机械识图和制图知识培训[1]
- 格式:pdf
- 大小:677.40 KB
- 文档页数:59
二.图纸的组成元素
辅助视图
z 剖切面
{ 单一剖切面 { 几个平行的剖切面 { 几个相交的剖切面(交线垂直于某一投影面)
二.图纸的组成元素
辅助视图
z 剖切面 { 单一剖切面可以是平行于某一基本投影面的平面,也可以是不平 行与任何基准面的平面(斜剖切面)。
二.图纸的组成元素
辅助视图
z 剖切面 { 几个平行的剖切面 z 用几个平行的剖切面剖开机件的方法称为阶梯剖。
六.形状与位置公差
z 形位公差的分类、项目及符号
六.形状与位置公差
z 形位公差标注
{ 公差框格
公差框格用细实线画出,可画成水平的或垂直的,框格 高度是图样中尺寸数字高度的两倍,它的长度视需要而 定。框格中的数字、字母、符号与图样中的数字等高。图 给出了形状公差和位置公差的框格形式。用带箭头的指引 线将被测要素与公差框格一端相连。
规定画法和简化画法
z 局部放大图:将部分结构用大于原图形的比例所画出来的图形.
二.图纸的组成元素
规定画法和简化画法
z 断裂的画法:较长的机件沿其长度方向的形状一致或按一定规律变化 时,可断开后缩短绘制。折断线一般用波浪线或双折线(均为细实 线)。
二.图纸的组成元素
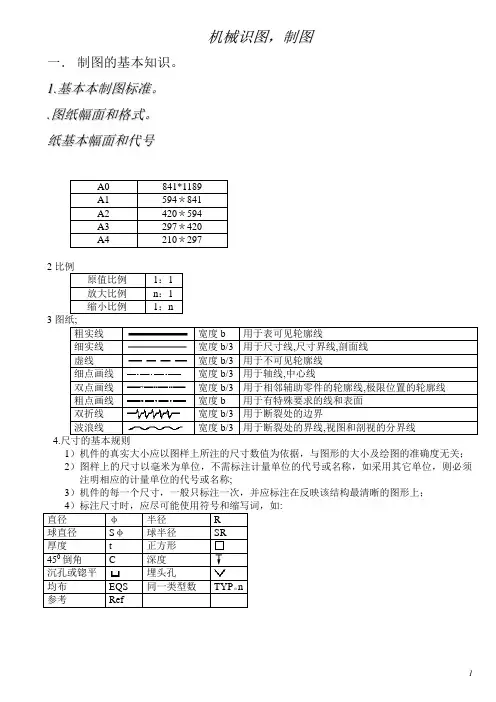
z 2.5. 绘图比例
{手工绘图时跟据零件大小确定绘图比例 {电子图档(除局部放大视图外)按1:1画
二.图纸的组成元素
辅助视图
z 剖切面
{ 几个相交的剖切面(交线垂直于某一投影面) z 两个相交的平面剖切机件,这种方法称为旋转剖。
二.图纸的组成元素
辅助视图
z 断面图/截面图(简称断面/截面):假想剖切面将物体的某处切断,仅画出 该剖切面与物体接触部分的图形。
{ 分为移出断面图和重合断面图
二.图纸的组成元素
二.图纸的组成元素
z 第一视角视图和第三视角视图的视图分布
二.图纸的组成元素
视图 z 基本视图:物体向6个基本投影面投影所得的视图,他们是前视图 (主视图)、左视图、右视图、顶视图、底视图及后视图。
二.图纸的组成元素
视图
z 向视图:是可自由配置的视图,在向视图的上方标注”X”,在相应视图的附近用 箭头指明投射方向,并标明相同的字母。
机械制图基础知识培训
奥雷研发
2007.11.16
一.机械制图概述
z 机械工程图是实物的真实反映 z 机械工程图样的质量,将直接影响产品的 质量和经济性。
二.图纸的组成元素
z 2.1图纸幅面尺寸
{图纸宽度(B)和长度(L)组成的图面称为 图纸幅面。 {图纸基本幅面代号及尺寸:A0(841X1189) A1(594X841) A2(420X594) A3(297X420) A4(210X297)
坐标平面的方向,用平行投影法将其投射在单一投影面 上所得到的图形称为轴测投影。此投影作图较繁,且度 量性差。但因它直观性较好,容易看懂,所以在某些工 程图样和书籍中常作为辅助图样使用。(3D转2D时,在图纸
中加此投影图,方便识图)
二.图纸的组成元素
z标高投影 :在物体的水平投影上,加注某
些特征面、线以及控制点的高程数值和比例 的单面正投影称为标高投影。常用来表示不 规则曲面,如船体、飞行器、汽车曲面以及 地形等。
