国内外著名锅炉厂蛇形管生产线特点
- 格式:docx
- 大小:23.67 KB
- 文档页数:7

随着电站建设不断向大型化和高参数方向发展,国内新建大型电站逐渐采用蛇形管式高压加热器(以下简称“高加”)来代替管板式高压加热器。
图1 蛇形管高加外观如图1所示,由于蛇形管高加对接焊缝结构复杂,蛇形管空间小,焊口数量多,所以其射线检测操作困难,检测周期长。
为此,中国特种设备检测研究院和东方电气集团东方锅炉股份有限公司的研究人员对材料为15CrMo、壁厚为3.5mm的Φ25mm管道对接焊缝进行相控阵超声检测(PAUT)工艺研究,通过仿真分析PAUT检测工艺,对缺陷响应进行工艺优化,在模拟试块上对优化后的工艺进行检测试验,以验证其对蛇形管高加小径管对接焊缝检测的可行性。
1小径管相控阵超声检测工艺分析01声场仿真图2 小径管对接焊缝坡口结构示意(T为壁厚)根据焊缝坡口等工艺参数建立的小径管仿真模型如图3所示。
对工件进行分析,设置探头频率为7.5MHz;楔块角度为60°;晶片数量为16;激发孔径为7.9mm;起始激发1个晶片;声束角度为45°~75°;探头前端距焊缝中心距离为7.5mm;声波反射4次。
图3 工件仿真模型将上述工艺参数加载至被检工件模型上,经仿真软件计算分析,该聚焦法则下的声束覆盖如图4所示,声场在工件中的分布如图5所示。
图4 声束覆盖示意图5 声场在工件中的分布示意由仿真可知,采用设定的相控阵超声检测工艺参数,使用3次波及4次波,探头中心能量的-6dB范围内声场能完全覆盖焊缝检测区域,能更有效地利用声场能量。
使用该检测工艺参数,对小径管进行缺陷响应仿真分析。
02PAUT缺陷响应仿真Φ2mm长横孔缺陷响应仿真分析在建立好的工件模型中,预制一个长为10mm,孔径为2mm的长横孔,其模型如图6所示。
图6 Φ2mm长横孔缺陷模型用上述声场仿真的检测工艺参数在该模型上进行缺陷响应仿真分析,分析结果如图7所示。
图7 Φ2mm长横孔缺陷响应仿真分析结果由仿真分析结果可知,采用三次波能有效检出Φ2mm的长横孔,在折射角为53°时,缺陷反射波幅最大,最大波幅绝对值为0.103。
后烟井蛇形管排吊装总结热机专业公司【摘要】本文介绍了XXXXX电厂一期工程#1锅炉后烟井蛇形管排的成功吊装方案、机具选择、受力计算及现场吊装的成功经验。
在确保后烟井管排吊装安全可靠性的同时,提高了工作效率、吊装经济性。
【关键词】低过低再省煤器受力分析后烟井1、概述XXXXX电厂一期工程2×660MW超超临界锅炉由哈尔滨锅炉厂有限责任公司设计并制造供货,锅炉为超超临界参数变压运行直流锅炉,该锅炉为一次中间再热、单炉膛、平衡通风、露天布置、固态排渣。
最大连续蒸发量2060t/h,过热器出口温度为605℃,再热器蒸汽出口温度为603℃,给水温度为298.4℃。
1.1后烟井概况后烟井宽度为19258mm,深度为13906mm。
后烟井由前包墙、后包墙、侧包墙、中间隔、顶棚管组成。
后烟井下集箱由包墙、中间隔墙下集箱组成环形“曰”字集箱。
后烟井上集箱为包墙、中间隔墙、顶棚独立集箱。
中间隔墙距离将后烟井分成两个烟道,距离前包墙7342mm。
前部布置低温再热器,后部布置低温过热器。
在低温再热器、低温过热器下方布置省煤器蛇形管排。
顶棚管的标高为74800mm。
a、前包墙下中部是由φ38管子构成间距为133mm的膜式管排,上部是由φ42管子间距为267 mm的吊挂管形成,上部和中部是用三叉管进行连接。
b、后包墙是由φ38管子构成间距为133mm的膜式管排。
