橡胶制品压延工艺简介
- 格式:docx
- 大小:21.62 KB
- 文档页数:4

橡胶的压延工艺1压延工艺及压延原理在制造橡胶制品中,预先将混炼胶料制成一定厚度、宽度或一定形状的胶片,或在纺织物上挂薄胶层的工艺过程称做压延。
运用压延可以完成压片、压型、贴胶、擦胶、贴合、薄通和滤胶等作业。
压延原理:当胶料加入到压延机的两个工作辊筒之间时,由于辊筒的旋转,把胶料带入辊隙中,将胶料辗延成具有一定厚度和宽度的胶片。
压延过程中,胶料一方面发生粘性流动,一方面又发生弹性变形。
因此,压延中的各种工艺现象与胶料的流动性有关,又与胶料的粘弹性有关。
2压延机有哪几种?规格和型号如何表示?压延机是比较精密复杂的机械设备,各类很多。
分类方法有下列几种:按工作辊筒数来分:双辊、三辊、四辊。
按用途来分有:压片压延机:用于压片或纺织物贴胶,通常为三辊或四辊,各辊转速相同。
擦胶压延机:用于纺织物擦胶,通常为三辊,各辊之间有一定速比。
通用(万能)压延机:这种压延机兼有上述两种压延机的功能,通常为三辊或四辊,各辊的速比可借辅助齿轮调节。
压型压延机:用于制造表面带有花纹或有一定形状的胶片,其中有一个辊筒刻有花纹。
钢丝压延机:用于钢丝帘布的贴胶,由四个辊筒组成。
按辊筒的排列形式有:I型、△型、T型、L型、Z型、S型等。
压延机规格可用辊筒外直径×辊筒工作部分长度来表示,如压延机规格Φ610×1730。
我国压延机型号可表示为XY —4T—1730。
其中XY 表示橡胶胶压延机,4T表示四辊筒型排列。
1730表示辊筒工作部分的长度(mm)。
3在设计压延机时为什么需采用补偿措施在压延机加工过程中,当胶料通过辊距时,给予辊筒的横压力很高,加上辊筒自身的重量,致使辊筒会产生一定的弹性弯曲(其弯曲度称为挠度)结果使压延胶片出现中间厚两边薄的现象。
为了克服为种弊病,通常在设计压延机时,都采取一些补偿措施,以确保压延的精密度,常用的补偿方法有;凹凸系数法(中高法);轴交叉法和反弯曲法(予负荷法)等。
4什么叫压延效应,它对制品的性能有何影响?压延后的制品在纵横方向性能差异的现象叫做压延效应,即沿胶片纵方向(压延方向)的扯断强度大,伸长率小,收缩率大;而沿胶片横向的扯断强度小,伸长率大,收缩率小。



橡胶加工工艺流程
橡胶加工工艺是指将橡胶原料经过一系列的加工步骤,最终制成各种橡胶制品的过程。
下面是橡胶加工工艺的一般流程:
1. 橡胶混炼:首先将橡胶原料放入混炼机中进行混炼,目的是将橡胶与其他添加剂充分混合并使其成为一个均匀的胶料。
2. 压延:将混炼好的橡胶胶料放入压延机中进行压延,使其成为一定厚度的橡胶带.
3. 制模:将橡胶带放入模具中,通过压力和温度的作用,使其成型并固化。
制模的方式有多种,常见的有压热压缩法、注塑法等。
4. 硫化:将制好的橡胶制品放入硫化箱中进行硫化处理。
硫化是橡胶加工中非常重要的一步,通过加热和硫化剂的作用,使橡胶分子互相交联,增强其强度和抗老化性能。
5. 切割和修整:硫化后的橡胶制品经过切割和修整,使其形状更加精确。
6. 检验和测试:对制好的橡胶制品进行检验和测试,以确保其质量和性能符合要求。
主要包括外观检查、尺寸测量、物理性能测试等。
7. 包装和存储:将合格的橡胶制品进行包装,通常采用塑料袋或纸盒包装。
然后存放在干燥、通风的库房中。
以上是橡胶加工工艺的一般流程,不同的橡胶制品可能会有一些特殊的工艺步骤。
橡胶加工的过程中,需注意橡胶原料的质量、混炼工艺参数、硫化条件等。
只有严格控制每一个环节,才能制备出质量稳定、性能优越的橡胶制品。

橡胶压延工作总结
橡胶压延是一种常见的橡胶加工工艺,通过压延机将橡胶原料压制成所需的形
状和厚度。
这项工作需要高度的技术和经验,同时也需要严格的操作规程和安全措施。
在进行橡胶压延工作时,需要注意以下几个方面:
首先,操作人员需要熟悉压延机的结构和原理,了解各个部件的功能和作用。
在操作过程中,要严格按照操作规程进行操作,确保设备的正常运转和产品的质量。
其次,要注意橡胶原料的质量和配比。
