磨齿的齿厚加工余量(磨前滚齿)
- 格式:xls
- 大小:13.50 KB
- 文档页数:1
1本标准适用于本公司所有产品的精加工,包括外协零件。
2引用标准GB1800-1804-80 公差与配合GB4863—85 机械制造工艺基本术语3机械加工余量的定义加工余量:为保证零件规定的质量,在加工过程中从其表面上切除的金属层。
中间余量:为完成某一工艺、工步,工艺切除的金属层。
总余量:为完成全部工艺、工步,从毛坯到制成零件全部工序需要切除的金属层。
4加工余量的计算4.1采用极值法计算余量的定义4.1.1外表面最小加工余量外表面最小加工余量是被加工零件相邻两工步的前工步的最小极限尺寸与后工步的最大极限尺寸之差。
4.1.2内表面最小加工余量内表面最小加工余量是被加工零件相邻两工步的后工步的最小极限尺寸与前工步的最大极限尺寸之差。
4.1.3外表面最大加工余量外表面最大加工余量是被加工零件相邻两工步的前工步的最大极限尺寸与后工步的最小极限尺寸之差。
4.1.4内表面最大加工余量内表面最大加工余量是被加工零件相邻两工步的后工步的最大极限尺寸与前工步的最小极限尺寸之差。
(上述定义,对外圆和内孔来说,是双面余量)4.2 极值法余量计算公式4.2.1最小余量的计算公式:对于外表面加工:Z bmin=a amin-a bmax对外圆加工:2Z bmin=d amin-d bmax对于内表面加工:Z bmin=a bmin-a amax对于内孔加工:2Z bmin=d bmin-d amaxZ bmin——本工序单面最小余量。
2Z bmin——本工序双面直径最小余量。
a amin、d amin、a amax、d amax——前一工步最小和最大极限尺寸。
a bmin、d bmin、a bmax、d bmax——本工步(加工后)最小和最大极限尺寸。
4.2.2最大余量的计算公式:Z bmax=Z bmin+T a+T b2Z bmax=2Z bmin +T da+T db式中:T a、T da——上工序的尺寸公差、直径公差。

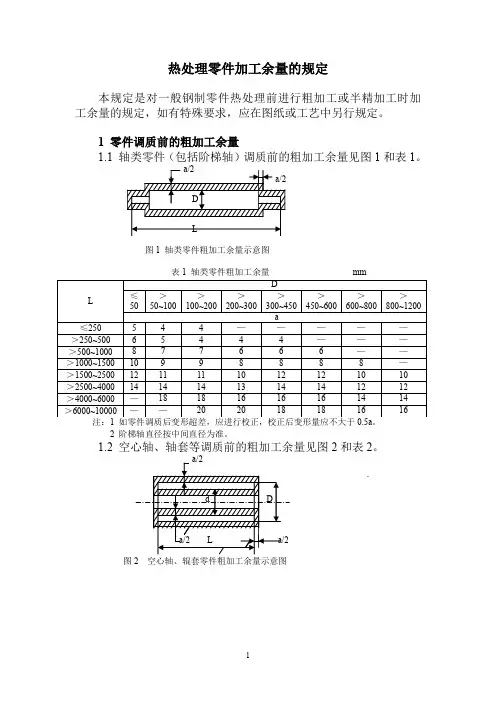
热处理零件加工余量的规定本规定是对一般钢制零件热处理前进行粗加工或半精加工时加工余量的规定,如有特殊要求,应在图纸或工艺中另行规定。
1 零件调质前的粗加工余量1.1 轴类零件(包括阶梯轴)调质前的粗加工余量见图1和表1。
a/2a/2DL图1 轴类零件粗加工余量示意图表1 轴类零件粗加工余量 mm注:1 如零件调质后变形超差,应进行校正,校正后变形量应不大于0.5a 。
2 阶梯轴直径按中间直径为准。
1.2 空心轴、轴套等调质前的粗加工余量见图2和表2。
a/2d Da/2 L a/2图2 空心轴、辊套零件粗加工余量示意图LD≤50 >50~100 >100~200 >200~300 >300~450 >450~600 >600~800 >800~1200a≤250 5 4 4 — — — — — >250~500 6 5 4 4 4 — — — >500~1000 8 7 7 6 6 6 — —>1000~1500 10 9 9 8 8 8 8 — >1500~2500 1211 11 10 12 12 10 10 >2500~4000 1414 14 13 14 14 12 12 >4000~6000 —18 18 16 16 16 14 14 >6000~10000 — —20 20 18 18 16 16表2 空心轴、辊套零件粗加工余量mm长度L壁厚(D-d)/2≤30 >30~50 >50~80 >80~160 >160~250 >250~350a≤500 12 10 9 8 7 —>500~1000 13 12 11 10 9 8>1000~1500 14 13 12 11 10 9>1500~2000 15 14 13 12 11 9>2000~2500 16 15 14 13 12 10>2500~3000 17 16 15 14 13 11>3000~3500 18 17 15 14 14 12 注:本表适用于长度L≥直径D和直径D<1000mm的零件;当直径D≥1000mm时,a值增加4mm。
