ABAQUS金属切削实例
- 格式:pdf
- 大小:635.85 KB
- 文档页数:15
ABAQUS 切削仿真实例
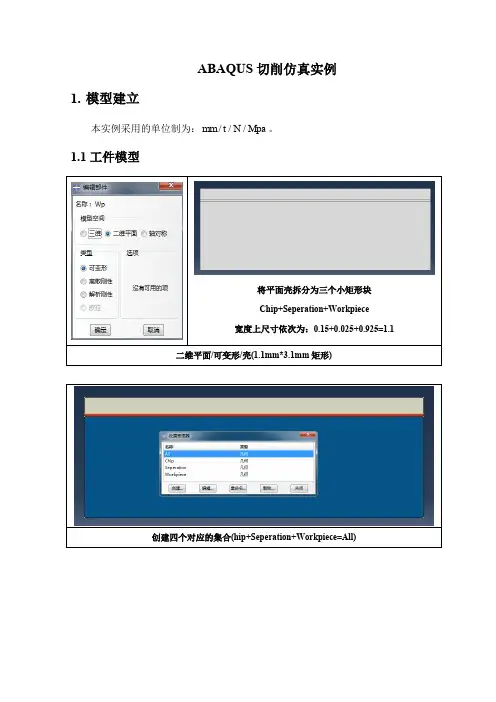
1. 模型建立
本实例采用的单位制为:///mm t N Mpa 。
1.1工件模型
将平面壳拆分为三个小矩形块 Chip+Seperation+Workpiece
宽度上尺寸依次为:0.15+0.025+0.925=1.1
1.2刀具模型
2.1工件属性设置
Steel-2CR13
Seperation 截面属性
Workpiece 截面属性
Chip 截面属性
Steel-2CR13S 剪切损伤
子选项
塑性
YW
材质属性
Tl 截面属性
2.3赋予截面属性的部件视图
3.网格划分
3.1工件网格划分
长边布种宽边布种
Seperation网格划分(种子布置:长(125)*宽(1),其它设置同Chip)
Workpiece网格划分(种子布置:长(125)*宽(38),其它设置同Chip)
3.2刀具网格划分
左侧边布种右侧边布种顶边布种底边布种
3.3生成网格部件
4.装配
5.分析步设定
6.1接触属性定义
6.2接触属性定义
后刀面
前刀面
Chip 右边和顶边
7.载荷和边界条件定义
8.提交作业
9.结果。
![abaqus切削模拟教程[优质ppt]](https://uimg.taocdn.com/046f6c0d0722192e4536f6a6.webp)
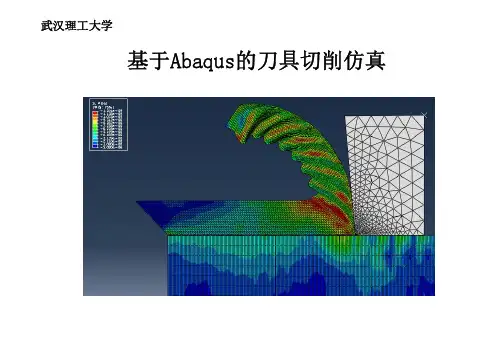
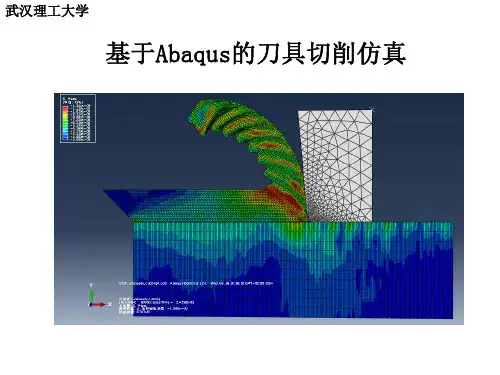
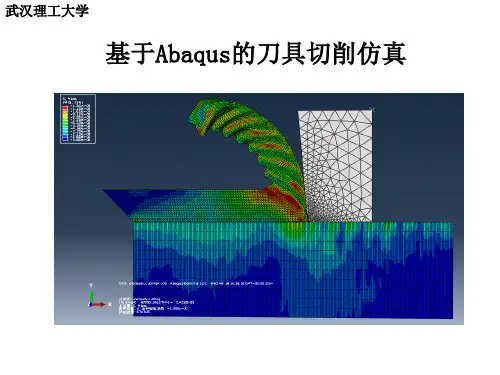
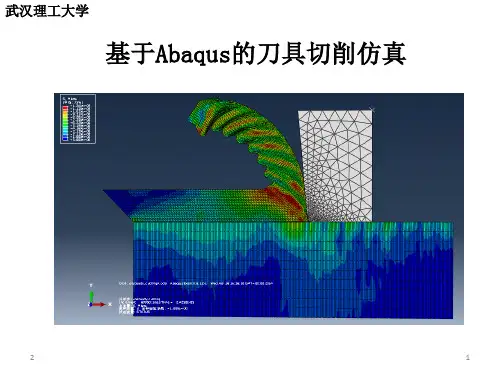
武汉理工大学基于Abaqus的刀具切削仿真Abaqus的功能介绍•线性静力学,动力学和热传导学•非线性和瞬态分析•多体动力学分析Abaqus的界面介绍切削模拟的假设条件本文建立的金属切削加工热力耦合有限元模型是基于以下的假设条件:•刀具是刚体且锋利,只考虑刀具的温度传导;•忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化;•被加工对象的材料是各向同性的;•不考虑刀具、工件的振动;•由于刀具和工件的切削厚度方向上,切削工程中层厚不变,所以按平面应变来模拟;采用单位:N,Pa,m,S,K,J其他零件尺寸如下:•JOINT分离线为切削时切屑与工件分离的部分•零件分开画,材料接触和变形不同,便于赋予不同的材料特性与接触属性•注意每个零件的原点位置,便于装配Abaqus 零件网格划分对整个零件进行自适应网格常用操作:对零件的每条边分布种子网格控制,单元形状指派网格单元类型控制单元属性执行网格划分零件CHIP 网格划分:点击 ,选择上长边,进行边布种,确定弹出图中,选择按个数补种,单元数250接下来,以相同方式按顺时针布种,数目分别为6,20,6,250,20,201.CHIP 网格形状控制:点击 ,,选择整个零件后确定,选择如下图参数 2.CHIP 网格元素类型:点击 ,选择整个零件,参数如下3.最后点击 ,完成网格划分零件分离线,工件网格划分与此相同刀具TOOL网格划分:1.