不同的橡胶原料具有不同的性能和用途,需要根据产品的要求选择合适的橡胶原料,并严格按照配比进行混合和加工。
同时,还需要注意橡胶原料的储存和保管,避免受潮和污染。
再次,要严格控制压延工艺的参数,包括温度、压力、速度等。
这些参数直接
影响产品的质量和性能,需要根据产品的要求进行调整和控制。
在操作过程中,要随时关注设备的运行状态,及时发现和处理异常情况,确保产品的质量和安全。
最后,要加强对操作人员的培训和管理,提高他们的技术水平和安全意识。
橡
胶压延工作需要操作人员具备一定的专业知识和技能,同时也需要严格遵守安全操作规程,确保工作的安全和稳定。
总的来说,橡胶压延工作是一项技术含量较高的工艺,需要操作人员具备丰富
的经验和严谨的工作态度。
只有严格按照操作规程进行操作,严格控制工艺参数,加强对操作人员的培训和管理,才能保证产品的质量和安全。
希望通过不断的学习和实践,我们能够不断提高橡胶压延工作的技术水平,为企业的发展贡献自己的力量。

丁腈橡胶成型工艺一、引言丁腈橡胶是一种重要的合成橡胶,具有耐油、耐磨、耐寒、耐候性好等优异特性。
丁腈橡胶广泛应用于汽车、航空航天、医疗器械等领域。
而丁腈橡胶制品的成型工艺对产品的质量和性能有着重要影响。
本文将重点介绍丁腈橡胶成型工艺的相关内容。
二、丁腈橡胶成型工艺的分类丁腈橡胶成型工艺主要分为压延法、挤出法和模压法三种。
1. 压延法压延法是将丁腈橡胶压制成片状或薄膜状,然后通过切割、冲裁等工艺制成所需形状的零件。
常见的压延法成型工艺有平板压延、卷材压延等。
压延法成型工艺适用于制造密封垫片、胶片等产品。
2. 挤出法挤出法是将丁腈橡胶加热至熔融状态后,通过挤出机将熔融橡胶挤出成型。
挤出法成型工艺适用于制造管材、密封条、异型橡胶制品等。
挤出法成型工艺具有生产效率高、成型精度高等优点。
3. 模压法模压法是将丁腈橡胶加热至熔融状态后,将熔融橡胶注入模具中,经冷却固化后取出成型。
模压法成型工艺适用于制造零件、密封件、O型圈等。
模压法成型工艺具有成型精度高、表面光洁度好等优点。
三、丁腈橡胶成型工艺的步骤无论是压延法、挤出法还是模压法,丁腈橡胶的成型工艺大致可分为以下几个步骤:1. 原料准备:将丁腈橡胶颗粒加入橡胶混炼机中,与填充剂、硫化剂、促进剂等进行混炼,使其成为均匀的橡胶混合料。
2. 加热熔融:将橡胶混合料加入加热机中进行加热,使其熔融成为熔胶。
不同的成型工艺对温度要求不同,需要根据具体工艺调整加热温度。
3. 成型:根据不同的成型工艺选择相应的设备和工艺参数,将熔胶进行压延、挤出或注入模具中,使其成型。
4. 冷却固化:将成型的丁腈橡胶制品进行冷却,使其固化成为具有一定硬度和形状的橡胶制品。
5. 后处理:对成型的丁腈橡胶制品进行修整、检验、包装等工序,使其达到产品质量要求。
四、丁腈橡胶成型工艺的关键因素丁腈橡胶成型工艺的质量和效率受到多个因素的影响,其中包括以下几个关键因素:1. 原料选择和配比:选用合适的丁腈橡胶原料,并合理配比填充剂、硫化剂、促进剂等,以满足产品的性能要求。

橡胶制品压延工艺简介压延是指将橡胶混炼胶在压延机上制成胶片或与骨架材料制成胶布半成品的工艺过程,它包括压片、帖合、压型和织物挂胶等工序;一、压延机按工艺用途来分,主要有压片压延机、擦胶压延机、通用压延机等等;➢压片压延机:用于压延胶片或纺织物贴胶;大多为三辊或四辊,各辊速度相等;➢擦胶压延机:用于纺织物的擦胶;通常为三辊,各辊间有一定的转速比,中辊速度大于上下辊的速度;胶料借助中、下辊之间的速比擦入纺织物中;➢通用压延机:也称万能压延机,兼有上述两种压延机的作用;通常为三辊或四辊,各辊间的速比可以改变;二、压延工艺1、胶料的热炼及供胶胶料进入压延机之前,需要先将其在热炼机上翻炼,这一工艺过程称之为热炼或预热;热炼的目的是提高胶料的混炼均匀性,进一步增加胶料的可塑性,提高胶料的温度,增大热可塑性;热炼过程一般分两步,都是杂开炼机上进行,第一步叫粗炼,通过低温薄通,使胶料变软而均匀;第二步叫细炼,辊距较大,辊温较高,以提高胶料温度,获得较大的热可塑性;同时增进胶料与纺织物的粘合性;2、纺织物烘干为