c、侧包墙是由φ38管子构成间距为111mm的膜式管排。
d、中间隔墙中下部是φ32管子构成间距为100mm的膜式管排,上部是由φ38管子间距为267和133mm的吊挂管形成,吊挂管和中部是三叉管连接。
e、顶棚管由水平烟道顶棚管和尾部烟道顶棚管组成:水平烟道顶棚管由144根φ54管子构成,尾部烟道顶棚管由144根φ54mm管子15片膜式管排构成,两者用三叉管连接。
1.2蛇形管排概况低温过热器蛇形管排由4层组成共576片,与悬吊管组成288组。
立式低温过热器共72组,由散管组成管屏。

蛇形管生产线的合理布置江西省电力设备总厂林凯明摘要:本文讲述了蛇形管生产线在使用中的一些问题,将蛇形管生产线上主要设备的原理产能和安置方法进行了一些简单的阐述,提醒该类设备在安装使用前需要考虑的问题。
关键词:弯管机蛇形管弯管机蛇形管生产线实时无损探伤管管对接焊机对接焊机为了提高生产效率,经过多年的经验累积和生产工艺的改进,人们逐渐的把弯管设备和与其相配套的设备相互整合到一起来,形成了蛇形管生产线。
由于蛇形管生产线是锅炉制造业的主要生产流水线设备之一,所以它的选型和安置对生产起着深远影响。
1.蛇形管生产线主要有四个部分组成。
1.1 管管对接焊机它是流水线中的排头设备,正是因为有了该类设备,弯管的生产工艺大大改进,由原来的先弯管后拼排的工艺改进为先焊接再弯管的制造工艺。
管排的实际长度由管管焊机把多根管件接长完成,并完成焊口的焊接。
焊接速度大概2~3分钟一个焊口。
主要有热丝焊接和冷丝焊接两种,该焊机的效率可以达到手工焊接的1.5~2倍左右,而且有稳定的焊接合格率。
该设备两侧均有料架,一侧连接主料架另一侧连接12米左右的短料架,属于前后进料对接,对接后输出工业无损探伤检测。
1.2 实时无损探伤设备它是在不损坏管件的前提下以X射线探伤方法对管件焊口的内部结构、性质和状态进行实时检测的设备,该设备把不可见的X射线检测信息转换为可视图像,经计算机处理后,在显示器屏幕上显示出焊口内部的缺陷性质、大小、位置等信息,按照有关标准对检测结果进行缺陷等级评定,从而达到检测的目的,最后对焊口的检测资料以数字化的形式存储在电脑中。
可以认为是专为管管对接焊机准备的焊接质量检测的工具,它属于半埋式安装方式。
1.3 蛇形管弯管机它是蛇形管生产线上最主要的设备,它选用的好坏将直接影响整条线的生产效率,正因为它的重要性,该类弯管机有很多种,我按布置形式把它们分为三类。
1.3.1 单主体单方向弯管机简单的说,它就是一台普通的弯管机,弯臂只能向顺时针或逆时针方向旋转。
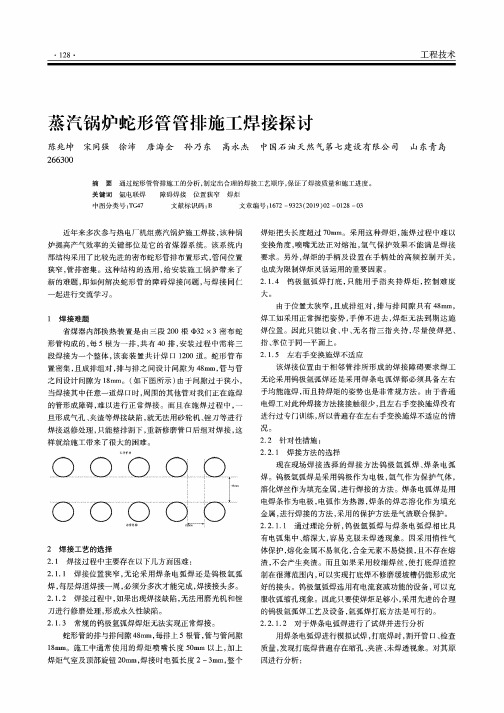
・128•工程技术蒸汽锅炉蛇形管管排施工焊接探讨陈兆坤宋同强徐沛唐海全孙乃东高永杰中国石油天然气第七建设有限公司山东青岛266300摘要通过蛇形管管排施工的分析,制定出合理的焊接工艺顺序,保证了焊接质量和施工进度。
关键词氫电联焊障碍焊接位置狭窄焊炬中图分类号:TG47文献标识码:B文章编号:1672-9323(2019)02-0128-03近年来多次参与热电厂机组蒸汽锅炉施工焊接,该种锅炉提高产气效率的关键部位是它的省煤器系统。
该系统内部结构采用了比较先进的密布蛇形管排布置形式,管间位置狭窄,管排密集。
这种结构的选用,给安装施工锅炉带来了新的难题,即如何解决蛇形管的障碍焊接问题,与焊接同仁一起进行交流学习。
1焊接难题省煤器内部换热装置是由三段200根$32x3密布蛇形管构成的海5根为一排,共有40排,安装过程中需将三段焊接为一个整体,该套装置共计焊口1200道。
