来保利管道电子束辐射交联聚乙烯管PEXc管生产流程讲课讲稿
- 格式:doc
- 大小:59.00 KB
- 文档页数:5
过氧化物交联聚乙烯管材(PE –X a ) 与硅烷交联聚乙烯管材(PE –X b )简介一、 交联聚乙烯管材(PE –X )近年来PE –X 管材在建筑工程中被广泛应用,主要应用于冷热水的上水管和低温热水地板辐射采暖系统用管,机械性能高,使用寿命长。
那么什么是交联聚乙烯管材呢?众所周知,聚乙烯塑料在工农业及日常生活中应用十分普遍,但耐热性、机械强度、耐老化性等较低,从而限制了聚乙烯塑料在许多领域中的应用,为了提高其性能将聚乙烯交联是最好的方法。
所谓交联即是通过化学物质或高能射线将线型或轻度支链型的高分子转化为网状的分子结构,在分子间架起化学键。
经交联的聚乙烯不仅提高了耐热性、耐磨性、机械强度,而且提高了耐环境应力开裂性和抗蠕变性等,增加了使用寿命。
采用交联聚乙烯工艺制造的管材为交联聚乙烯管材(PE –X )。
二、 PE –X 管材的生产方法目前工业化常用的聚乙烯交联方法有两种,即辐射交联和化学交联,PE –X 管材的生产为化学交联法,在化学交联中又分为过氧化物交联和硅烷交联,在硅烷交联中又有一步法和两步法两种。
三、 过氧化物交联聚乙烯管材(PE –Xa )以高密度聚乙烯为主要原材料,以有机过氧物为交联剂采用柱塞式挤出机挤出交联成型管材,其成型原理如下:有机过氧化物在热的作用下,分解生成活性游离基,这些游离基使聚乙烯碳链上生成活性点,产生碳―碳交联,形成网状结构。
化学反应式:1、过氧化物受热分解成游离基。
•→RO 2ROOR2、引发聚乙烯的脱氢反应~2CH ―2CH ~ + →•RO ~2CH ―H C •~ + ROH 3、碳―碳交联,形成网状结构。
2~2CH ―H C •~ → ~ 2CH ― CH ~ ∣ ~ 2CH ― CH ~过氧化物交联聚乙烯管材生产设备投资较少,生产速度较慢,生产的管材比较柔软。
四、 硅烷交联聚乙烯管材(PE –X b )PE –X b 管材的生产是以高密聚乙烯为主要原材料,以乙烯基硅烷为交联剂,配合引发剂和催化剂等,经挤出机制成硅烷接枝的聚乙烯管材,然后在热水或蒸汽中进行水解交联,使分子结构形成三维网状结构。
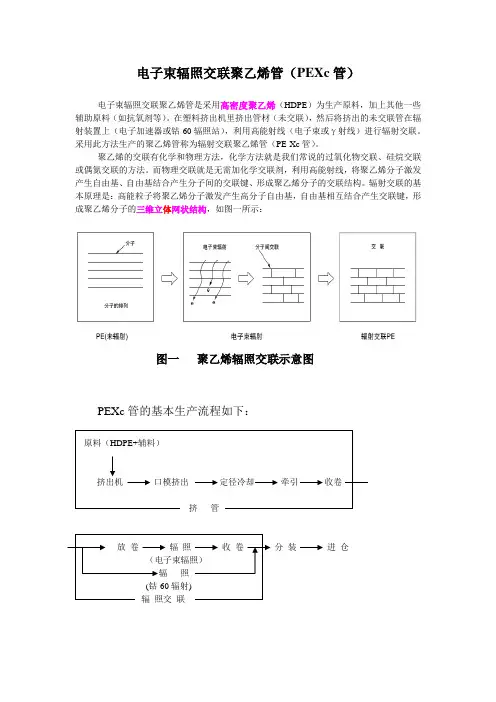
电子束辐照交联聚乙烯管(PEXc管)电子束辐照交联聚乙烯管是采用高密度聚乙烯(HDPE)为生产原料,加上其他一些辅助原料(如抗氧剂等)。
在塑料挤出机里挤出管材(未交联),然后将挤出的未交联管在辐射装置上(电子加速器或钴-60辐照站),利用高能射线(电子束或γ射线)进行辐射交联。
采用此方法生产的聚乙烯管称为辐射交联聚乙烯管(PE-Xc管)。
聚乙烯的交联有化学和物理方法,化学方法就是我们常说的过氧化物交联、硅烷交联或偶氮交联的方法。
而物理交联就是无需加化学交联剂,利用高能射线,将聚乙烯分子激发产生自由基、自由基结合产生分子间的交联键、形成聚乙烯分子的交联结构。
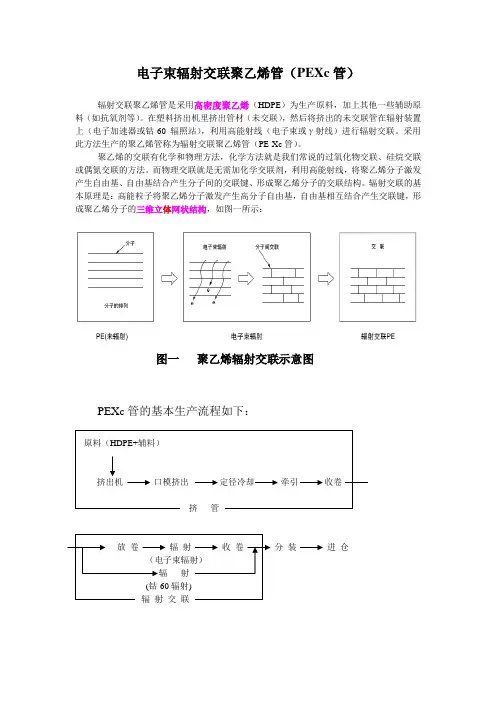
辐射交联的基本原理是:高能粒子将聚乙烯分子激发产生高分子自由基,自由基相互结合产生交联键,形成聚乙烯分子的三维立体网状结构,如图一所示:图一聚乙烯辐照交联示意图PEXc管的基本生产流程如下:原料(HDPE+辅料)挤出机口模挤出定径冷却牵引收卷挤管放卷辐照收卷分装进仓(电子束辐照)辐照(钴-60辐射)辐照交联原料采用可辐照交联的高密度聚乙烯(HDPE)原料,要求分子量较大、强度高,符合有关交联聚乙烯管的国家标准的原料;挤管采用通用的非交联聚乙烯管挤出设备。