了提高胶料与纺织物的粘合性能,保证压延质量,需要对纺织物进行烘干,减少纺织物的含水量,一般控制含水率在1%-2%之内,含水率过大将降低橡胶与纺织物的粘附力,但过于干燥会使纺织物变硬,在压延过程中受损伤,降低强度;在烘干过程中,使纺织物温度升高也有利于橡胶分子通过热运动渗透到纺织物缝隙中,增进橡胶和纺织物的粘合;3、压延工艺流程压片压片是将已预热好的胶料,用压延机在辊速相等的情况下,制成一定厚度和宽度的胶片,可采用两辊、三辊或四辊压延机进行;A:影响压片的速度主要有,辊温辊温取决于胶料的性质,通常含胶率高或弹性大的胶料,辊温应高些增大热可塑性;含胶率低或弹性小的胶料,辊温应该低些;另外,为了使胶片在辊筒间顺利压延,各辊筒间应有一定的温差;例如,天然橡胶包热辊,胶片由一个辊筒移到另一个辊筒时,后者的辊温应该高些;而一般合成橡胶则相反,易包冷辊,故此时辊温的顺序应与天然橡胶相反;胶料可塑度可塑度大,流动性好,胶片光滑,收缩性小,但可塑性太大时易产生粘辊现象;可塑度低,流动性差,胶片不光滑,收缩率大;辊速辊速快,生产能力大,但收缩率大,表面不光滑;压延机的辊速应根据胶料的可塑度、温度而定;B:压片中常出现的质量问题及原因压片的质量要求是:表面光滑、厚度均匀、无绉、内部胶料致密、无气泡等;常出现的质量问题原因如下:内部有气泡:因配合剂含水率高、软化剂挥发性大、压延温度高、积胶过多、胶卷放入的不当、返回胶含水多、压延胶片太厚等;表面皱缩:因胶料可塑度低、收缩率大、胶料与返回胶配比不均、热炼不均等;胶片表面不光滑:因胶料的可塑度低、辊温低、压延速度快、胶料有自硫胶粒等;胶片厚度不均:因胶料可塑度不均、胶温波动大导致收缩不均、两侧辊距不一致、卷取松紧不一样等;贴合贴合是通过压延机将两层薄胶片贴合在一起的工艺过程;通常用于制造较厚、质量要求较高的胶片和两种不同胶料组成的胶片、夹布层胶片等;贴合方法有二辊压延机贴合法、三辊压延机贴合法、四辊压延机贴合法;四辊压延机贴合效率高、质量好、精度高,但压延效应大;压型压型是将胶料制成一定断面形状的半成品或表面有花纹的工艺过程,如制造胶鞋大底、力车胎胎面等;压型可用二辊、三辊、四辊压延机进行,其中必有一个辊或数个辊筒刻有花纹;对压型的要求是:规格准确、花纹清晰、胶料密致;在胶料配方及工艺操作上应注意入下几点:配方中应加入适量的填充剂,以降低含胶率,使压延规格、形状准确、花纹清晰;配方中加入适当的软化剂,提高胶料的可塑性,降低弹性;必要时可加入适量的再生胶,再生胶可降低压延、压出的膨胀率,提高半成品的挺性,从而使其规格准确、花纹清晰;保证胶料有恒定的可塑度,为此对混炼胶的可塑度、热炼程度、返回胶掺用比例等都要严格控制;压型过程中采用提高辊温、降低转速等方法提高压延质量;压延出来的半成品应迅速冷却,使花纹定型、防止花纹流动变形;纺织物挂胶A:挂胶方法挂胶方法可分为贴胶、压力贴胶和擦胶三种;贴胶:是在压延机上利用两个转速相同的辊筒将一定厚度的胶片贴于纺织物上的过程;贴胶常用三辊压延机或四辊压延机,三辊一次只能贴一面,四辊一次可贴两面;在贴胶时,进行贴合的两个辊筒的转速应相同,但供胶的两个辊筒的转速则即可相同,又可不同,有一定速比,有利于消除气泡,贴合效果较好;压力贴胶:这种方法形式上与贴胶相同,区别是两个贴胶辊筒之间也有一定量的积胶存在,利用堆积胶的压力将胶料压入布缝中;此法橡胶附着力好,但帘线易受损害;擦胶:擦胶是利用压延机辊筒速比不同所产生的剪切力和辊筒的挤压力,将胶料挤压擦入纺织物缝隙中去的过程;它通常是在三辊或四辊压延机上进行的;擦胶时工作辊筒的速比在1::范围内,速比越大,擦入力越强,胶料的渗透就越好,但纺织物受到的伸张力也越大,擦胶通常只用于帆布挂胶;B:挂胶工艺中的主要影响因素可塑度:可塑度大,胶料流动性好,渗透力强,胶与布附着力好,胶布表面光滑,收缩率小,但硫化胶强度低;以天然橡胶的贴胶可塑度为、擦胶可塑度为较为合适;辊温:辊温高,胶料的热塑性提高,但温度过高时易产生焦烧;辊速:辊速大,压延速度快,生产能力大,但胶料受力时间短,而收缩率大,胶布表面不光滑;而且由于受力时