蛇形管布置密集,且成排组对,排与排之间设计间隙为48mm,管与管之间设计间隙为18mm。
(如下图所示)由于间隙过于狭小,当焊接其中任意一道焊口时,周围的其他管对我们正在施焊的管形成障碍,难以进行正常焊接。
而且在施焊过程中,一旦形成气孔、夹渣等焊接缺陷,就无法用砂轮机、锂刀等进行焊接返修处理,只能整排割下,重新修磨管口后组对焊接,这样就给施工带来了很大的困难。
£•泮#谕啼/:粘--•*;2焊接工艺的选择2.1焊接过程中主要存在以下几方面困难:2.1.1焊接位置狭窄,无论采用焊条电弧焊还是鹄极氟弧焊,每层焊道焊接一周,必须分多次才能完成,焊接接头多。
2.1.2焊接过程中,如果出现焊接缺陷,无法用磨光机和锂刀进行修磨处理,形成永久性缺陷。
2.1.3常规的鹄极氮弧焊焊炬无法实现正常焊接。
蛇形管的排与排间隙48mm,每排上5根管,管与管间隙18mm。
施工中通常使用的焊炬喷嘴长度50mm以上,加上焊炬气室及顶部旋钮20mm,焊接时电弧长度2~3mm,整个焊矩把头长度超过70mm。
热电厂12Cr1MoV钢蛇形管采用焊前预热及焊后不热处理的焊接施工工艺热电厂12Cr1MoV钢蛇形管采用焊前预热及焊后不热处理的焊接施工工艺概述:12Cr1MoV钢的现场焊接,焊接施工规范对其都有详细的规定,焊接工艺也已经很成熟。
但在特殊的设备抢修的情况下,对12Cr1MoV钢小直径管的焊接,采取焊前预热,焊后保温不进行热处理的方法,将 400多根蛇形弯管800多个焊口在短时间内全部更换完成,既保证了质量,也保证了热电厂安全高负荷运行。
关键词:12Cr1MoV钢焊接分析焊接工艺前言:齐鲁石化公司热电厂锅炉,由于多年高负荷运行,炉膛内的高温过热器,12Cr1MoV钢的蛇形管束,(规格为Φ42×5mm),金相组织球化接近4级、5级,局部出现蠕变胀粗和高温腐蚀问题。
偶尔产生爆管停炉事故,在一次故障停炉后,厂里决定要对高温过热器第一弯弯管全部更换,由于换管的空间位置狭窄,环境恶劣,时间紧迫,焊口数量多,遇到了难以焊接的困难。
特别是故障停炉时,正是大负荷生产的最佳效益时期,如何能在保证质量的前提下在最短的时间内完成抢修任务,摆在了我们检修车间面前。
见图1。
图1锅炉高温过热器1.12Cr1MoV钢焊接特点12Cr1MoV属低合金珠光体耐热钢,其化学成份见表1。
12Cr1MoV钢的化学成分表11.1.焊接时存在主要的问题是:钢的淬硬倾向和裂纹倾向较大,它与碳钢相比,可焊性较差,主要表现在近缝区的硬化和热影响区的软化、冷裂纹。
1.1.1.冷裂纹冷裂纹经常发生在焊接接头的热影响区。
有时也发生在焊缝中,引起这类裂纹的原因可归纳为三个主要因素:一定的含氢量 ;一定的拘束应力 ;存在对冷裂纹敏感的淬硬组织。
在这三个因素中,前两个是取决于工艺因素和结构因素,最后一个因素反映了被焊材料所固有的一种特性。
在一定的工艺条件下可以避免冷裂纹的产生,获得良好的焊接接头。
1.1.2.近缝区的硬化和软化珠光体耐热钢接头的组织和性能是不均匀的。

锅炉取样蛇形管裂纹原因分析及处理石国锋高晓东蔡连元(兰州西固热电有限责任公司甘肃省兰州市 730060)【摘要】:通过对不锈钢的腐蚀特性和腐蚀机理的分析和研究,根据检修总结的经验和反复试验,在锅炉取样蛇形管及取样箱采取一定的措施后可以消除取样蛇形管频繁出现裂纹和断裂的现象。