要求挤出的管材尺寸稳定、壁厚均匀,表面光洁度高、无晶点、针孔、凹痕等疵点,收卷时管的园度要好。
辐射一般采用能产生电子束的电子加速器或能产生γ射线的钴-60射线源。
电子加速器的功率大,生产效率高,但电子束穿透力弱,易辐射薄壁制品;γ射线能量高,穿透力强,能穿透厚壁制品,但功率小,生产效率低。
辐射交联时,PEXc管的交联度要达到国家标准所要求的60%以上,需要60~150kGy的辐射剂量,所需的具体辐射剂量视原材料及管材管径、壁厚而定;辐射的能量视产品的尺寸来确定。
用于聚乙烯交联的电子加速器的能量一般较小。
图二是电子加速器辐射装置。
图二电子加速器辐照示意图电子束辐照交联聚乙烯管的生产具有以下几个特点:1.辐照交联不需要化学交联剂,因而产品的化学纯净性高,卫生性能好;2.PEXc管是采用后交联工艺,挤出是采用通用挤出设备,管的外观质量更易控制;3.辐照交联过程是固态交联,也可以说是后交联工艺。
pe管生产工艺流程PE管生产工艺流程。
PE管是一种常见的塑料管材,具有良好的耐腐蚀性、耐磨性和抗冲击性,广泛应用于城市供水、燃气输送、排水系统等领域。
下面将介绍PE管的生产工艺流程。
首先,PE管生产的原料主要是聚乙烯树脂,其主要成分是乙烯单体。
在生产过程中,需要将乙烯单体进行聚合反应,生成聚乙烯树脂。
聚乙烯树脂的质量和性能直接影响到最终PE管的质量,因此在生产过程中需要严格控制聚合反应的条件,确保聚乙烯树脂的质量稳定。
其次,经过聚合反应得到的聚乙烯树脂需要经过挤出成型工艺,将其加工成PE管的母料。
在挤出成型工艺中,首先将聚乙烯树脂加热至一定温度,使其变成熔融状态,然后将熔融的聚乙烯树脂通过挤出机的螺杆进行挤出,形成连续的PE管母料。
在挤出成型的过程中,需要控制挤出机的温度、压力和速度,以确保PE管母料的尺寸和质量符合要求。
接下来,PE管母料需要经过模具挤压成型,形成最终的PE管产品。
在模具挤压成型的过程中,需要根据PE管的规格和要求选择合适的模具,并通过模具挤压机将PE管母料进行成型。
在成型过程中,需要控制模具的温度、压力和速度,以确保PE管的尺寸和壁厚符合标准要求。
最后,PE管成型后需要进行冷却、切割和包装等工艺。
在冷却过程中,需要通过冷却水或空气对PE管进行快速冷却,以固化其形状和结构。
在切割工艺中,需要根据PE管的长度和规格进行切割,以满足不同用户的需求。
最后,对PE管进行包装,以便于运输和使用。
综上所述,PE管的生产工艺流程主要包括原料准备、聚合反应、挤出成型、模具挤压成型、冷却切割和包装等环节。
通过严格控制每个环节的工艺参数和质量要求,可以生产出质量稳定、性能优良的PE管产品,满足不同领域的使用需求。
PE管生产工艺流程的完整性和严谨性直接影响到PE管产品的质量和市场竞争力,因此在生产过程中需要严格执行相关标准和规范,确保PE管产品的质量和性能达到要求。
PE管生产工艺流程的不断优化和改进,将有助于提高PE管产品的质量和生产效率,推动PE管行业的健康发展。