点击边布种,如图,按住shif 选择前刀面与后刀面,使用密度偏离布种 2.控制网格形状,三角形,技术自由3.网格类型与前面类似Abaqus零件网格划分生成网格零件:1.点击菜单栏‘网格’,选择‘创建网格部件’2.取名‘TOOL-MESH’ 3.确定,生成绿色的网格零件4.在道具右上创建一个参考点,便于施加载荷和输出切削力5.其他零件生成网格零件如图常用操作:创建材料,设置材料参数创建截面,将不同的材料参数赋予到不同的截面上指派截面,将不同的截面赋予到不同的部件上管理项,对左边对应项进行编辑、复制、删除等管理,材料名为点击‘通用’选择密度创建材料GH4169的参数:3.点‘力学’、‘塑性’,选择‘与温度有关的数据’,赋予数据4.设置线膨胀系数,,点‘力学’‘膨胀’5.设置热传导率,点‘热学’‘传导率’,输入数据创建材料GH4169的参数:5.点‘热学’‘非弹性热份额’6.点‘热学’‘比热’,输入参数创建材料GH4169_FAIL的参数:1.点,选GH4169,‘复制’,命名‘GH4169_FAIL’2.选‘GH4169_FAIL’,点‘编辑’‘力学’‘延性金属损伤’‘剪切损伤’,破坏机制参数如下3.点‘子选项’‘损伤演化’‘破坏位移参数’如下GH4169_FAIL赋予给分离线,破坏到一定程度,网格开裂创建刀具TOOL-M 的参数:1.刀具‘密度’‘杨氏模量’‘泊松比’如下2.点‘力学’‘膨胀’,设置‘膨胀系数’3.设置‘热传导率’‘比热’设置截面属性:1.点,名称‘Section_CHIP&WORK’,设置如下,继续,材料选择‘GH4169’2.建‘Section_JOINT’,赋予材料‘GH4169_FAIL’3.建‘Section_TOOL’,赋予材料‘TOOL_M’赋予零件截面属性:1.‘部件’栏点选‘CHIP_MESH’,点2.选择整个零件确定后,赋予零件截面属性‘Section_CHIP&WORK’3.同理,赋予其他零件对应的截面属性Abaqus模型装配常用操作:导入模型阵列平移实例旋转实例合并、切割实例Abaqus模型装配1.点击,导入零件2.点,选择实例‘WORKPIECE-MESH’,选右上角作‘起点’,‘JOINT_MESH’右下角作终点确定3.同理,将刀具顶点移到(2E-5,5E-6)常用操作:创建分析步创建场输出创建历程输出对左边对应项进行管理定义分析步:1.点,建分析步‘Unsteady cutting’插在初始步后,参数设置如下2.时间长度设为2E-5,几何非线性设为‘开’切换到‘相互作用’1.通过菜单、视图,只显示零件CHIP2.菜单栏,‘工具’‘创建面’定义接触面:3.表面命名为‘CHIP_BOT’4.其他表面定义(红色线)如下选择如下红色边确定CHIP_ALLJOINT_BOTJOINT_TOPWORK_TOPTOOL_FACE定义接触性质:1.点,命名‘int-con’,继续2.力学分别定义‘切向行为’‘法向行为’3.定义热传导,定义传导率与距离的函数对应关系如下定义接触性质:类似操作分别定义接触PROCESS_CON:增加‘生热’THIRD_CON:摩擦改为零定义接触对:总共有5对接触1.点 ,选择接触的2个面‘CHIP_BOT ’‘CHIP_TOP ’,力学接触为罚接触 ,接触属性为Initial_on2,按相同方法,按实际接触 定义其他4对接触3.定义刀具为刚性约束。
ABAQUS金属切削实例步骤1.几何建模:首先需要建立金属工件的几何模型。