【关键词】取样蛇形管裂纹原因分析处理0前言#5~10锅炉汽水取样冷却器蛇形管一般有7—11组不等,各取样点引出后集中到取样箱冷却,冷却器蛇形管其材质原设计为1Cr18Ni9Ti奥氏体不锈钢,全部是由手工弯制而成,取样冷却器的冷却水全部采用工业水,由工业水母管接入。
1 设备概况自2003年以来,#5~10锅炉取样冷却器蛇形管频繁发生裂纹、断裂漏泄,给化学取样带来不便,加大了检修工作量,增加了材料消耗,同时还严重影响了锅炉的安全经济运行。
特别是在锅炉点炉启动过程中,每次都会发生取样管的漏泄问题,为处理取样管往往会延迟点炉并汽时间。
从漏泄后换下的取样冷却器蛇形管外观观察,发现蛇形管从上往下靠下部2/3表面存在大量的穿透性微裂纹。
为此,锅炉分公司多次召开专题研讨会,并请教有关专家,相关部门大力配合,分析研究和讨论#5~10锅炉取样冷却器蛇形管频繁发生裂纹、断裂漏泄的原因和处理方法。
同时加强了对#5~10锅炉取样冷却器蛇形管的检查和维护,及时的消除和更换了发生漏泄的取样冷却器蛇形管。
有逐步上升的趋势。
2 分析原因2.1裂纹宏观特征。
从漏泄后换下的取样冷却器蛇形管外观观察,发现蛇形管从上往下靠下部2/3表面存在大量的穿透性微裂纹。
裂纹为周向,走向曲折呈锯齿状,未穿透的裂纹可以看到是从外表面向内表明发展的。
宏观上表现为树枝状。
2.2裂纹的性质。
奥氏体不锈钢,特别是18-8系列奥氏体不锈钢极易产生晶间腐蚀裂纹和应力腐蚀裂纹。
从裂纹的宏观特征看,是由2种性质的裂纹组成即:晶间腐蚀裂纹和应力腐蚀裂纹。
2.3取样蛇形管的工作环境#5~10锅炉取样冷却器的冷却水采用工业水冷却而不是除盐水。
国内外著名锅炉厂生产线特点1.关于美国ABB—CE公司蛇形管生产线的特点美国ABB—CE公司的蛇形管生产线称为系统弯管机。
也是由MIG方法将12米左右长度的直管,对接焊成蛇形管的开展,采用RT—TV荧光探伤合格证,在系统弯管机上连续弯至图示形状和尺寸。
系统弯管机的特点如下:a.管子规格尺寸:外径≤Ф76,厚度≤12.5mm。
b.弯曲半径:当t/D≥0.1时,其R/D在1.5以上。
此时采用冷态弯管,无助推系统,若壁厚再薄或R再小时,采用感应式加热器,进行弯头内侧部位的加热弯制。
c.弯曲半径种类最多2种。
即在单独蛇形管在可允许有同一种弯曲半径或允许有相间隔的2种大小不同弯曲半径。
一种多为当较大弯曲时采用冷态弯制,而采用较小R时,用内侧加热法弯管。
d.管排的翻身,由于蛇形管的弯须依次按正反相同排列,也即一正一反地连续排列。
ABB—CE公司采用管排翻身的方式,因此弯管机仅单向弯管,整机和整线在车间跨度内可实现单侧(或称走边)布置。
e.管排最大长度:约16米。
f.单位结构:平板平台,其上无回转装置或拉管装置,对于较长管排,采用人工推拉法。
平台上有磁性控制吊钩装置将弯好排管吊离平台。
g.模具:整体式。
当每一弯头弯曲结束时,由送料装置推出。
h.控制方式:数控,包括送料长度,弯曲角度以及机床动作的控制:如夹块、靠模、弯模的进退或升降等。
2.关于德国Babcook公司蛇形管生产线的特点关于德国Babcook公司在原西德有家制造厂,有生产线,但该厂不久前已关闭,而在原东德的制造厂很小,没有生产线。
上锅、武锅均向Babcook公司采购了线上弯管机,上锅定购的弯管机仅为主机,武锅定购了除主机外还包括辅助装置、焊机等。
a.弯管能力:德国Babcook公司提供的弯管机,能力较小。
最大管子外径Ф63.5,壁厚≤7mm。
b.弯曲半径:当t/D≥0.1时,R/D>1.2。
