倒置式电火花超声复合加工装置
- 格式:pdf
- 大小:327.39 KB
- 文档页数:4

2018年8期创新前沿科技创新与应用Technology Innovation and ApplicationA BA B磁流变抛光(MRF )装置专利技术分析吕文权,周旭娇,张伟(国家知识产权局专利局专利审查协作四川中心,四川成都610213)引言随着航空航天、精密仪器、光学技术的迅速发展,各种高精度平面、曲面和复杂形状零件加工需求日益迫切。
超精密加工的加工精度目前正在从亚微米向纳米级发展,加工方法也从传统的切削加工、磨削加工发展到利用电能、磁能、声能、化学能等物理化学方法对材料进行复合加工。
因此,磁辅助超精密微细加工是当前先进加工技术领域的研究热点之一。
磁流变抛光的概念早在上个世纪在50年代已经提出,其加工过程是利用磁流变液在高梯度磁场条件下形成的“柔性抛光膜”来去除工件表面材料。
磁流变抛光能够实现工件的纳米级加工,对工件材料的适应性强,有宽阔的应用前景。
1磁流变抛光装置的分类对磁流变抛光装置的研究主要包含以下四个方面:(1)结构布置:主要分为正置式和倒置式;(2)抛光工具的结构形式:抛光头是磁流变抛光设备中的抛光工具,不同形式的抛光工具用于适应不同的加工环境,而硬化后的磁流变液是磁流变抛光装置中的“抛光磨头”,两者共同作用实现材料去除。
因而,为适应不同的工件,设置了不同结构的抛光工具,依据其结构形式主要分为点接触式抛光工具、面接触式抛光工具以及自适应抛光工具;(3)磁场发生装置:磁场发生装置包含两大类。
一类是永磁体,永磁铁具有相关参数稳定可靠、结构简单、无需散热的优势;另一类采用电磁控制,电磁式磁场发生装置可灵活控制磁场强度参数及磁场形状,具有适应性强的优势;(4)抛光磨头:磁流变液是由非胶体的细小铁磁性颗粒均匀地分散于水(水基)或绝缘载液(非水基)中形成的稳定悬浮液,当施加一定磁场时,作为分散相的磁性颗粒能够形成确定的结构从而使悬浮液的流变性发生显著变化,成为实质上的“抛光磨头”。
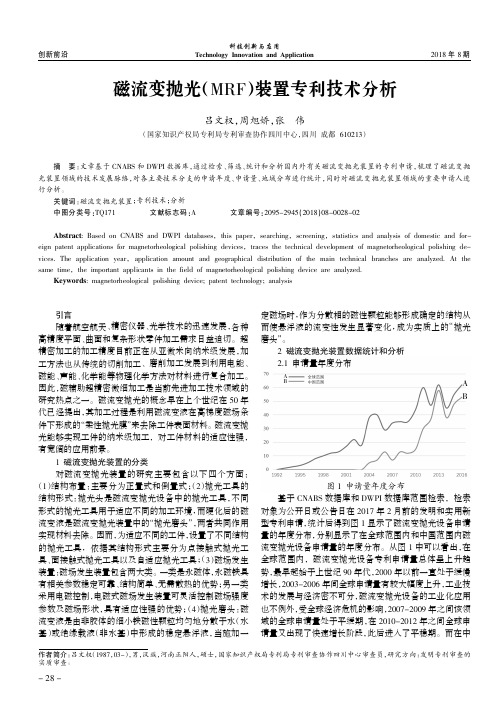
2磁流变抛光装置数据统计和分析2.1申请量年度分布图1申请量年度分布基于CNABS 数据库和DWPI 数据库范围检索,检索对象为公开日或公告日在2017年2月前的发明和实用新型专利申请,统计后得到图1显示了磁流变抛光设备申请量的年度分布,分别显示了在全球范围内和中国范围内磁流变抛光设备申请量的年度分布。

基本概述电火花检测仪又叫电火花检漏仪、电火花检测仪价格,电火花检测仪厂家,手提式电火花检测仪,防腐层电火花测漏仪、电火花检测仪器、电火花检漏仪的使用方法、电火花检漏仪型号、高频电火花检测、电火花检测仪价格、电火花测试仪、防腐电火花检测、电火花针孔检测仪价格、电火花测厚仪、高频电火花检测仪、电火花涂层检测仪、电火花测量仪、电火花检漏仪、直流电火花防腐层检漏仪、电火花检漏仪价格、电火花检漏仪厂家、直流电火花检漏仪、数显电火花检漏仪、直流火花检测仪、直流电火花检测仪、电火花针孔检测仪是用于检测金属基体上涂层质量的专用仪器,使用本仪器可以对金属基体上不同厚度的搪玻璃、玻璃钢、环氧煤沥青和橡胶里层等涂层进行质量检测。
当涂层有质量问题时,如出现针孔、气泡、砂眼或裂纹,仪器将发出明亮的电火花,同时声光报警。
OU-D1交流型,直接用220V供电。
OU-D2直流型、OU-D3直流液晶型是用锂电池供电,(该电池具有容量大、寿命长、重量轻、无污染、无记忆效应,可快速充放电等优点)故特别适用于野外作业。
该仪器设计先进,稳定可靠,可广泛应用于化工、石油、橡胶、搪瓷等防腐行业,是用来检测金属表面防腐涂层质量的必备工具。
目录1. 概述 (1)2. 技术参数 (1)3. 检测原理及结构简述 (1)4. 操作步骤 (3)5. 充电 (4)6. 注意事项 (5)7. 检测电压附表 (6)8. 仪器装箱单 (7)9. 售后服务 (7)沧州欧谱OU-D3型电火花检测仪 一、概述OU-D3电火花检测仪是用于检测金属基体上涂层质量的专用仪器,使用本仪器可以对金属基体上不同厚度的搪玻璃、玻璃钢、环氧煤沥青和橡胶里层等涂层进行质量检测。
当涂层有质量问题时,如出现针孔、气泡、砂眼或裂纹,仪器将发出明亮的电火花,同时声光报警。
OU-D1交流型,直接用220V供电。
OU-D2直流型、OU-D3直流液晶型是用锂电池供电,(该电池具有容量大、寿命长、重量轻、无污染、无记忆效应,可快速充放电等优点)故特别适用于野外作业。