可以使用ABAQUS提供的建模工具,也可以将几何模型从其他CAD软件中导入。
确保几何模型准确、完整。
2.材料定义:在完成几何建模后,需要定义切削过程中使用的材料的性质。
ABAQUS提供了很多材料模型,可以根据实际情况选择适合的模型,并输入相应的材料参数。
3.划分网格:对几何模型进行网格划分。
切削过程中需要注意,对于切削区域可以使用细网格,而对于其他区域可以使用粗网格,以保证计算效率。
划分网格时需要注意切削区域的边界条件和接触面的定义。
4.加载和约束:模拟金属切削过程中,需要对工件施加切削力和旋转运动。
可以通过设定工具相对于工件的移动速度,以及施加在工具刀齿上的切削力来模拟真实的切削过程。
同时,还需要对工件施加约束条件,以保证切削过程中工件的稳定性。
5.定义切削区域:定义切削区域和非切削区域的材料和边界条件。
可以使用ABAQUS提供的切削模块,将切削区域指定为一个单元集合。
然后可以定义切削区域的边界条件,如切削力、切削速度等。
6.建立切削过程的模拟:定义金属切削过程的边界条件和约束条件。
可以考虑刀具的切削速度、切削力的变化以及加工过程中可能出现的各种现象,如剧烈振动、切屑形成等。
7.求解模型:对模型进行求解。
ABAQUS会根据定义的边界条件和约束条件,通过有限元分析方法求解切削过程模型,得到切削过程中各个时间点的位移、应力和应变等结果。
8.结果后处理:对求解结果进行后处理,包括结果的可视化和分析。
ABAQUS提供了丰富的后处理工具,可以对结果进行动画和图形展示,还可以进行数据提取和分析,以评估切削过程中的性能。
以上就是使用ABAQUS进行金属切削模拟的一般步骤。
在具体操作时,还需要根据实际情况进行参数设置和模型调整,以确保模拟结果的准确性和可靠性。
中文题目:基于ABAQUS的7055铝合金切削加工的刀具表面微织构设计及优化英文题目:[Times New Roman 小三号,居中]单词首字母大写,介词专有名词除外学院:机电工程学院专业班级:2014级机械设计制造及其自动化1班学生姓名:学号:指导教师:职称:毕业设计(论文)原创性声明本人郑重声明:所呈交的毕业设计(论文)是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本毕业设计(论文)不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
本人签名:日期:毕业设计(论文)使用授权声明本人完全了解青岛黄海学院有关保留、使用毕业设计(论文)的规定,允许被查阅和借阅;学校可以公布全部或部分内容,可以采用影印、缩印或其他复制手段保存该毕业设计(论文)。
保密的毕业设计(论文)在解密后遵守此规定。
本人签名:导师签名:日期:摘要高强度、低密度、优良的耐腐蚀性等主要性能使合金在很多领域受到青睐,广泛应用于航空、医疗化学等领域。
但由于7055铝合金的难加工性,使切削刀具在加工过程中磨损严重,耐用度低,限制切削加工效率的提高。
而摩擦学相关的研究发现,具有一定纹理的非光滑表面反而具有更好的减磨作用,合理的微织构形式和参数可以起到良好的减磨作用。
本文在销试样的表面加工沟槽型微织构,进行销盘摩擦磨损试验,研究微织构对7055铝合金摩擦性能的影响。
利用有限元法对7055铝合金切削过程进行仿真建模,研究微织构刀具在7055铝合金切削过程中主切削力的变化规律。