pe管生产操作流程Manufacturing operations for PE pipes involve a series of steps that must be carefully followed to ensure the production process runs smoothly and efficiently. These steps typically include material preparation, extrusion, cooling, cutting, and quality control. Each step plays a critical role in producing high-quality PE pipes that meet industry standards and customer requirements.生产PE管道的操作流程涉及一系列必须仔细遵循的步骤,以确保生产过程顺利高效地运行。
这些步骤通常包括材料准备、挤出、冷却、切割和质量控制。
每一步在生产符合行业标准和客户要求的高质量PE管道中都发挥着至关重要的作用。
Material preparation is the first step in the PE pipe manufacturing process. It involves selecting the appropriate raw materials, such as PE resin, colorant, and additives, and preparing them for the extrusion process. The quality of the raw materials directly impacts the final product's performance and durability, making material preparation a crucial aspect of the production process.材料准备是PE管道生产过程中的第一步。
电子束辐射交联聚乙烯管(PEXc管)辐射交联聚乙烯管是采用高密度聚乙烯(HDPE)为生产原料,加上其他一些辅助原料(如抗氧剂等)。
在塑料挤出机里挤出管材(未交联),然后将挤出的未交联管在辐射装置上(电子加速器或钴-60辐照站),利用高能射线(电子束或γ射线)进行辐射交联。
采用此方法生产的聚乙烯管称为辐射交联聚乙烯管(PE-Xc管)。
聚乙烯的交联有化学和物理方法,化学方法就是我们常说的过氧化物交联、硅烷交联或偶氮交联的方法。
而物理交联就是无需加化学交联剂,利用高能射线,将聚乙烯分子激发产生自由基、自由基结合产生分子间的交联键、形成聚乙烯分子的交联结构。
辐射交联的基本原理是:高能粒子将聚乙烯分子激发产生高分子自由基,自由基相互结合产生交联键,形成聚乙烯分子的三维立体网状结构,如图一所示:图一聚乙烯辐射交联示意图PEXc管的基本生产流程如下:原料(HDPE+辅料)挤出机口模挤出定径冷却牵引收卷挤管放卷辐射收卷分装进仓(电子束辐射)辐射(钴-60辐射)辐射交联原料采用可辐射交联的高密度聚乙烯(HDPE)原料,要求分子量较大、强度高,符合有关交联聚乙烯管的国家标准的原料;挤管采用通用的非交联聚乙烯管挤出设备。
要求挤出的管材尺寸稳定、壁厚均匀,表面光洁度高、无晶点、针孔、凹痕等疵点,收卷时管的园度要好。
辐射一般采用能产生电子束的电子加速器或能产生γ射线的钴-60射线源。
电子加速器的功率大,生产效率高,但电子束穿透力弱,易辐射薄壁制品;γ射线能量高,穿透力强,能穿透厚壁制品,但功率小,生产效率低。
