焊接方法和焊缝连接形式
- 格式:pdf
- 大小:2.27 MB
- 文档页数:24
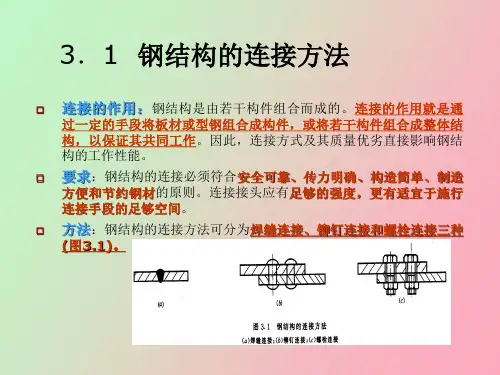
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
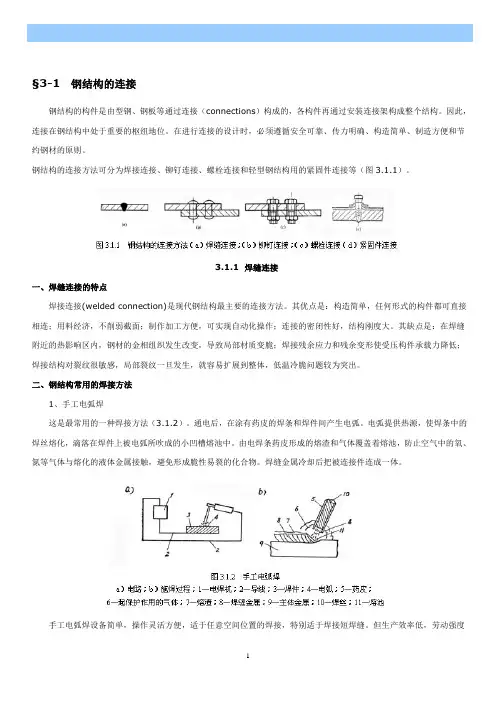
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
焊接连接10.2.1 焊接方法、材料与强度1. 焊接方法钢结构常用电渣焊、气体保护焊、电阻焊和电弧焊。
电弧焊分为手工电弧焊、自动焊和半自动焊。
以手工电弧焊为最常用,设备简单,操作方便,但质量波动较大,取决于电焊工的操作水平。
自动焊与半自动焊需要自动电焊机,当自动电焊机靠人工移动时称为半自动焊。
2. 焊接材料电弧手工焊采用的焊条,应符合现行国家标准《非合金钢及细晶粒钢焊条》GB/T5117或《热强钢焊条》GB/T5118的规定。
选择的焊条型号应与主体金属力学性能相适应。
对Q235钢采用E43型焊条,对Q345钢采用E50型焊条,对Q390钢及Q420钢采用E55型焊条。
对直接承受动力荷载或振动荷载且需要验算疲劳的结构,宜采用低氢型焊条。
自动焊或半自动焊采用的焊丝和相应的焊剂应与主体金属力学性能相适应,并不低于现行国家标准《埋弧焊用碳钢焊丝和焊剂》GB/T5293和《埋弧焊用低合金钢焊丝和焊剂》GB/T12470中相关的规定。
3. 焊缝强度焊缝的强度设计值见表10-1。
10.2.2 焊接接头及焊缝形式焊接接头有平接(图10-2(a))、搭接(图10-2(b),(c))、T 形连接(图10-2(d),(e))和角接(图10-2(f),(g)),所采用的焊缝主要有对接焊缝(图10-2(a),(e),(g))及角焊缝(图10-2(b),(c),(d),(f))两种。
对接焊缝按坡口形式分为Ⅰ形缝(10-3(a))、带钝边单边V形缝(图10-3(b))、带钝边V形缝(Y形缝图10-3(c))、带钝边U形缝(图10-3(d))、带钝边双单边V形缝(K形缝图10-3(e))、双Y形缝(X 形缝图10-3(f))等。
图10-2 焊接接头及焊缝形式图10-3 对接焊缝坡口形式当焊件厚度t<10mm时可采用直边缝,5mm以下可单面焊,6~10mm应双面焊。
当焊件厚度t=10~20mm时,因直边缝不易焊透,可采用带钝边单边V形缝或带钝边V形缝。
焊缝连接形式
在工程建设中,焊缝连接是一种常见的连接形式。
焊缝连接的优点是可以提高连接强度、密封性和耐腐蚀性,同时也可以简化结构,减少材料使用量。
焊缝连接形式有很多种,下面是几种常见的焊缝连接形式:
1.对接焊缝:对接焊缝是将两个零件的端面对齐,焊接在一起的连接形式。