本文主要从以下几个方面进行研究:首先,利用激光打标机在销试样表面加工出微织构,通过无微织构与有微织构的销试样与7055铝合金组成的摩擦副进行摩擦磨损试验,发现微织构有良好的减磨效果。
选择不同尺寸参数微织构的销试样与7055铝合金进行摩擦磨损试验,研究不同微织构参数对减磨效果的影响。
ABAQUS金属切削实例步骤背景介绍:切削过程是一个很复杂的工艺过程,它不但涉及到弹性力学、塑性力学、断裂力学,还有热力学、摩擦学等。
同时切削质量受到刀具形状、切屑流动、温度分布、热流和刀具磨损等影响,切削表面的残余应力和残余应变严重影响了工件的精度和疲劳寿命。
利用传统的解析方法,很难对切削机理进行定量的分析和研究。
计算机技术的飞速发展使得利用有限元仿真方法来研究切削加工过程以及各种参数之间的关系成为可能。
近年来,有限元方法在切削工艺中的应用表明,切削工艺和切屑形成的有限元模拟对了解切削机理,提高切削质量是很有帮助的。
这种有限元仿真方法适合于分析弹塑性大变形问题,包括分析与温度相关的材料性能参数和很大的应变速率问题。
ABAQUS作为有限元的通用软件,在处理这种高度非线性问题上体现了它独到的优势,目前国际上对切削问题的研究大都采用此软件,因此,下面针对ABAQUS的切削做一个入门的例子,希望初学者能够尽快入门,当然要把切削做好,不单单是一个例子能够解决问题的,随着深入的研究,你会发现有很多因素影响切削的仿真的顺利进行,这个需要自己去不断探索,在此本人权当抛砖引玉,希望各位切削的大神们能够积极探讨起来,让我们在切削仿真的探索上更加精确,更加完善。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ 切削参数:切削速度300m/min,切削厚度0.1mm,切削宽度1mm尺寸参数:本例作为入门例子,为了简化问题,假定刀具为解析刚体,因为在切削过程中,一般我们更注重工件最终的切削质量,如应力场,温度场等,尤其是残余应力场,而如果是要进行刀具磨损或者涂层刀具失效的分析的话,那就要考虑建立刀具为变形体来进行分析了。
工件就假定为一个长方形,刀具设置前角10°,后角6°,具体尺寸见INP文件。
CAE联盟论坛精品讲座系列【二】
ABAQUS金属切削实例
主讲人:fuyun123CAE联盟论坛—ABAQUS版主
背景介绍:
切削过程是一个很复杂的工艺过程,它不但涉及到弹性力学、塑性力学、断裂力学,还有热力学、摩擦学等。
同时切削质量受到刀具形状、切屑流动、温度分布、热流和刀具磨损等影响,切削表面的残余应力和残余应变严重影响了工件的精度和疲劳寿命。
利用传统的解析方法,很难对切削机理进行定量的分析和研究。
计算机技术的飞速发展使得利用有限元仿真方法来研究切削加工过程以及各种参数之间的关系成为可能。
近年来,有限元方法在切削工艺中的应用表明,切削工艺和切屑形成的有限元模拟对了解切削机理,提高切削质量是很有帮助的。
这种有限元仿真方法适合于分析弹塑性大变形问题,包括分析与温度相关的材料性能参数和很大的应变速率问题。
ABAQUS作为有限元的通用软件,在处理这种高度非线性问题上体现了它独到的优势,目前国际上对切削问题的研究大都采用此软件,因此,下面针对ABAQUS的切削做一个入门的例子,希望初学者能够尽快入门,当然要把切削做好,不单单是一个例子能够解决问题的,随着深入的研究,你会发现有很多因素影响切削的仿真的顺利进行,这个需要自己去不断探索,在此本人权当抛砖引玉,希望各位切削的大神们能够积极探讨起来,让我们在切削仿真的探索上更加精确,更加完善。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