间短,胶料渗透到布缝中的能力下降,胶与布的附着力下降;辊速慢则效果相反;一般辊速视胶料的可塑度而定,可塑度大,辊速快;可塑度小,辊速慢;辊距:压延时,上、中辊起供胶作用,其辊距大小根据挂胶厚度来定;中、下辊起贴合作用,其辊距大小直接影响挂胶质量;如中、下辊辊距过小,则纺织物不易通过或者易被压坏;若辊距过大,则失去辊的压力作用,胶层不能很好地贴在纺织物上,附着力差;C:挂胶中常见的质量问题及原因掉胶:胶层剥落下来;原因:纺织物干燥不好,含水率高;布面有油污、灰尘等杂物;胶料热炼不均,可塑度小;压延温度低、速度快、辊距过大等;帘布跳线、弯曲:胶料可塑度不均;布卷过松;中辊积胶过多,局部受力过大;帘布纬线松紧不一;出兜:这是帘布中部松而两边紧的现象;原因:纺织物受力不均,中部受力大于边部;纺织物本身密度不均匀,伸长率不一致;压偏、压坏、打折:压偏是由于辊距一边大一边小、递布不正、辊筒轴承松紧不一致造成;压坏一般是由于操作不当所致,如辊距、速度、积胶控制不好等原因造成;打折则是由于垫布卷取过松、挂胶布与冷却辊速不一致引起的;表面麻面或出现小疙瘩:原因一般是胶料热炼不足、可塑度小;热炼不均匀;温度过高产生自硫或胶料中含有自硫胶粒等;三、几种常用橡胶的压延特性善贞实业上海有限公司代理尼纳斯环保油Nynas、蓝星有机硅BLUESTAR、矽比科填料Sibelco、欧励隆炭黑Orion、艾迪科助剂ADK等,并在安徽宣城拥有一家混炼胶工厂; 1天然橡胶热塑性大、收缩率小、压延容易;天然橡胶易粘附热辊,压延时应适当控制各辊的温差,以使胶片能在辊筒间顺利转移;2丁苯橡胶热塑性小,收缩率大,因此用于压延的胶料必须充分塑炼;由于丁苯橡胶对压延的热,敏感性很显着,其操作与天然橡胶有所不同,压延温度应低于天然橡胶一般低5℃-15℃,各辊温差由高到低;3顺丁橡胶压延温度应比天然橡胶低些,压延的半成品较丁苯橡胶胶料光滑、紧密和柔软;4 氯丁橡胶通用型氯丁橡胶在75℃-95℃时易粘辊,难于压延;压延应采用低温法65℃以下或高温法95℃以上;压延后要迅速冷却;若在胶料中加入少许石蜡、硬脂酸或掺用少量顺丁橡胶可减少粘辊现象;5 乙丙橡胶压延性能良好,可以在广泛的温度范围内80℃-120℃连续作业,温度过低时胶料收缩率大,易产生气泡;另外,压延胶料应选择适当的门尼粘度;6 丁基橡胶在无填料时不能压延,填料多时则较易压延;丁基橡胶粘冷辊,脱热辊,压延时各个辊筒应保持一定的温度范围;7 丁腈橡胶热塑性小,收缩性大,在胶料中加入填充剂或软化剂可减少收缩率;当填充剂的重量占生胶重要的50%以上时,才能得到表面光滑的压延胶片;丁腈橡胶胶料粘性小,易粘冷辊;四、橡胶压延的注意事项橡胶的压延工艺包括将胶料制成一定厚度和宽度的胶片;在胶片上压出某种花纹,以及在作为制品结构骨架的织物上覆上一层薄胶如插胶、贴胶等;根据产品的种类和外观的不同,具体压延工艺有压片、压型、帘布贴胶和帆布擦胶;橡胶经压延制作出的成品橡胶气囊、堵水气囊等使橡胶本身的特性加强;用作压延的胶料,应要求有良好的包辊性,流动性,焦烧性和收缩性;在进行配方设计时,应注意以下几点:1、各种生胶的压延特性:天然生生胶强度高,包辊性好,流动性好,易于进行压延,顺丁胶次之,氯丁胶包辊性好,但对热敏感性大,易产生粘辊,丁苯胶和丁晴胶流动性差,比较难以进行压延,压延胶片收缩性大,无论选用哪种生胶,都须有足够低的粘度值,才能获得良好的流动性;2、填料的选择:在一般压延中,都要配入一定量的填料,有利于压延操作,炭黑,白炭黑,碳酸钙都很适用;陶土不宜使用,再生胶有利于压延;3、加入软化剂可取得良好压延效果,但应根据具体的压延作业的要求加以选用,压片要求胶片有一定的挺性,不易变形,采用增塑作用不太大的软化剂:如油膏;固体古马树酯,沥青,松香等;4、硫化体系:压延制作通常在较高温度90-110℃下进行,对于硫化体系的选择首先应考虑不易焦烧;通常压延胶料的门尼焦烧时间应控制在20-25分钟以上;。


橡胶压延工艺嘿,朋友们!今天咱来聊聊橡胶压延工艺,这可真是个有趣又重要的玩意儿呢!你想想看,橡胶就像一块软软的面团,而压延工艺呢,就像是个神奇的魔法,能把这面团变得平平整整,薄厚均匀。
