数控车削循环指令编程
- 格式:pdf
- 大小:119.71 KB
- 文档页数:5


数控车床编程与操作
1 数控车削技术(入门)实例(一)
毛坯为ф22×90,全部倒角为1×45°
图5-1
一、教学目的
1、 掌握对刀的概念及重要性。
2、掌握端面、外圆、锥度的编程和加工。
3、能熟练掌握精车对刀正确性的检查方法及调整。
4、遵守操作规程,养成文明操作、安全操作的良好习惯。
二、加工操作步骤
参见图5-1,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长。编程零点设置在零件右端面的轴心线上。
1、夹零件毛坯,伸出卡盘长度76 mm。
2、车端面。
3、粗、精加工零件外形轮廓至尺寸要求。
4、切断零件,总长留0.5mm
5、零件调头,夹ф21外圆(校正)
6、加工零件总长至尺寸要求(程序略)
7、回换刀点,程序结束。
三、注意事项
1、 确认车刀安装的刀位和程序中的刀号相一致。
2、 仔细检查和确认是否符合自动加工模式。
3、 灵活运用倍率修调开关。
4、 为保证对刀的正确,对刀前应将工件外圆和端面采用手动方式车一刀。
5、机床的长度超程限位为15 mm。
数控车床编程与操作
2 四、应用的刀具:
刀号 T0100 T0202 T0303
形
状
类型 精车外圆刀粗车外圆刀切断刀,刀宽3mm材料 YT30 YT5 YT15
参考程序:
O0233 ;
N10 G50 X80 Z20; 设定坐标系(起刀点)
N20 M3 S02 T0100; 调用粗车刀,主轴低低速正转
N30 G00 X22 Z2; 快速定位,接近工件

G71 车外圆编程实例及解释
G71 指令是数控车床中的一种循环指令,用于车削外圆。在数控车床上,G71 指令通常用于加工轴类零件的外圆、端面和螺纹等。G71
指令的格式为:G71 X Z F S T,其中 X 和 Z 是刀具运动的方向和距离,F 是刀具切削的速度,S 是刀具进退刀的运动速度,T 是刀具切削的循环次数。
下面是 G71 指令的编程实例及解释:
例 1:车削一个直径为 10mm、深度为 5mm 的外圆。
编程步骤如下:
1. 将刀具移动到工件表面,使刀具中心点和工件表面重合。
2. 将刀具移动到工件外圆的圆心处,并使刀具高度等于工件表面深度。
3. 按下 G71 指令,刀具开始车削外圆,加工结束后退回到起点。
4. 重复以上步骤,直到加工完成。
例 2:车削一个直径为 10mm、半径为 2mm 的圆球。
编程步骤如下:
1. 将刀具移动到工件表面,使刀具中心点和工件表面重合。
2. 将刀具移动到工件外圆的圆心处,并使刀具高度等于工件表面深度。
3. 按下 G71 指令,刀具开始车削圆球,加工结束后退回到起点。
4. 重复以上步骤,直到加工完成。
在使用 G71 指令时,需要注意以下事项: 1. G71 指令只能用于车削外圆、端面和螺纹等,不能用于加工内圆。
2. G71 指令中的刀具运动方向和距离必须与刀具的旋转方向和移动速度相匹配,否则可能会导致加工失败。
3. G71 指令中的循环次数 T 必须按照规定的循环次数执行,否则可能会导致加工不完整。
4. 在加工过程中,需要注意刀具的磨损和工件的材料,及时调整刀具的磨损程度和工件的材料,以保证加工质量和效率。
以上就是 G71 指令的编程实例及解释,希望能对大家有所帮助。
循环加工指令学习
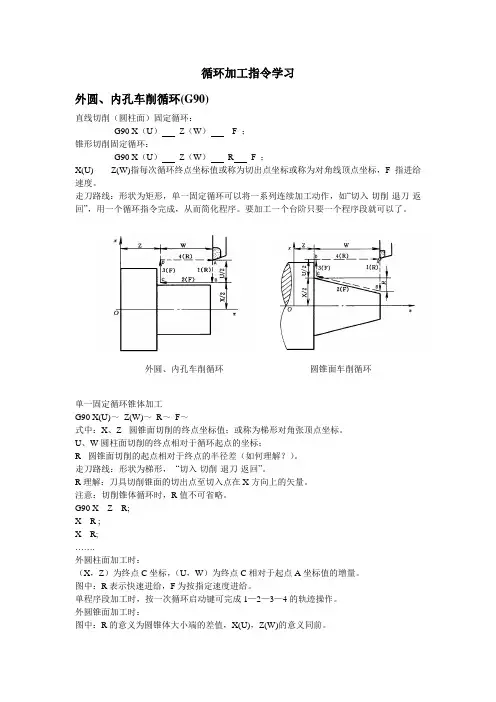
外圆、内孔车削循环(G90)
直线切削(圆柱面)固定循环:
G90 X(U)
Z(W) F_;
锥形切削固定循环:
G90 X(U) Z(W) R F_;
X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工
G90 X(U)~ Z(W)~ R~ F~
式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;
R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形, “切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;
X R ;
X R;
…….
外圆柱面加工时:
(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:
图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。 外圆、内孔车削循环 圆锥面车削循环 用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ; A→B→C→D→A
X30.0 ; A→E→F→D→A
X20.0 ; A→G→H→D→A

一、编程格式
格式: G71 U(∆d)__R(e) __ ;
G71 P(ns)__Q(nf)__U(∆u)__W(∆w)__F(f)__;
式中: ∆d—切削深度(半径值,不指定正负号);
e —退刀量;
ns—精加工形状程序段中的开始程序段号;
nf—精加工形状程序段中的结束程序段号;
∆u—X轴方向精加工余量(直径值) ;
∆w—Z轴方向的精加工余量;
f—进给速度。
二、说明
1、该指令由刀具平行于Z轴方向(纵向)进行切削循环,又称纵向切削循环。适合加工轴类零件;
2、 G71循环程序段的第一句只能写X值,不能写Z或X、Z同时写入。
3、 该循环的起始点位于毛坯外径处。
4、 该指令只能切削前小后大的工件,不能切削凹进形的轮廓。
5、用G98(即用mm/min)编程时,螺纹切削后用割断刀的进给速度F 一定要写,否则进给速度的单位将变成mm/r并用螺纹切削的进给速度,引起撞刀。
6、使用该指令头部倒角,由于实际加工是最后加工,描述路径时无需按照延长线描述。
7、由G71每一次循环都可以车削得到工件,避免了G73出现的走空刀的情况。因此,当加工程序既可用G71编制,也可用G73编制时,尽量选取G71编程。由于G71循环按照直线车削,加工速度高于G73,有利于提高工作效率。
三、编程实例
下图零件材料为45#钢,毛坯的直径为φ35mm,长度自定。
参考程序:
O4000
N10 T0101;
N20 S600 M03;
N30 G00 X45 Z2;
N40 G71 U1.5 R1;
N50 G71 P60 Q120 U1 W0.2 F100;
N60 G00 X10;
N70 G01 Z0;
N80 G02 X20 Z-5 R5;
N90 G01 Z-50;