加工余量的计算公式
加工余量是指在加工零件时,设计师预留的用于加工的额外尺寸。
加工余量的目的是确保零件在经过加工后,能够符合设计要求的尺寸和精度。
以下是加工余量的计算公式:
1. 外圆加工余量的计算公式:
外圆加工余量= 零件设计要求直径- 刀具直径
其中,刀具直径为加工外圆所使用的切削刀具的直径,一般对于精度要求较高的零件,需要选用精密的切削刀具,因此刀具直径需要测定或查阅相关资料得到。
2. 内圆加工余量的计算公式:
内圆加工余量= 外径- 刀具直径
其中,外径为内径加上两倍的板厚,是内圆加工的最外侧直径。
3. 面加工余量的计算公式:
面加工余量= 设计要求面的尺寸- 刀具直径
其中,面的尺寸是指设计要求的面的长度或宽度。
需要注意的是,在进行加工余量的计算时,需要考虑到加工材料的特性、切削刀具的类型和精度、零件的尺寸和形状等多种因素,以确保加工余量的计算准确无误。
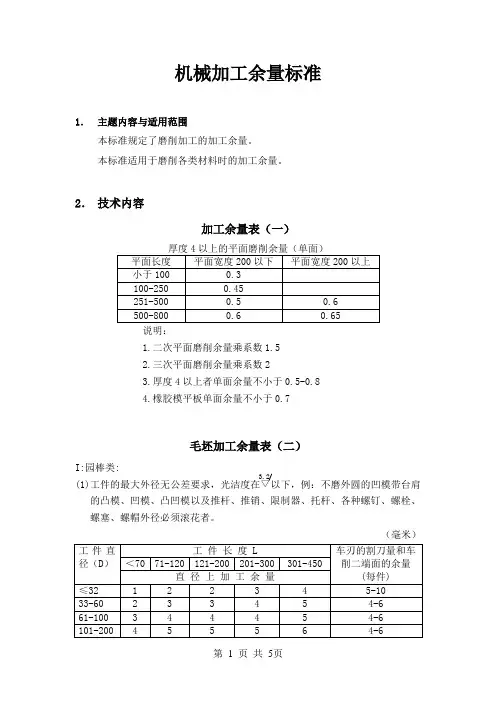
机械加工余量标准1. 主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容加工余量表(一)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)例如:固定板、退料板等。
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
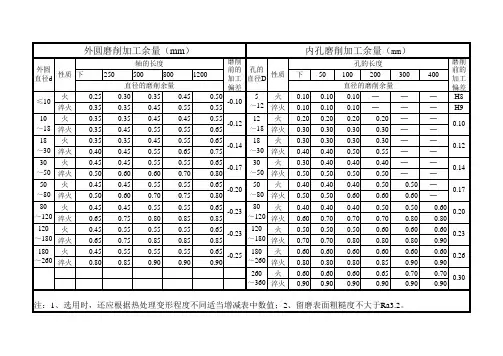
平面、端面磨削加工余量表(五)一、平面二、端面注:20-40% 如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限 φ50-φ100,壁厚20以下者,或长度为200-500者,用上限 φ100以上者,壁厚30以下者,或长度为300-600者,用上限 1.3 0.5φ6以下小孔研磨量表(七)注:本表只适用于淬火件当长度e 小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
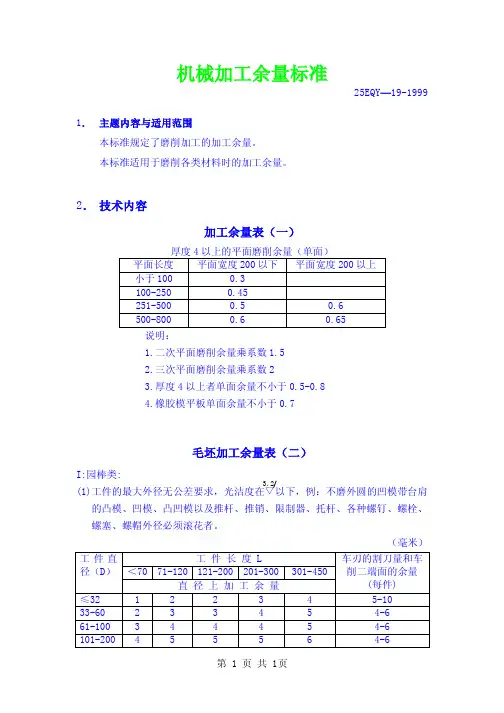
机械加工余量标准25EQY —19-19991. 主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)平面长度 平面宽度200以下 平面宽度200以上 小于100 0.3 100-250 0.45 251-500 0.5 0.6 500-800 0.6 0.65 说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)工 件 长 度 L <70 71-120 121-200 201-300 301-450 工件直径(D ) 直 径 上 加 工 余 量车刃的割刀量和车削二端面的余量(每件) ≤32 1 2 2 3 4 5-10 33-60 2 3 3 4 5 4-6 61-100 3 4 4 4 5 4-6 101-200 4 5 5 5 6 4-6当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)工件的最大外径有公差配合如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)工 件 长 度 L <50 51-80 81-150 151-250 251-420 工件直径(D ) 直 径 上 加 工 余 量车刃的割刀量和车削二端面的余量(每件) ≤15 3 3 4 4 5 5-10 16-32 3 4 4 5 6 5-10 33-60 4 4 5 6 6 5-8 61-100 5 5 5 6 7 5-8 101-200 6 6 6 7 7 5-8 当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不(1)不淬火钢表面粗糙配合要求者,例如:固定板、退料板等。