这可不是随随便便就能做到的哦!在橡胶压延的过程中,那可是有很多讲究的。
就好比说温度吧,太热了不行,橡胶都要化啦;太冷了也不行,根本就压不动嘛!这温度就得拿捏得恰到好处,就像咱做饭放盐一样,多了咸,少了没味。
还有压力呀,压力小了,那橡胶就还是松松垮垮的;压力大了呢,又怕给压坏了。
这可真是个技术活呢!你说像不像走钢丝,得小心翼翼地保持平衡。
那压延辊就像是两个大力士,把橡胶夹在中间,使劲地挤压、拉伸。
它们得配合得特别好,要不然这橡胶可就被压得一边厚一边薄啦,那不就成了个歪瓜裂枣啦!咱再说说速度。
这速度要是太快了,橡胶还没来得及好好变形呢,就被急匆匆地拉过去了;要是太慢了,那效率得多低呀,得等到猴年马月才能完成任务呢。
这就像是跑步,太快了容易累垮,太慢了又赶不上进度。
在橡胶压延工艺中,每一个环节都不能马虎。
从原材料的选择,到设备的调试,再到操作人员的技术,哪一个环节出了问题,那可都不行。
这就好像盖房子,砖头、水泥、工人都得靠谱,才能盖出坚固漂亮的房子呀!而且呀,不同的橡胶制品对压延的要求还不一样呢!有的要很薄很薄,像纸一样;有的要很厚很厚,像砖头一样。
这就得靠技术人员的经验和本事啦,他们就像是魔法师,能把橡胶变成各种各样我们想要的形状和厚度。
你说这橡胶压延工艺神奇不神奇?它可是在很多行业都有着重要的作用呢!汽车轮胎、橡胶管、橡胶垫等等,这些东西可都离不开橡胶压延工艺呀。
总之呢,橡胶压延工艺看似简单,实则暗藏玄机。
它需要我们细心、耐心、用心地去对待,才能让橡胶发挥出最大的作用。
怎么样,朋友们,是不是对橡胶压延工艺有了更深的了解呀?。

橡胶四辊压延橡胶四辊压延是一种常见的加工橡胶的方法,通过四个旋转的辊子将橡胶块或片材压延成所需的形状和尺寸。
这种加工方法在橡胶制造业中广泛应用,可以用于生产橡胶板、橡胶管、橡胶带等各种橡胶制品。
本文将深入探讨橡胶四辊压延的原理、工艺以及其在橡胶制造中的应用。
首先,让我们了解橡胶四辊压延的原理。
橡胶四辊压延机由四个平行排列的辊子组成,通常有两个工作辊和两个辊的调节辊。
工作辊通过驱动装置转动,形成一个压延区域。
在这个区域内,橡胶块或片材被辊子的压力和摩擦力作用下逐渐变形,最终压延成所需的形状。
橡胶四辊压延的工艺通常可以分为几个步骤。
首先,将橡胶块或片材放置在两个工作辊之间,并确保辊子之间有适当的间隙。
然后,通过调整两个辊的位置,使其与工作辊紧密接触。
接下来,启动驱动装置,使辊子开始转动。
在转动的同时,逐渐增加辊子之间的压力,以推动橡胶块或片材进入压延区域。
同时,可以通过调整辊子的转速和间隙大小来控制橡胶的压延速度和厚度。
最后,当橡胶达到所需的尺寸和形状后,停止驱动装置,取出压延好的橡胶制品。
橡胶四辊压延在橡胶制造中有广泛的应用。
首先,它可以用于生产橡胶板。
橡胶板是一种常见的橡胶制品,广泛用于建筑、汽车、电子等领域。
通过橡胶四辊压延,可以将橡胶块或片材压延成适合生产橡胶板的尺寸和厚度。
其次,橡胶四辊压延也可以用于生产橡胶管。
橡胶管是一种用于输送液体或气体的管道,橡胶四辊压延可以将橡胶块或片材压延成所需的内径和壁厚,以适应不同的应用需求。
此外,橡胶四辊压延还可以用于生产橡胶带、橡胶垫片等各种橡胶制品。
对于我个人来说,橡胶四辊压延作为一种橡胶加工方法,具有很高的效率和灵活性。
通过调整辊子的转速、间隙和压力,可以实现对橡胶的精确控制,以满足不同产品的要求。
此外,橡胶四辊压延还可以处理较大尺寸和较厚的橡胶块,适用于各种规模和类型的橡胶制造企业。
总结起来,橡胶四辊压延是一种常用的橡胶加工方法,通过四个旋转的辊子将橡胶块或片材压延成所需的形状和尺寸。

橡胶使用的成型工艺有
1. 注塑成型:将加热的橡胶材料注入到模具中,经过冷却和固化后取出成型产品。
注塑成型适用于大批量生产,制造复杂形状的橡胶制品。
2. 挤出成型:将加热的橡胶材料通过挤出机的螺杆挤压出来,经过冷却和固化后得到成型产品。
挤出成型适用于生产形状单一且长度较长的橡胶制品,如密封条、橡胶管等。
