的流量由前面板上的气体流量计指示,气体的电磁阀安装在主机的内部,用以开启与关闭气体。
(2)维弧
维弧属于非转移型等离子弧,产生于喷嘴和电极之间,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子弧焰,在工作中起补充加热和稳定电弧作用。
维弧的引弧方式有高频引弧和接触引弧两种。
高频引弧是在喷嘴和电极之间产生瞬间高频,击穿空气,引燃维弧。
接触引弧是通过移动电极瞬间接触喷嘴或利用另一导体瞬间接通电极和喷嘴。
当高频或接触切离,维弧电路随即接通。
(3)主弧
主弧属于转移型等离子弧,产生于电极和工件之间,用于堆焊。
主弧电流(即:堆焊电流)由堆焊电源的电流调节旋钮控制。
(4)冷却水
冷却水在水泵的作用下,从循环冷却水箱的出水口流出,通过负堆焊枪导线到堆焊枪头部并经正焊枪导线返回,起冷却堆焊枪喷嘴和枪体的作用。
如果当冷却剂压力太低时,堆焊机不能工作。
(5)堆焊电源
电源提供堆焊电流,负输出端与堆焊枪的电极通过液态冷却导线连接,其正输出端与工件通过工件电缆连接。
(6)循环冷却
循环冷却水箱主要用于堆焊枪的冷却。
冷却剂从循环冷却水箱中通过堆焊枪导线到堆焊枪,再返回到循环器。
冷却剂应使用专用冷却剂、高纯水或中性水。
(二)实施准备
1.材料准备
LS-PTA-DGN300 系统、φ50mm圆钢。
2.操作过程
(1)开机准备
通电之前根据堆焊规范连接好堆焊回路,检査供气、供水装置。
检査堆焊枪各零件是否装配合适,特别要检査钨极和喷嘴的烧损情况,以及钨极和喷嘴之间的距离(即钨极内缩量)。
确认无误后,打开气瓶,打开冷却水箱,接通堆焊机电源。
(2)气体预置
按下堆焊机正面板右上部的离子气预调和保护气预调按钮,此时气体电磁阀打开,开始供气,调节面板上的气体流量计,根据堆焊工艺,设置离子气和保护气流量。
气体预置的主要作用有两个:检査气体通路,预调气流量;排出枪内残留空气,防止引弧时电极被氧化。
(3)引燃维弧
一般采用高频引弧。
通过维弧电流调节旋钮调节合适的维弧电流,把起弧方式切换开关打到“高频”,按下维弧开关到“开”,此时钨极跟喷嘴之间会产生瞬间高频,击穿两者之间的空气,引燃维弧。
注意:长时间的高频容易损坏堆焊机,如果按下开关3秒内没有正常起弧,则应先按下维弧开关到“关”停几秒钟后,再重新引弧。
如果多次试图引弧没有成功,则应根据关于不起弧的解决方法,做相应的调整。
(4)开启主弧
a.如使用外接式堆焊开关,开启主弧时按下外接式堆焊开关。
注意:此时务必把堆焊机面板上主弧开关打到“关”,否则外接式堆焊开关不起作用。
b.不使用外接式堆焊机开关,开启主弧时把面板上主弧开关打到“开”。
根据堆焊工艺要求,调节主弧电流至合适值。
调整堆焊枪和工件间的距离到合适的起弧距离,一般为3MM-10MM。
(5)堆焊过程
堆焊过程利用主弧加热和熔化工件,实施堆焊。
注意:堆焊过程中喷嘴不能接触工件,否则会烧坏喷嘴。
(6)关闭主弧
堆焊过程结束时,按下堆焊开关或把面板上主弧开关打至“关”,关闭主弧。
(7)关闭维弧
全部堆焊工作结束后,将维弧开关打到关。
(8)关闭主弧电源将主弧开关打到关。
断开堆焊机输入电源,关闭循环冷却水箱,关闭气瓶。
(9)清理现场
整理保管好堆焊枪等附件,清理作业现场。
(10)常见操作问题
四、任务实施
1.闭合配电箱按钮,接通电源;把焊机电源置于“开”的位置。
2.操作焊机时,必须使用规定的防护工具。
如_________________________________。
3.请勿_________________________________,否则会引起爆炸。
4.不要用________________________,防止触电。
5.焊机出现异响异味应________________________,确认无误后,再使用。
6.焊接完毕,关闭_____________________;断开______________________。
7.清理卫生,整理物品,经允许方可离开。
五、任务考核与评价
项目一:学习过程评价表(40分)。