c. 弯管方式:采用冷态顶镦技术,即在弯曲过程中有助推装置,对管子施加顶推力,通过预设与其弯管角度和R有关的顶镦行程的长度值进行控制。
机床还装有防皱板装置及润滑油系统以弯曲较小的弯头。
d. 弯管半径:在同一根蛇形管上只能含一种弯曲半径。
对于含多根蛇形管的套排结构,除最内圈的弯头为1只180°者外,其他外围管圈多采用同一R的2个同方向的90°弯头(其间有直段,成∏形)。
e. 管排的翻身:由于弯管机装在圆形可回转的构架上,可绕水平轴旋转,因此可左右双向弯曲管排。
这样,可在车间跨度内居中布置弯管机和生产线,也不必对管排进行翻转。
但要求车间跨度增大近一倍,或对同一跨度的车间内弯制的管排长度短仅一半。
f. 平台结构:搁放管排的平台为平板结构,也无推动管排回转的机构,当弯制较长管排时,采用人工推拉。
g. 弯模特点:采用弯模上下两哈夫分离结构,弯后的管排在弯模上下分开后,较易出料。
h. 控制方法:数控法,包括弯管角度和送料长度及弯管机的回转角度。
i.送料特点:采用两对滚轮装置送料。
第一对滚轮(布置在前)为强制送料装置,第二对滚轮装置(布置在后)为计数装置,可读取精确送料长度,并实现反馈控制。
3.英国三井Babcook公司蛇形管生产线制造特点:英国三井Babcook公司的弯管方法有:a.冷弯法:冷弯法可能达到的弯管程度如下表:由此表可知:当t/D=0.08~0.1时,冷态弯管所能达到的R/D值为:1.6左右。
由弯管程度可知,该弯管方式,采用冷态顶镦法。
c.予弯后经一次热态挤压整形法:由此表可知:当t/D=0.08~0.1时,予管后经一次热态挤压整法所能达到的R/D值为1.0左右。
d.予弯后经二次热挤压整形法,即先予弯至R为1.6倍,外径的180°弯头,再加热后挤压并整形,冷后,再加热,挤压整形而得到的小R弯头。
其产品结构如下表:由此表可知:当t/D=0.1左右时,其最小的产品弯头弯曲半径为R/D=0.7。
总之,该公司的弯管方法和弯管工艺水平,与我厂相近,且不高于我厂。
其特点:是该公司采用了两次热挤压整形法加工R/D=0.7~1.0的弯头。
只是该法的生产效率较低。
4.日本IHI公司蛇形管生产线工艺特点:IHI公司在相生工厂的生产蛇形管的流水线,线上含4台弯管机,分别弯制不同方向和不同弯曲半径的弯头。
a.弯管规格:外径Ф32~Ф76,厚度≤12.5。
b.弯曲半径种类:≤2种。
最小弯曲半径:当t/D≥0.08时,可达R/D=1。
c.弯管方式:内侧加热法加顶镦弯曲法。
d.关于管排翻身及线/机布置。
由于弯管机可实现左右方向弯曲,故管排无须翻身,但弯管机和整条线的中心须在车间跨度内居中布置。
e.平台结构:弯管平台为平板结构,无转动装置和推拉装置,而是靠人工实现。
f.模具特点:弯模均为上下哈夫,并对较小R弯管,采用防轴板。
g.送料方式:数控送料,采用小车式。
h.弯管过程采用数控包括弯管角度,送料长度,以及机床动作。
i.管排最大长度:15米。
j.可以进行套排生产。
k.生产线加工的产品为成形产品,不需挤压整形。
5.美国F.W.E.C公司蛇形管生产线特点:美国F.W.E.C公司在美国和中国的新会均有蛇形管生产线。
在美国本土的生产线较老式,新会的新车间比较现代化。
但很难进入参观。
在美国的丹斯维尔的制造厂,情况如下:a.生产过热器、再热器及省煤器,规格跟美国CE公司相似。
b.直管接长可达50~60米。
c.有推动装置,冷态顶镦的弯曲半径一般可达R/D=1.5。
d.多种弯曲半径一般为2种R。
分别弯制套排蛇形管的大小R。