3. 压延成型:将加热的橡胶材料放在两个金属模具之间,通过压力使橡胶均匀分布,并在加热和冷却的作用下取出成型产品。
压延成型适用于生产平板状、板块状的橡胶制品。
4. 橡胶胶模成型:将加热的橡胶材料放在胶模内,经过加热和冷却后取出成型产品。
橡胶胶模成型适用于生产精密的橡胶制品,如密封件、挡水胶板等。
5. 真空成型:将加热的橡胶材料置于真空模具中,通过对模具内部施加真空吸附使橡胶紧密贴合模具表面,经过加热和冷却得到成型产品。
真空成型适用于生产高精度的橡胶制品,如橡胶模具、橡胶密封件等。
以上是常见的几种橡胶成型工艺,根据不同的橡胶材料和产品要求,选择合适的成型工艺可以提高生产效率和产品质量。


橡胶四辊压延橡胶四辊压延是一种常见的橡胶加工工艺,主要用于制造橡胶制品。
本文将从以下几个方面进行介绍:橡胶四辊压延的基本原理、设备组成、操作流程、注意事项以及应用领域。
一、橡胶四辊压延的基本原理橡胶四辊压延是利用四根平行排列的辊子对橡胶进行挤压和拉伸,使其达到所需的形状和尺寸。
其中,两个大直径的辊子称为工作辊,两个小直径的辊子称为支撑辊。
通过调整工作辊之间的距离和转速,可以控制橡胶在挤出时受到的压力和拉伸程度。
二、设备组成橡胶四辊压延机主要由下列部分组成:1. 机架:支撑整个设备。
2. 电动机:提供动力驱动设备运转。
3. 减速器:将电动机输出的高速旋转转换为低速高扭矩输出。
4. 传动轴:将减速器输出轴与主轴连接起来。
5. 工作辊:用于挤压和拉伸橡胶。
6. 支撑辊:用于支撑工作辊和橡胶。
7. 调节机构:用于调整工作辊之间的距离和转速。
三、操作流程橡胶四辊压延的操作流程如下:1. 将要加工的橡胶放置在两个支撑辊之间,使其平整。
2. 调整工作辊之间的距离,使其与橡胶接触。
3. 开始电机,使主轴旋转。
4. 逐渐调整工作辊之间的距离,控制橡胶受到的压力和拉伸程度。
5. 持续挤出和拉伸,直至橡胶达到所需形状和尺寸为止。
6. 停止电机,并将加工好的橡胶取出。
四、注意事项在进行橡胶四辊压延时,需要注意以下几点:1. 操作人员必须经过专业培训,并严格遵守操作规程,以确保安全生产。
2. 在操作前应检查设备各部分是否正常运转,并进行必要的维护保养。
3. 在加工过程中应定期检查设备各部分的运行情况,如有异常应及时处理。
4. 在加工不同种类的橡胶时,应根据其特性和要求进行相应的调整。
5. 加工完毕后,应及时清理设备和工作场地,并做好设备维护保养工作。
五、应用领域橡胶四辊压延广泛应用于制造各种橡胶制品,如轮胎、密封件、管道等。
其中,轮胎是最主要的应用领域之一。
通过橡胶四辊压延,可以使轮胎具有良好的耐磨性、抗老化性和抗拉伸性能,从而提高其使用寿命和安全性能。
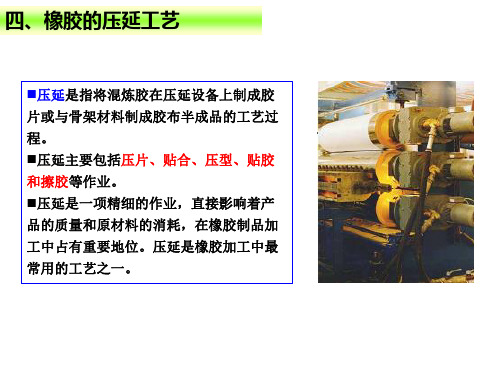
橡胶制品压延工艺简介压延是指将橡胶混炼胶在压延机上制成胶片或与骨架材料制成胶布半成品的工艺过程,它包括压片、帖合、压型和织物挂胶等工序。
一、压延机按工艺用途来分,主要有压片压延机、擦胶压延机、通用压延机等等。
➢压片压延机:用于压延胶片或纺织物贴胶。
大多为三辊或四辊,各辊速度相等。
➢擦胶压延机:用于纺织物的擦胶。
通常为三辊,各辊间有一定的转速比,中辊速度大于上下辊的速度。
胶料借助中、下辊之间的速比擦入纺织物中。
➢通用压延机:也称万能压延机,兼有上述两种压延机的作用。
通常为三辊或四辊,各辊间的速比可以改变。
二、压延工艺1、胶料的热炼及供胶胶料进入压延机之前,需要先将其在热炼机上翻炼,这一工艺过程称之为热炼或预热。
热炼的目的是提高胶料的混炼均匀性,进一步增加胶料的可塑性,提高胶料的温度,增大热可塑性。
热炼过程一般分两步,都是杂开炼机上进行,第一步叫粗炼,通过低温薄通,使胶料变软而均匀;第二步叫细炼,辊距较大,辊温较高,以提高胶料温度,获得较大的热可塑性。
同时增进胶料与纺织物的粘合性。
2、纺织物烘干为了提高胶料与纺织物的粘合性能,保证压延质量,需要对纺织物进行烘干,减少纺织物的含水量,一般控制含水率在1%-2%之内,含水率过大将降低橡胶与纺织物的粘附力,但过于干燥会使纺织物变硬,在压延过程中受损伤,降低强度。
