封闭切削循环指令编程
- 格式:ppt
- 大小:133.00 KB
- 文档页数:7

G73封闭切削循环指令
G73封闭切削循环是一种复合固定循环,封闭切削循环适合对铸、锻毛坯切削。对零件轮廓的单调性则没有要求。
格式及格式中各参数含义:
格式:
G73 U(△i)W(△k)R(d);
G73 P(ns)Q(nf) U(△u)W(△w)F S T:
N(ns)
…… 零件的轮廓程序
N(nf)
其中,△i-X轴方向退刀的距离及方向(即X轴方向的加工余量,半径值,是模态值)。△K—Z轴方向退刀的距离及方向(即Z方向的加工余量,是模态值);R(d)一进刀循环的次数(1为一次);ns一精加工程序段中第一句程序段的顺序号;nf一精加工程序段中最后一句程序段的顺序号;△u一X轴方向精加工余量的距离及方向(直径编程为直径);△w-Z轴方向精加工余量的距离及方向;F一粗加工的切削进给速度;S一主轴转速;T一刀具,前面有的可以为默认值。仅在含G73指令的程序段中地址F、S、T才有效。
图1封闭切削复合循环指令G73
注意
(1)∆i、∆M、∆u、∆w都用地址U、W指定,它们的区别是根据程序段中有无指定地址P、Q来判断。
(2)一定形状的循环切削动作可用G73指令中P、Q指定的程序段来进行。切削形状与G71、G72相同,可分为四种,编程时请注意Au、Aw、4i、k的符号。
(3)G73循环结束后,刀具就返回A点.
例:如图2所示为较复杂的外轮廓工件,试用G73等指令编程加工R8凹圆弧槽。
由于工件外轮廓不是呈规则单调递增或递减,因此采用G73指令编程加工较合适,工件坐标系、刀具起始点位置如图8.9所示,坐标值计算过程略。其中D点(X20,2-5.61)、E点(H20.24,2-16.23),F点(X21.58,Z-3492),G点(X17,Z-41.29),H点(XM7,Z-45),1点(H29,Z-55),J点(A29,Z-61)。加工程序如表8-4所示。
程序 说明
数控循环代码G71/G72/G73
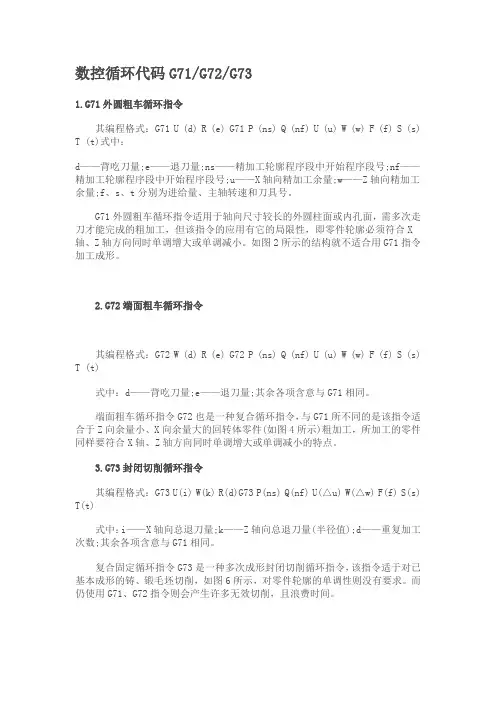
1.G71外圆粗车循环指令
其编程格式:G71 U (d) R (e) G71 P (ns) Q (nf) U (u) W (w) F (f) S (s)
T (t)式中:
d——背吃刀量;e——退刀量;ns——精加工轮廓程序段中开始程序段号;nf——精加工轮廓程序段中开始程序段号;u——X轴向精加工余量;w——Z轴向精加工余量;f、s、t分别为进给量、主轴转速和刀具号。
G71外圆粗车循环指令适用于轴向尺寸较长的外圆柱面或内孔面,需多次走刀才能完成的粗加工,但该指令的应用有它的局限性,即零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减小。如图2所示的结构就不适合用G71指令加工成形。
2.G72端面粗车循环指令
其编程格式:G72 W (d) R (e) G72 P (ns) Q (nf) U (u) W (w) F (f) S (s)
T (t)
式中:d——背吃刀量;e——退刀量;其余各项含意与G71相同。
端面粗车循环指令G72也是一种复合循环指令,与G71所不同的是该指令适合于Z向余量小、X向余量大的回转体零件(如图4所示)粗加工,所加工的零件同样要符合X轴、Z轴方向同时单调增大或单调减小的特点。
3.G73封闭切削循环指令
其编程格式:G73 U(i) W(k) R(d)G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s)
T(t)
式中:i——X轴向总退刀量;k——Z轴向总退刀量(半径值);d——重复加工次数;其余各项含意与G71相同。
复合固定循环指令G73是一种多次成形封闭切削循环指令,该指令适于对已基本成形的铸、锻毛坯切削,如图6所示,对零件轮廓的单调性则没有要求。而仍使用G71、G72指令则会产生许多无效切削,且浪费时间。
4.G70精加工循环
由G71、G72、G73完成粗加工后,可以用G70进行精加工。精加工时,G71、G72、G73程序段中的F、S、T指令无效,只有在ns~nf程序段中的F、S、T才有效。