{ 在装配图中的标注 在装配图中一般标注配合代号或分别标出孔和轴 的极限偏差值,如图所示。
六.形状与位置公差
z 形状和位置公差(简称形位公差)的概念
零件加工时不但尺寸有误差,几何形状和相对位置也会有误 差。为了满足使用要求,零件的几何形状和相对位置由形状公差和 位置公差来保证。 形状公差是指单一要素的形状对其理想要素形状允许的变动全 量。 位置公差是指关联实际要素的位置对其理想要素位置(基准) 的允许变动全量。
z透视投影 :用中心投影法将物体投射在单
一投影面上所得到的图形称为透视投影(透视 图)。透视图与照相机成形原理相似,较接近 视觉映象,所以透视图的直观性较强。但 是,由于透视图度量性差,且作图复杂,所 以,透视图只用于绘画和建筑设计等。
二.图纸的组成元素
z 第一视角视图和第三视角视图
{ 第三角投影法和第一角投影法一样,都是平行正投影法。区别是观测 者、物体、投影面的相对位置不同。
二.图纸的组成元素
视图
z 局部视图:将物体的某一部分向基本投影面投射所得的视图,可按基本 视图的配置形式配置,也可按向视图的配置形式配置。
二.图纸的组成元素
视图
z 斜视图:是物体向不平行于基本投影图的平面投射所得的视图,按向视 图的配置形式配置,也可旋转。
二.图纸的组成元素
辅助视图
剖视图(简称剖视):假想剖切面剖开物体,将处在观察者和剖切面之间的部 分移去, 而将其余部分向投影面投射所得的图形。 { 分为:全剖,半剖,局部剖。
二.图纸的组成元素
z 2.2图框格式及标题栏位置:横向和纵向 z 2.3图幅分区。目的为便于查找复杂图样的细部。 { 分区数目必须是偶数。分区编码,沿上下方向用大写 拉丁字母从上至下顺序编写;沿水平方向用阿拉伯数 字从左至右顺序编写,并在对应边上重复编写一次。 { 当分区代号由拉丁字母和阿拉伯数字组合而成时,应 将字母写在前,数字写在后,例如B6、D2等。
五.尺寸公差与配合
⑥ 尺寸公差带:在公差图中由代表上、下偏差的两条直线限 定的区域。 ⑦ 零线:在公差图中表示基本尺寸或零偏差的一条直线。 ⑧ 标准公差和标准公差等级:国标中规定的,用以确定公差 带大小的任一公差称为标准公差,代号:IT。标准公差等级是确 定尺寸精确程度的等级。标准公差等级分20级,即IT01, IT0, IT1 ……IT7,IT8……IT18 。 ⑨ 基本偏差:基本偏差为用以确定公差带相对于零线位置的 上偏差或下偏差,一般为靠近零线的那个偏差。基本偏差的代号 用拉丁字母表示,大写为孔,小写为轴,各28个。孔的基本偏差 代号为A、B……ZB、ZC;轴的基本偏差代号为a、b……zb、zc。
五.尺寸公差与配合
z 配合基准
国家标准规定了两种基准制:
① 基孔制 基本偏差为一定的孔的公差带,与不同基 本偏差的轴的公差带构成各种配合的一种制度称为基 孔制。这种制度在同一基本尺寸的配合中,是将孔的 公差带位置固定,通过变动轴的公差带位置,得到各 种不同的配合,如图所示。轴的公差等级比孔高一级 基孔制的孔称为基准孔。国标规定基准孔的下偏差为 零,“H”为基准孔的基本偏差。
四.尺寸标注
z 合理的尺寸标注注意事项