对接焊缝的优点是连接强度高,但需要保证两个零件的端面平整度和对齐度。
2.角焊缝:角焊缝是将两个零件作成90度的角度,然后将它们焊接在一起。
角焊缝的优点是可以增加零件的刚度和强度,但焊接难度相对较大。
3.环缝焊接:环缝焊接是将两个圆形零件的端面对齐,然后将它们焊接在一起的连接形式。
环缝焊接的优点是可以保证零件的密封性和耐腐蚀性,但焊接难度较大。
4.搭接焊缝:搭接焊缝是将两个零件搭接在一起,然后将它们焊接在一起的连接形式。
搭接焊缝的优点是可以增加零件的承载能力和稳定性,但焊接后也需要进行加强处理。
总之,在选择焊缝连接形式时,需要根据具体情况进行选择,考虑到连接强度、密封性、耐腐蚀性等因素。
同时,在焊接过程中也需要注意保证焊缝的质量和焊接工艺的规范。
- 1 -。

焊接形式与示例全文共四篇示例,供读者参考第一篇示例:焊接是一种常见的连接方式,常用于汽车制造、船舶建造、建筑工程等各个领域。
在焊接过程中,焊接形式起着至关重要的作用,不同的焊接形式适用于不同的材料和工件。
本文将介绍常见的焊接形式和示例,希望能够帮助大家更好地了解焊接技术。
一、电弧焊接电弧焊接是一种通过电弧加热和熔化工件表面,然后冷却形成焊缝的焊接方法。
电弧焊接可以分为手工电弧焊、埋弧焊、气保护焊等多种形式。
其中,手工电弧焊是最为常见的一种形式,适用于焊接较小的工件和焊缝。
示例:电弧焊接可用于焊接钢结构、管道、船舶等各种工业设备和构件。
例如,在汽车制造中,电弧焊接常用于焊接汽车车身,确保车身的刚性和密封性。
二、气体保护焊气体保护焊是一种利用保护气体包裹焊接区域,避免氧气与焊丝或焊条接触而引起氧化的焊接方法。
气体保护焊包括TIG焊、MIG/MAG焊等多种形式,适用于焊接不锈钢、铝合金等特殊材料。
示例:气体保护焊广泛应用于航空航天、船舶制造等领域。
例如,在飞机制造中,TIG焊常用于焊接飞机的钛合金零部件,确保零部件的强度和密封性。
三、激光焊接激光焊接是一种利用激光束瞬时高能量熔热工件表面,形成焊缝的焊接方法。
激光焊接具有焊接速度快、热影响区小等优点,适用于精密焊接和自动化生产。
示例:激光焊接广泛应用于电子、医疗器械等高精密领域。
例如,在电子设备制造中,激光焊接可用于焊接细小的连接器,确保连接器的可靠性和稳定性。
四、摩擦焊接摩擦焊接是一种通过摩擦和热量产生摩擦力,使工件本身产生塑性变形而实现焊接的焊接方法。
摩擦焊接具有焊接速度快、热变形小等优点,适用于焊接大型工件和高强度材料。
示例:摩擦焊接常用于焊接汽车发动机缸盖、轮毂等车身构件。
例如,在汽车制造中,摩擦焊接可用于焊接汽车的车轮轮毂,确保轮毂的牢固连接和强度。
总结:不同的焊接形式适用于不同的材料和工件,选择合适的焊接形式能够提高焊接质量和效率。
希望通过本文的介绍,读者能够更加了解焊接形式与示例,为实际应用提供参考和指导。