倒置式复合加工系统ReverseComplexMachiningSystem张曙同济大学教授.博士生导师、现代制造技术研究所名誉所长.哈尔滨工业大学管理学院兼职教授.香港理工大学客座教授.如皋市人民政府顾问.张曙科教基金董事长。
中国机械工程学会荣誉理事。
一直致力于先进制造技术及其发展战略的研究。
先后获得国防科工委的“光华科技基金一等奖”、中国机械工程学会的“科技成就奖。
.中国科学技术协会的。
全国优秀科技工作者”以及香港“蒋氏科技成就奖”等重要奖励和荣誉。
倒置式加工(ReverseMachin.ing)主要有以下几大特点:(1)通常的加工方式是工件放置在工作台上,刀具夹持在主轴上,主轴从上面移向工件进行加工I倒置式加工反其道而行之,工件从上面移向刀具完成进给,刀具通常不移动。
56航空制造技术・2008年第5期同济大学张曙南京四开电子企业有限公司陆启建倒置式加工机床工作时,将夹持在“主轴”上的工件移向配置在两侧的动力头,完成一道工序后移至另一个动力头,进行下一道工序的加工。
(2)所有进给运动由夹持工件主轴完成,机床上可配置多种刀具,不一定需要刀库,机床结构非常紧凑。
(3)工件夹持在主轴上,加工时切屑、冷却液直接排放到机床床身的收集器内,有利于保证加工精度。
(4)工件在夹持状态移动,倒置式加工仅适用于加工尺寸不大、重量有限的零件。
倒置式立式车削中心德国Index公司的V100型立式车削加工中心是典型的倒置式加工机床。
机床的电主轴不仅提供的切削所需的旋转运动,且借助3组并联杆机构驱动实现进给运动。
其配置原理是将杆机构的支点固定在滑座上,控制滑座在立柱上的移动实现主轴3个坐标的进给运动。
V100型立式车削加工中心主轴功率10.4kW,转速10000r/min,适合加工夹持直径小于130mm的盘类件。
加工时刀具固定在机床前下方的工作台上,主轴提供切削过程的主运动,同时完成进给运动。
主轴可作上下,前后、左右3个方向的移动,刀具可以多层、多排固定,完成各种车削、钻镗工序。
《特种加工技术》2017版习题参考答案【说明】:每章的第一大题是简答题,其答案基本在书中有描述,此处不再给出;部分章节的拓展题主要目的是启迪、开拓思路或展开应用,故没有统一或固定的答案。
第1章电火花成形加工(EDM SINKING)二、选择题1.电火花深小孔加工应当选择以下 C 作为工作液;A.自来水;B.煤油;C.去离子水(工业纯水) ;D.乳化液2.电火花共轭回转加工的最早发明人是:AA.中国人;B.美国人C.俄国人D.德国人3. 欲将小型交叉孔口毛刺去除彻底干净,最好采用D加工方法来完成。
A.锉刀;B.砂带磨削C.砂轮磨削D.电火花工艺4.欲保证最高的加工精度,电火花加工中工作液供给方式最好采用C。
A.静态淹没工件;B.侧面冲液C.工具电极内部抽吸D.工具电极内部射出5.对于象筛网零件有成千上万个小孔需要加工,为保证生产率,电火花加工宜采用以下D工具电极.A.单个实心电极逐个加工;B.单个空心电极逐个加工C. 实心群电极D.空心管群电极三、判断题1.电火花加工中的吸附效应都发生在正极上。
(F )2.电火花成型加工时,电极在长度方向上损耗后无法得到补偿,需要更换电极。
(T )3.电火花成型加工中的自动进给调节系统应保证工具电极的进给速度等于工件的蚀除速度;(T)4.电火花成型加工和穿孔加工相比,前者要求电规准的调节范围相对较小。
(F )5.电火花成型加工电极损耗较难进行补偿。
(T )6.在型号为DK7740的数控电火花线切割机床中,D表示电加工机床。
(T)7.弛张式脉冲电源电能利用率相当高,所以在电火花加工中应用较多。
(F)8.电火花成型加工属于盲孔加工,工作液循环困难,电蚀产物排除条件差。
(T)9.电火花加工的粗规准一般选取的是窄脉冲、高峰值电流。
(F)10.电火花加工的粗规准一般选取的是宽脉冲、高峰值电流。
(T)11.电火花加工的效率较低。
(T)12.煤油作为电火花液,冷却效果最好(F)13.紫铜又叫纯铜;(T)14.电火花机床没有主运动,只有进给运动。