选择加工余量的主要条件机械加工余量的大小等于每个中间加工余量总和。
选择加工余量应根据下列主要条件:1、应采用最小的加工余量以求缩短加工时间并降低零件的制造费用。
2、应有充分的加工余量,特别是最后工序加工余量应能保证得到图纸上所规定的表面光洁度及精度。
3、决定加工余量时应考虑到零件热处理时引起的变形,否则可能产生废品。
4、决定加工余量时应考虑到所采用的加工方法和设备以及加工过程中零件可能发生的变形。
5、决定加工余量时应考虑被加工零件的大小。
零件愈大则加工余量也愈大,因为零件尺寸增大后由切削力、内应力等引起变形的可能性也增加了。
选择各中间工序公差时应根据下列主要条件:1、公差不应超出经济的加工精度范围。
2、选择公差时应考虑到加工余量的大小,因为公差的界限决定加工余量的最大尺寸与最小尺寸。
3、选择公差应根据零件的最后精度。
材料的切断余量注:1、切下一段只有一件零件时,毛坯长度L=e+K K=2n+B n=(K-B)/22、切下一段有几个零件时,毛坯长度为L1=c(e+K)-B式中:c__切下一段的零件数3、六角车床上切下一段有几个零件时毛坯长度为L2=c(e+K)-B+a式中:a————夹紧料头长度4、资料来源:〈〈机械制造工艺师手册〉〉P104上册轴的加工方法、轴的长度计算轴的加工方法:轴的长度计算(确定精车及磨削加工余量)注:1、本表适用于单位或小批生产。
2、轴长“L”的计算方法见页“轴的长度计算”3、此表亦适用于楔条类零件(厚度留量)4、参考资料《金属机械加工工艺人员手册》P523-524磨端面的加工余量注:加工有台肩的轴时,每个台肩的加工余量应根据该台肩直径d及零件的全长L分别选用。
切除渗碳层的加工余量在自动车床、六角车床、车床或另一些机床上加工孔(孔长是直径的3倍)注:(1)用定心钻钻孔仅是用于车床,六角车床及自动车床上。
(2)当孔径≤30mm直径余量≤4mm和孔径>30-80mm直径余量≤6mm时采用一次扩孔或一次镗孔。
齿轮磨前滚刀齿形参数优化设计裴帮;刘树杰;关鹤;李耀【摘要】根据齿轮共轭原理建立磨前滚刀加工齿轮的数学模型,利用数值分析得出齿轮齿廓曲线,并通过计算机模拟得出齿轮的实体模型,并进行相应的应力分析,对磨前滚刀的齿形参数进行优化.【期刊名称】《机械工程师》【年(卷),期】2016(000)008【总页数】3页(P7-9)【关键词】磨前滚刀;齿形参数;共轭法;优化设计【作者】裴帮;刘树杰;关鹤;李耀【作者单位】郑州机械研究所,郑州450001;鹤壁汽车工程职业学院,河南鹤壁458030;郑州机械研究所,郑州450001;郑州机械研究所,郑州450001【正文语种】中文【中图分类】TH132.4;TG721齿轮传动是机械传动中应用最广的一种传动形式。
它的传动比较准确、效率高、结构紧凑、工作可靠、寿命长。
随着新装备、新工艺的出现,弯曲和接触强度极佳的硬齿面齿轮得到日益广泛的应用。
高精度硬齿面渐开线齿轮采用滚齿+热处理+磨齿工艺,为保证齿轮齿面具有良好的接触性能,同时不影响弯曲性能,磨齿时应避免齿根磨削,这就要求齿轮在滚齿时有一定的沉切量,为此在滚齿时采用具有留磨量和凸起量的磨前滚刀。
当前磨前滚刀设计人员普遍面临着一个问题,如何设计齿轮沉切量的大小,过大会削弱齿轮的抗弯强度,过小会出现磨削台阶。
本文根据滚齿加工原理,以啮合原理为理论基础,借助数值分析方法计算出齿轮的齿形,并通过计算机模拟方法,得出齿轮齿廓,由此建立齿轮的实体模型,对不同参数滚刀加工的齿轮进行应力分析,实现对磨前滚刀齿形的优化。
滚齿是加工圆柱齿轮最常用的方法,相当于一对相错轴斜齿圆柱齿轮的空间啮合,按照共轭原理来完成渐开线齿轮齿廓的加工,如图1所示。
滚刀法向齿形为一齿条,滚刀加工齿轮过程,相当于齿条与齿轮的啮合过程,利用齿廓法线法由滚刀齿形可以得出被加工齿轮的齿廓。
如图2所示,齿轮中心是O2,节圆半径为r2,节点为P。
以P为原点建立与空间固定的坐标系(P-x,y),y轴与O2P方向一致,x轴则与它垂直,即与齿条节线重合。
研磨加工过程的一般计算1.M值的计算:(1)已知三角形刀片的IC值和r值,求刀片的M值。