e.数控,纸带控制弯曲角度及送料长度。
f.对于R/D=1的蛇形管弯头,采用热态挤压整形法。
6.哈尔滨锅炉厂蛇形管生产线特点:哈尔滨锅炉厂的生产线,使用较早,而且不断改造、升级。
在向美国CE公司引进技术之后,基本上按CE模式仿制了生产线。
a.管子规格:Ф38~Ф76(实际仅为Ф63),壁厚t≤13mm。
b.弯曲半径:R/D=1.5~3.5c.当弯制较小R时,采用内侧感应加热器。
其加热装置为下藏式。
使用时升起。
d.不采用防皱板装置和顶镦装置。
e.管排长度≤12.5米。
f. 弯曲半径种类:2种。
可弯曲带二只不同R弯头的蛇形管管排。
它是线上布置2台弯管机实现的,另外还布置了一台脚头弯管机。
g. 关于管排翻身:该线在车间内靠边布置,蛇管不能正反向弯曲,采用翻身装置,将管排翻身,后单向弯管。
h.平台结构,支撑长管排的平台是固定平台。
平台上虽装有推管装置,但作用不大。
对于长管排也是由人工推动。
i.弯模结构:采用上下启示.j.控制方式:采用数控装置,对弯管角度和送料长度以及机床弯管动作进行控制.k.送料形式:采用送料小车,直线行走.7.北京锅炉厂蛇形管生产线特点:基本与哈尔滨锅炉厂蛇形管生产线相同8.东方锅炉厂蛇形管生产线特点:东方锅炉厂的生产线共有两条:一条生产线于哈尔滨锅炉厂的生产线相似,引进CE公司自动线模式;另一条生产线是在原先基础上进行改造的,并且交叉布置在宽36m,长290m的同一跨内.生产线主要性能:a.管子规格:φ38~φ76(实际产品的最大外径φ63.5),壁厚t<=13mmb.弯曲半径:R/D=1.5~3.5.c.弯曲半径种类:2种.可湾区最大小R弯头的蛇形管管排.在生产线上布置了两台弯管机,其中一台弯小R弯头,另一台能正反弯制不大于135°的大弯头.d.当弯制较小R时,采用氧+天然气内侧手工加热弯曲.e.不采用防推装置.f.不采用顶锻推动装置g.皱管排长度<=12mh.管排翻身:由于新ii线时离开柱边14m处进行进线布置得,在弯制正反大R时,采用正、反弯管机,故管无需翻身.i.平台结构:支撑长管的平台是固定平台.在平台上,装有约φ25的细管圆环,离弯管中心约4m,8m处布置并固定在平台上,减小人工推动时的摩擦力.j.弯模结构:整体模k.控制方式:采用数控装置,对弯管角度和送料长度及弯管机的各种动作进行控制l.送料形式:采用小车送料.9.武汉锅炉厂:蛇形管生产线的特点:武汉锅炉厂管子车间共布置了二条生产线,其中1号线管弯机头与我长iii 线完全一样,唯一不同的是弯管平台固定,不能旋转,另一条(ii线)生产线是在该厂I线的基础上与武汉工学院合作仿制的.相对I线来说,能力增强不少,但可靠性较I线(进口弯管机)差.弯管机性能:a.管子规格:φ38~φ63.5 壁厚:t<=13mm(I线使用至6mm).b.弯曲半径:Rmin=1.2D Rmax=120mmc.弯曲半径种类:一种d.采用顶锻装置进行弯制.e.弯制薄壁弯头,需采用防皱措施f.管排长度:<=16mg.弯排翻身:由于弯管机简体可作360°旋转,且弯管机居中布置,在弯制反面万头时,管排无需翻身,但不能一次弯制” ”形状的管圈.h.平台结构:支撑长管排的平台是固定平台的,在弯制过程中,需由人工推动管排i.弯模结构:采用上下开启式j.送料方式:采用二对滚轮送料及计数.k.控制方式:采用电脑数控装置,对弯管角度,弯管方向,送料方向,靠模压力及机床各种动作进行控制.尚属国内外各蛇形管生产线的性能参数和结构的比较可见表2《国内外制造厂的生产线汇总》。