辐射交联时,PEXc管的交联度要达到国家标准所要求的60%以上,需要60~150kGy的辐射剂量,所需的具体辐射剂量视原材料及管材管径、壁厚而定;辐射的能量视产品的尺寸来确定。
用于聚乙烯交联的电子加速器的能量一般在1~5Mev。
图二是电子加速器辐射装置。
图二电子加速器辐射示意图辐射交联聚乙烯管的生产具有以下几个特点:1.辐射交联不需要化学交联剂,因而产品的化学纯净性高,卫生性能好;2.PEXc管是采用后交联工艺,挤出是采用通用挤出设备,管的外观质量更易控制;3.辐射交联过程是固态交联,也可以说是后交联工艺。
来保利管道电子束辐射交联聚乙烯管P E X c 管生产流程
电子束辐照交联聚乙烯管(PEXc管)电子束辐照交联聚乙烯管是采用高密度聚乙烯(HDPE)为生产原料,加上其他一些辅助原料(如抗氧剂等)。
在塑料挤出机里挤出管材(未交联),然后将挤出的未交联管在辐射装置上(电子加速器或钴-60辐照站),利用高能射线(电子束或γ射线)进行辐射交联。
采用此方法生产的聚乙烯管称为辐射交联聚乙烯管(PE-Xc管)。
聚乙烯的交联有化学和物理方法,化学方法就是我们常说的过氧化物交联、硅烷交联或偶氮交联的方法。
而物理交联就是无需加化学交联剂,利用高能射线,将聚乙烯分子激发产生自由基、自由基结合产生分子间的交联键、形成聚乙烯分子的交联结构。
辐射交联的基本原理是:高能粒子将聚乙烯分子激发产生高分子自由基,自由基相互结合产生交联键,形成聚乙烯分子的三维立体网状结构,如图一所示:
图一聚乙烯辐照交联示意图
PEXc管的基本生产流程如下:
原料(HDPE+辅料)
挤出机口模挤出定径冷却牵引收卷
挤管
放卷辐照收卷分装进仓
(电子束辐照)
辐照
(钴-60辐射)
辐照交联
原料采用可辐照交联的高密度聚乙烯(HDPE)原料,要求分子量较大、强度高,符合有关交联聚乙烯管的国家标准的原料;挤管采用通用的非交联聚乙烯管挤出设备。
要求挤出的管材尺寸稳定、壁厚均匀,表面光洁度高、无晶点、针孔、凹痕等疵点,收卷时管的园度要好。
辐射一般采用能产生电子束的电子加速器或能产生γ射线的钴-60射线源。
电子加速器的功率大,生产效率高,但电子束穿透力弱,易辐射薄壁制品;γ射线能量高,穿透力强,能穿透厚壁制品,但功率小,生产效率低。
辐射交联时,PEXc管的交联度要达到国家标准所要求的60%以上,需要60~150kGy的辐射剂量,所需的具体辐射剂量视原材料及管材管径、壁厚而定;辐射的能量视产品的尺寸来确定。
用于聚乙烯交联的电子加速器的能量一般较小。
图二是电子加速器辐射装置。
图二电子加速器辐照示意图
电子束辐照交联聚乙烯管的生产具有以下几个特点:
1.辐照交联不需要化学交联剂,因而产品的化学纯净性高,卫生性能好;
2.PEXc管是采用后交联工艺,挤出是采用通用挤出设备,管的外观质量更易控制;
3.辐照交联过程是固态交联,也可以说是后交联工艺。
辐照交联所要达到的交联度是由辐射剂量来控制。
交联的均匀性是由辐射的均匀性来
决定的,而辐照的均匀性是由计算机来控制,因此它的交联均匀性非
常好;
4.由于辐照交联需要建造较大规模的辐射设施,辐照交联生产线的初期投资比较大,因此,产品的生产成本较高。
PE-Xc管不仅具有其他PEX管所具有的耐热、耐寒、耐化学药品性能,易弯曲、施工方便,使用寿命长(可达50年)等性能优点。
还具有交联度均匀、化学纯净度高、卫生性能好,特别适应于纯净水等高纯净要求的流体输送。
PE-Xc的主要用于(1)地板辐射采暖(2)冷热水系统(3)纯净水输水系统(4)太阳能热水系统(5)各种化学流体的输送。