切削参数:切削速度300m/min,切削厚度0.1mm,切削宽度1mm
尺寸参数:本例作为入门例子,为了简化问题,假定刀具为解析刚体,因为在切削过程中,一般我们更注重工件最终的切削质量,如应力场,温度场等,尤其是残余应力场,而如果是要进行刀具磨损或者涂层刀具失效的分析的话,那就要考虑建立刀具为变形体来进行分析了。
工件就假定为一个长方形,刀具设置前角10°,后角6°,具体尺寸见INP文件。
下面将切削过程按照ABAQUS的模块分别进行叙述,并对注意的问题作出相应的解释。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
建模:建模过程其实没有什么好注意的,对于复杂的模型,我一般用其他三维软件导入进来,注意导入的时候尽量将格式转化为IGES格式,同时要把一些不必要的东西去掉,比如一些尖角,圆角之类的,如果不是分析那个部位的应力集中的话就没必要导入它,如果导入,还要进行一些细化,大大降低了计算的效率。
我一般做的是二维切削,模型相对比较简单,所以一般都是直接在ABAQUS中进行建模。
由于此处为刚体,要在part里面建立刚体参考点,而且注意不要在装配模块建立参考点,因为有时候ABAQUS找不到装配模块相应的参考点。
1、工件
2、刀具
第二步定义材料参数,在这个阶段要注意的问题是要把参数定义全,尤其是你要考虑什么,要计算什么,比如你要考虑热应力,那你就要定义热膨胀系数,你要考虑刀具的温度场,你就要定义刀具的密度,热导率,比热容等,这部分最终要的是关于工件塑性的问题,现在
切削大部分用的都是J-C模型,一方面它全面考虑了热硬化,热软件等多种效应,另一方面可以通过霍金普森实验比较容易确定,因此广泛应用于现代切削加工的塑性模型中。
下面针对这个模型做简单介绍。
J-C模型的式子我就不再输入了,相信每一个做切削的人应该都知道的,分为三个部分的乘积,分别代表了热硬化,热软化和温升效应,运用这个模型的时候,参数根据实验输入即可,在定义的时候,有个参考应变率,这个一定记住是做实验时候的参考应变率,所以有时候不同的参考应变率,拟合的参数A,B等可能是不同的,因此,在选择模型的时候一定要注意参考应变率和实验的参考应变率相对应,这样你所得的参数才是准确的。
在定义材料参数时,要注意别忘了定义非弹性热系数,这个参数将决定你的塑性产热,如果你发现自己的切削温度场不对,很大程度上是因为没有定义这个参数。
另外还有一个非常重要的问题,单位一定要统一,不然你的计算肯定会出错,记住mm-t-MPa,其他自己推一下就行。
3、
4、
5、
6、
第三部装配模块,这个没啥说的,就是把你自己工件的刀具的相对位置确定一下就行了。
先通过Instance part建立工件和刀具的装配模型,然后通过translate instance调整工件和刀具的位置,尽量保证工件和刀具充分接近,但是不要产生干涉,工件和刀具如果如果太远,刀具空走的路程会长,容易产生一些振动什么的,如果太近,产生干涉,影响刀具和工件的正确接触关系,因此要把握好工件和刀具的距离,其他的基本上都很简单。
7、
8、