在烘干过程中,使纺织物温度升高也有利于橡胶分子通过热运动渗透到纺织物缝隙中,增进橡胶和纺织物的粘合。
3、压延工艺流程3.1压片压片是将已预热好的胶料,用压延机在辊速相等的情况下,制成一定厚度和宽度的胶片,可采用两辊、三辊或四辊压延机进行。
A:影响压片的速度主要有,辊温辊温取决于胶料的性质,通常含胶率高或弹性大的胶料,辊温应高些(增大热可塑性);含胶率低或弹性小的胶料,辊温应该低些。
另外,为了使胶片在辊筒间顺利压延,各辊筒间应有一定的温差。
例如,天然橡胶包热辊,胶片由一个辊筒移到另一个辊筒时,后者的辊温应该高些;而一般合成橡胶则相反,易包冷辊,故此时辊温的顺序应与天然橡胶相反。
胶料可塑度可塑度大,流动性好,胶片光滑,收缩性小,但可塑性太大时易产生粘辊现象;可塑度低,流动性差,胶片不光滑,收缩率大。
辊速辊速快,生产能力大,但收缩率大,表面不光滑。
压延机的辊速应根据胶料的可塑度、温度而定。
B:压片中常出现的质量问题及原因压片的质量要求是:表面光滑、厚度均匀、无绉、内部胶料致密、无气泡等。
常出现的质量问题原因如下:内部有气泡:因配合剂含水率高、软化剂挥发性大、压延温度高、积胶过多、胶卷放入的不当、返回胶含水多、压延胶片太厚等。
表面皱缩:因胶料可塑度低、收缩率大、胶料与返回胶配比不均、热炼不均等。
胶片表面不光滑:因胶料的可塑度低、辊温低、压延速度快、胶料有自硫胶粒等。
胶片厚度不均:因胶料可塑度不均、胶温波动大导致收缩不均、两侧辊距不一致、卷取松紧不一样等。
3.2贴合贴合是通过压延机将两层薄胶片贴合在一起的工艺过程。
通常用于制造较厚、质量要求较高的胶片和两种不同胶料组成的胶片、夹布层胶片等。
贴合方法有二辊压延机贴合法、三辊压延机贴合法、四辊压延机贴合法。
四辊压延机贴合效率高、质量好、精度高,但压延效应大。
3.3压型压型是将胶料制成一定断面形状的半成品或表面有花纹的工艺过程,如制造胶鞋大底、力车胎胎面等。
压型可用二辊、三辊、四辊压延机进行,其中必有一个辊或数个辊筒刻有花纹。
对压型的要求是:规格准确、花纹清晰、胶料密致。
在胶料配方及工艺操作上应注意入下几点:配方中应加入适量的填充剂,以降低含胶率,使压延规格、形状准确、花纹清晰;配方中加入适当的软化剂,提高胶料的可塑性,降低弹性;必要时可加入适量的再生胶,再生胶可降低压延、压出的膨胀率,提高半成品的挺性,从而使其规格准确、花纹清晰;保证胶料有恒定的可塑度,为此对混炼胶的可塑度、热炼程度、返回胶掺用比例等都要严格控制;压型过程中采用提高辊温、降低转速等方法提高压延质量;压延出来的半成品应迅速冷却,使花纹定型、防止花纹流动变形。
3.4纺织物挂胶A:挂胶方法挂胶方法可分为贴胶、压力贴胶和擦胶三种。
贴胶:是在压延机上利用两个转速相同的辊筒将一定厚度的胶片贴于纺织物上的过程。
贴胶常用三辊压延机或四辊压延机,三辊一次只能贴一面,四辊一次可贴两面。
在贴胶时,进行贴合的两个辊筒的转速应相同,但供胶的两个辊筒的转速则即可相同,又可不同,有一定速比,有利于消除气泡,贴合效果较好。
压力贴胶:这种方法形式上与贴胶相同,区别是两个贴胶辊筒之间也有一定量的积胶存在,利用堆积胶的压力将胶料压入布缝中。
此法橡胶附着力好,但帘线易受损害。
擦胶:擦胶是利用压延机辊筒速比不同所产生的剪切力和辊筒的挤压力,将胶料挤压擦入纺织物缝隙中去的过程。
它通常是在三辊或四辊压延机上进行的。
擦胶时工作辊筒的速比在1:1.3-1:1.5范围内,速比越大,擦入力越强,胶料的渗透就越好,但纺织物受到的伸张力也越大,擦胶通常只用于帆布挂胶。
B:挂胶工艺中的主要影响因素可塑度:可塑度大,胶料流动性好,渗透力强,胶与布附着力好,胶布表面光滑,收缩率小,但硫化胶强度低。
以天然橡胶的贴胶可塑度为0.4-0.5、擦胶可塑度为0.5-0.6较为合适。
辊温:辊温高,胶料的热塑性提高,但温度过高时易产生焦烧。
辊速:辊速大,压延速度快,生产能力大,但胶料受力时间短,而收缩率大,胶布表面不光滑。