OA=IC/2 OB=IC/(2*COS30)=ICO’B=r/cos30=2r O’C=rAB=OA+OB=IC/2+IC=1.5ICBC=O’B- O’C=rM=AC=AB-BC=1.5IC-r(2示图二OC=√2/2*IC OA=IC/2O`C=√2*r BC=(√2-1)*rM=AB=OC-OA-BCM=(√2-1)*(IC/2-r)(3) 已知四边形刀片的IC值,刀片的刃长DE=a,主偏角为X,求其刃DE的M值。
DE=a DF=SinX*aBF=IC/2 BD=BF-DF=IC/2-SinX*aAB=CtgX*BD=CtgX*(IC/2-SinX*a)OC=AO*SinX=(AB+BO)*SinXOC=[CtgX*(IC/2-SinX*a)+IC/2]*SinXM=CG=OC-IC/2M=[CtgX*(IC/2-SinX*a)+IC/2]*SinX-IC/22.加工余量的计算加工余量就是刀片在加工过程中,毛坯尺寸与成品尺寸之差。
(1)如下图,加工刀片的端面的余量计算,已知刀片毛坯厚度T1,IC值为a; 成品厚度T2,IC值为b,后角均为X,该刀片只需进行断面加工;求该刀片上下端面的加工余量。
TH1=(a-b)/2/tgx TH2=T1-T2-TH1TH2=T1-T2-(a-b)/2/tgx通过以上的计算,即可确定刀片经双端面加工时,上下面的去除量。
(2)已知一圆刀片的IC1值,后角X1,负倒棱的角度X2以及负倒棱的宽度a,求该刀片在负倒棱之前的IC2值,即负倒棱之前磨周边时应磨到什么尺寸。
示图五BD=BC*tgx2=a*tgx2AB=BD*tgx1=a*tgx2*tgx1IC2=IC1+2*AB=IC1+2*a*tgx1*tgx23.周边磨床编程时的距离计算如下面长方形的刀片,刀片的夹紧、转位位置在刀片的几何中心O,已知刀片的IC 值和长边a,小面位置角X和它的M值,求小面到转位中心的距离OB的长。
机械加工磨削余量标准1.主题内容与适用范围用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)平面长度平面宽度200以下平面宽度200以上小于1000.3100-2500.45251-5000.50.6500-8000.60.65说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)I:园棒类:(1)的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)工 件 长 度 L <7071-120121-200201-300301-450工件直径(D )直 径 上 加 工 余 量车刃的割刀量和车削二端面的余量(每件)≤32122345-1033-60233454-661-100344454-6101-200455564-6当D <36时并不适应于调头夹加工,在加工单个工件时,应在L 上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)工 件 长 度 L<5051-8081-150151-250251-420工件直径(D )直 径 上 加 工 余 量车刃的割刀量和车削二端面的余量(每件)≤15334455-1016-32344565-1033-60445665-861-100555675-8101-200666775-8当D <36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)(1)以下无公差配合要求者,例如:固定板、退料板等。
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