第四部定义分析步,目前大体在ABAQUS中做切削分析可以采用两种分析步,一种是基于热力耦合的分析步,这种分析步充分考虑了切削过程的热力相互耦合及相应机制,另一种是动态绝热分析,认为切削仿真是在短时间内完成的,在这么短的时间内,热量还未来得及发生传导,这种分析步一般进行锯齿切屑形状的分析,容易产生锯齿的剪切带。
如果是采用ALE,要定义相应的ALE设置。
下面对ALE做相应简介,其实这涉及到ABAQUS中相应的算法,在ABAQUS中一种是拉格朗日算法,一种是欧拉算法,拉格朗日算法的节点是基于实体单元的,也就是实体单元的节点的位置,一般用于固体分析,而由于算法本身的特点,在遇到大变形时候很容易产生畸变,欧拉算法是基于空间的,一般用于流体,其相应的节点也是基于空间的,网格划分后其在空间的位置是不变的,但是其边界条件难以定义和琢磨,而ALE 结合了拉格朗日算法和欧拉算法的优点,一方面通过拉格朗日方法定义边界,另一方面利用欧拉方法解决网格畸变问题,因此目前在切削领域由于很好的解决了问题而得到广泛的应用。
关于ALE的具体设置可以参看ABAQUS经典例题3中的稳态切削的例子,由于时间和空间有限,有些东西我是说不完的,希望大家能自己去探索。
如果想输出切削力随时间的时域图,在这里要选择参考点,然后设置set,然后在historyoutput里面输出参考点即可。
如果想加快计算时间,可以采用质量放大,但是放大的尺度一定要把握好,不然会造成结果失真的,具体可以参照帮助文档关于质量放大的介绍。
9、
10、
11、
第五部分定义接触,首先定义接触属性,这个要考虑自己具体的计算过程了,比如考虑不考虑摩擦等,一般对切削而言,需要设置相应的摩擦,采用硬接触的形式,而且一定要定义两个系数,一个是生热系数,一个是热量分配系数,生热系数主要是计算摩擦做的功有多大的比例产生热,前面我们已经在材料里面定义了塑性产热的转化系数,热分配系数主要是摩擦最终产生的热量有多少流入工件,有多少流入刀具。
接下来就是定义接触了,选择刀具接触表面以及工件接触表面,可以建立相应的接触关系,本例因为模型简单,所以只需定义一个接触对即可。
然后就是对刀具施加刚体约束就可以了。
如果是变形体的话,不用给刀具施加刚体约束的。
13、
15、
第六部分定义载荷和边界条件,对于切削来讲,一般都是通过固定工件下部分和左边,然后让刀具以一定速度切削,具体定义过程比较简单,而且一般会在预定义场定义初始工件和刀具的温度场。
需要注意的是在定义刀具速度的时候,可以采用幅值的方式,这样可以使得整个速度逐渐加载到所要定义的速度,从而不至于产生特别大的位移,从而对结果产生影响。
17、
18、
19、
20、
第七部分是划分网格,这也是对仿真结果非常重要的一步,因为切削是一种非线性非常强的本构关系,如果网格过于粗糙,往往造成结果的不收敛,尤其是在切屑部分,其密度直接决定最终切削结果的成败,因此对切削的重点部位进行网格的细化是非常重要的环节。
我一般对矩形的网格采用四边形网格,可以划分比较规整的网格。
在工件的厚度方向采用密度撒种的方法,保持一定的梯度分布,有利于更好的解决时间和效率的问题。
在划分完网格之后,一定要记住检查一下网格质量,因为不好的网格会对切削的结果造成很大的影响。
21、
22、
24、
最后一步就是最简单的提交JOB了,这个相信大家都会的,放上应力场,温度场以及塑性应力场作为结果参考,同时附上INP文件。
26、
28、。