而且由于受力时间短,胶料渗透到布缝中的能力下降,胶与布的附着力下降。
辊速慢则效果相反。
一般辊速视胶料的可塑度而定,可塑度大,辊速快;可塑度小,辊速慢。
辊距:压延时,上、中辊起供胶作用,其辊距大小根据挂胶厚度来定。
中、下辊起贴合作用,其辊距大小直接影响挂胶质量。
如中、下辊辊距过小,则纺织物不易通过或者易被压坏;若辊距过大,则失去辊的压力作用,胶层不能很好地贴在纺织物上,附着力差。
C:挂胶中常见的质量问题及原因掉胶:胶层剥落下来。
原因:纺织物干燥不好,含水率高;布面有油污、灰尘等杂物;胶料热炼不均,可塑度小;压延温度低、速度快、辊距过大等。
帘布跳线、弯曲:胶料可塑度不均;布卷过松;中辊积胶过多,局部受力过大;帘布纬线松紧不一。
出兜:这是帘布中部松而两边紧的现象。
原因:纺织物受力不均,中部受力大于边部;纺织物本身密度不均匀,伸长率不一致。
压偏、压坏、打折:压偏是由于辊距一边大一边小、递布不正、辊筒轴承松紧不一致造成;压坏一般是由于操作不当所致,如辊距、速度、积胶控制不好等原因造成。
打折则是由于垫布卷取过松、挂胶布与冷却辊速不一致引起的。
表面麻面或出现小疙瘩:原因一般是胶料热炼不足、可塑度小;热炼不均匀;温度过高产生自硫或胶料中含有自硫胶粒等。
三、几种常用橡胶的压延特性善贞实业(上海)有限公司代理尼纳斯环保油Nynas、蓝星有机硅BLUESTAR、矽比科填料Sibelco、欧励隆炭黑Orion、艾迪科助剂ADK等,并在安徽宣城拥有一家混炼胶工厂。
1)天然橡胶热塑性大、收缩率小、压延容易。
天然橡胶易粘附热辊,压延时应适当控制各辊的温差,以使胶片能在辊筒间顺利转移。
2)丁苯橡胶热塑性小,收缩率大,因此用于压延的胶料必须充分塑炼。
由于丁苯橡胶对压延的热,敏感性很显著,其操作与天然橡胶有所不同,压延温度应低于天然橡胶(一般低5℃-15℃),各辊温差由高到低。
3)顺丁橡胶压延温度应比天然橡胶低些,压延的半成品较丁苯橡胶胶料光滑、紧密和柔软。
4)氯丁橡胶通用型氯丁橡胶在75℃-95℃时易粘辊,难于压延。
压延应采用低温法(65℃以下)或高温法(95℃以上)。
压延后要迅速冷却。
若在胶料中加入少许石蜡、硬脂酸或掺用少量顺丁橡胶可减少粘辊现象。
5)乙丙橡胶压延性能良好,可以在广泛的温度范围内(80℃-120℃)连续作业,温度过低时胶料收缩率大,易产生气泡。
另外,压延胶料应选择适当的门尼粘度。
6)丁基橡胶在无填料时不能压延,填料多时则较易压延。
丁基橡胶粘冷辊,脱热辊,压延时各个辊筒应保持一定的温度范围。
7)丁腈橡胶热塑性小,收缩性大,在胶料中加入填充剂或软化剂可减少收缩率。
当填充剂的重量占生胶重要的50%以上时,才能得到表面光滑的压延胶片。
丁腈橡胶胶料粘性小,易粘冷辊。
四、橡胶压延的注意事项橡胶的压延工艺包括将胶料制成一定厚度和宽度的胶片;在胶片上压出某种花纹,以及在作为制品结构骨架的织物上覆上一层薄胶(如插胶、贴胶)等。
根据产品的种类和外观的不同,具体压延工艺有压片、压型、帘布贴胶和帆布擦胶。
橡胶经压延制作出的成品(橡胶气囊、堵水气囊等)使橡胶本身的特性加强。
用作压延的胶料,应要求有良好的包辊性,流动性,焦烧性和收缩性。
在进行配方设计时,应注意以下几点:1、各种生胶的压延特性:天然生生胶强度高,包辊性好,流动性好,易于进行压延,顺丁胶次之,氯丁胶包辊性好,但对热敏感性大,易产生粘辊,丁苯胶和丁晴胶流动性差,比较难以进行压延,压延胶片收缩性大,无论选用哪种生胶,都须有足够低的粘度值,才能获得良好的流动性;2、填料的选择:在一般压延中,都要配入一定量的填料,有利于压延操作,炭黑,白炭黑,碳酸钙都很适用。
陶土不宜使用,再生胶有利于压延;3、加入软化剂可取得良好压延效果,但应根据具体的压延作业的要求加以选用,压片要求胶片有一定的挺性,不易变形,采用增塑作用不太大的软化剂:如油膏。
固体古马树酯,沥青,松香等;4、硫化体系:压延制作通常在较高温度(90-110℃)下进行,对于硫化体系的选择首先应考虑不易焦烧。
通常压延胶料的门尼焦烧时间应控制在20-25分钟以上。