{ 必须标出外形尺寸,以便下料 { 功能尺寸必须直接标出 { 标注时要考滤加工和测量方便 { 不要标注封闭尺寸 { 如果标注的图档是由3D转化出来时,要注意单位和比例
五.尺寸公差与配合
z 公差与配合
在成批量生产、装配机器时,要求一批相配合的零件只要按图样加工出 来,不经选择而装配,就能达到设计要求和使用要求。零件间的这种性质称 为互换性。零件具有互换性后,大大简化了零、部件的制造和维修工作,使 产品的生产周期缩短,生产率提高,成本降低。
z 2.6标注
{尺寸标注 {形位公差 {表面粗糙度
二.图纸的组成元素
z 2.7注释及技术要求:
{尺寸标注及公差的补充要求 {生产加工中的注意事项 {表面处理要求 {环保要求 {包装运输要求
三.视图基础知识及注意事项
z零件视图的选择:
{选择视图的原则
(1) 要将零件各部分的结构形状和相互位置表达清楚。 (2) 要便于看图,力求制图简便。
在主视图中还没有表达清楚的部分,要选择其他视 图表示。所选视图应有其重点表达内容,并尽量避免重 复。 注意:各个视图和主视图相对应的线必须对齐
四.尺寸标注
z 尺寸标注的要求
零件图上尺寸是制造零件时加工和检验的依据。因此,零件图上 标注的尺寸除应正确、完整、清晰外,还应尽可能合理,即使所注尺 寸满足设计要求和便于加工测量。 { 尺寸基准 尺寸基准是标注定位尺寸的基准。 尺寸基准一般分为设计基准(设计时用以确定零件结构位置)和 工艺基准(制造时用以定位、加工和检验)。零件上的底面、端 面、对称面、轴线及圆心等都可以作为基准 尺寸基准又分为主要基准和辅助基准。一般在长、宽、高三 个方向各选一个设计基准为主要基准,它们决定零件的主要尺 寸。这些主要尺寸影响零件在机器中的工作性能、装配精度,因 此,主要尺寸要从主要基准直接注出。除主要基准之外的其余的 尺寸基准则为辅助基准,以便于加工和测量。辅助基准都有尺寸 与主要基准相联系。
二.图纸的组成元素
z 2.4视图
{工程上常见的视图:
z多面正投影:物体在互相垂直的两个或多个投射面上
所得到的正投影称为多面正投影图。优点是能反映物体 的实际形状和大小,即度量性好,且作图简便,因此在 工程上被广泛使用,缺点是直观性较差。(通常是三视图)
z轴测投影:将物体连同其直角坐标系,沿不平行于任一
五.尺寸公差与配合
z 配合
配合是指基本尺寸相同的、相互结合的孔和轴公差带之间的关系。 由于孔和轴的实际尺寸不同,装配后可以产生不同的配合形式,分 为以下三种: (1) 间隙配合——孔的公差带在轴的公差带之上,孔与轴装配时,具 有间隙(包括最小间隙为零)的配合。 (2) 过盈配合——孔的公差带在轴的公差带之下,孔与轴装配时,具 有过盈(包括最小过盈为零)的配合。 (3) 过渡配合——孔和轴的公差带相互交叠,任取其中一对孔和轴相 配合,可能具有间隙,也可能具有过盈的配合。
孔公差带H
基本尺寸
+ 0 间隙配合 过渡配合 过盈配合
五.尺寸公差与配合
z 基轴制
基本偏差为一定的轴的公差带与不同基本偏差的 孔的公差带构成各种配合的一种制度称为基轴制。 这种制度在同一基本尺寸的配合中,是将轴的公差 带位置固定,通过变动孔的公差带位置,得到各种 不同的配合,如图所示。 基轴制的轴称为基准轴。国家标准规定基准轴的上 偏差为零,“h”为基轴制的基本偏差。