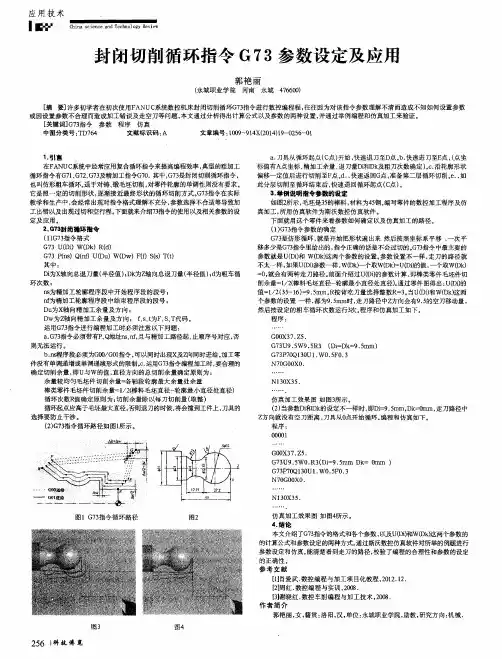
应用技术 l■ China science and Technology Review 封闭切削循环指令G 7 3参数设定及应用 郭艳丽 (永城职业学院河南永城476600) [摘要]许多初学者在初次使用FANUC系统数控机床封闭切削循环G73指令进行数控编程程,往往因为对该指令参数理解不清而造成不知如何设置参数 或因设置参数不合理而造成加工错误及走空刀等问题,本文通过分析得出计算公式以及参数的两种设置,并通过举例编程和仿真加工来验证。 [关键词]G73指令参数程序仿真 中图分类号:TD764 文献标识码:A 文章编号:1009—914X(2014)19—0256~0l 1.引夸 在FANUC系统中经常应用复合循环指令来提高编程效率,典型的粗加工 循环指令有G71、G72、G73及精加工指令G70.其中,G73是封闭切削循环指令, 也叫仿形粗车循环。适于对铸、锻毛坯切削,对零件轮廓的单调性则没有要求。 它是照一定的切削形状,逐渐接近最终形状的循环切削方式。G73指令在实际 教学和生产中,会经常出现对指令格式理解不充分,参数选择不合适等导致加 工出错以及出现过切和空行程。下面就来介绍73指令的使用以及相关参数的设 定及应用。 2.G13封闭循环指令 (1)G73指令格式 G73 U(Di)W(Dk)R(d) G73 P(ns)Q(nf)U(Du)W(Dw)F(f)S(s)T(t) 其中: Di为x轴向总退刀量(半径值);Dk为z轴向总退刀量(半径值),d为粗车循 环次数, ns为精加工轮廓程序段中开始程序段的段号, nf为精加工轮廓程序段中结束程序段的段号; Du为x轴向精加工余量及方向; Dw为z轴向精加工余量及方向;f、S、t为F、S、T代码。 运用G73指令进行编程加工时必须注意以下问题: a.G73指令必须带有P、Q地址nS、nf,且与精加工路径起、止顺序号对应,否 则无法运行。 b.n维序段必须为G00/G01指令,可以同时出现x及z向同时进给。加工零 件没有单调递增或单调递减形式的限制。c.运用G73指令编程加工时,要合理的 确定切削余量,即u与w的值,直径方向的总切削余量确定原则为: 余量较均匀毛坯件切削余量_硌轴段轮廓最大余量处余量 棒类零件毛坯件切削余量=1/2(1 ̄料毛坯直径一轮廓最小直径处直径) 循环次数R值确定原则为:切削余量除以每刀切削量(取整) 循环起点应高于毛坯最大直径,否则退刀的时候,将会撞到工件上,刀具的 选择要防止干涉。 (2)G73指令循环路径如图l所示
循环加工指令学习
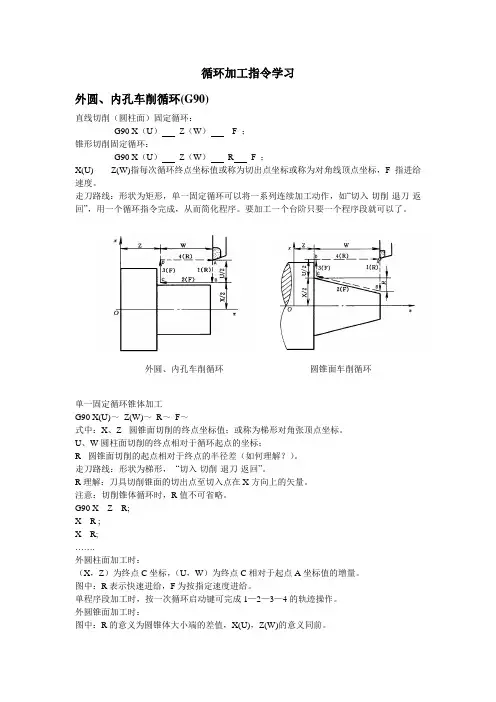
外圆、内孔车削循环(G90)
直线切削(圆柱面)固定循环:
G90 X(U)
Z(W) F_;
锥形切削固定循环:
G90 X(U) Z(W) R F_;
X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工
G90 X(U)~ Z(W)~ R~ F~
式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;
R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形, “切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;
X R ;
X R;
…….
外圆柱面加工时:
(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:
图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。 外圆、内孔车削循环 圆锥面车削循环 用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ; A→B→C→D→A
X30.0 ; A→E→F→D→A
X20.0 ; A→G→H→D→A