工 件 长 度 L≤100101-250251-320321-450451-600601-800长度上加工余量2e5667810工件直径(D )工件截面上加工余量(2a=2b )≤1044556611-2544556626-5045567751-100556777101-200557788201-300677889301-450778899451-60088991010平面、端面磨削加工余量表(五)一、平面平面每面磨量工件长度L宽度厚度<100101-250251-400404-630<180.30.419-300.30.40.4531-500.40.40.450.5<200>500.40.40.450.5<180.30.419-300.350.40.4531-500.400.40.450.55>200>500.400.450.450.60二、端面端面每面磨量工 件 长 度 L D<1819-5051-120121-260261-500>500<180.20.30.30.350.350.519-500.30.30.350.350.400.551-1200.30.350.350.400.400.55121-2600.30.350.400.400.450.55261-5000.350.400.450.450.500.60>5000.40.400.500.500.600.70注:20-40%如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)35、45、50号钢T8、T10A 钢Cr12MoV 合金钢工件直径mm 外元留量内孔留量外元留量内孔留量外元留量内孔留量6-100.25-0.500.30-0.350.35-0.600.25-0.300.30-0.450.20-0.3011-200.30-0.550.40-0.450.40-0.650.35-0.400.35-0.500.30-0.3521-300.30-0.550.50-0.600.45-0.700.35-0.450.40-0.500.30-0.4031-500.30-0.550.60-0.700.55-0.750.45-0.600.50-0.600.40-0.5051-800.35-0.600.80-0.900.65-0.850.50-0.650.60-0.700.45-0.5581-1200.35-0.80 1.00-1.200.70-0.900.55-0.750.65-0.800.50-0.65121-1800.50-0.90 1.20-1.400.75-0.950.60-0.800.70-0.850.55-0.70181-2600.60-1.001.40-1.600.80-1.000.65-0.850.75-0.900.60-0.75注:φ50以下,壁厚10以上者,或长度为100-300者,用上限φ50-φ100,壁厚20以下者,或长度为200-500者,用上限φ100以上者,壁厚30以下者,或长度为300-600者,用上限1.30.5φ6以下小孔研磨量表(七)材料直径上留研磨量(毫米)钢450.05-0.06T10A 0.015-0.025Cr12MoV0.01-0.02注:本表只适用于淬火件当长度e 小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)衬 套导 柱衬套内径与导柱外径外元留量内元留量外元留量25-320.7-0.80.4-0.50.5-0.6540-500.8-0.90.5-0.650.6-0.7560-800.8-0.90.6-0.750.7-0.90100-1200.9-1.00.7-0.850.9-1.05镗孔加工余量表(九)材 料轻合金巴氏合金青铜及铸铁钢件加 工性 质粗加工精加工粗加工精加工粗加工精加工粗加工精加工加工孔的直径(mm)直 径 余 量(mm)细镗前加工精度为4级≤300.20.10.30.10.20.10.20.10.04531-500.30.10.40.10.30.10.20.10.0551-800.40.10.50.10.30.10.20.10.0681-1200.40.10.50.10.30.10.30.10.07121-1800.50.10.60.20.40.10.30.10.08181-2600.50.10.60.20.40.10.30.10.09261-360 0.50.10.60.20.40.10.30.10.1附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。