涂装车间及工艺简介 全面版
- 格式:pptx
- 大小:13.84 MB
- 文档页数:47
涂装车间工艺流程图引言概述:涂装车间工艺流程图是涂装车间生产过程中的重要工具,它能够清晰地展示涂装车间的工艺流程,帮助工作人员了解每个环节的具体步骤和操作要求。
本文将详细介绍涂装车间工艺流程图的五个部分,包括涂装前准备、涂装准备、涂装操作、涂装检验和涂装后处理。
一、涂装前准备:1.1 清洁准备:在涂装之前,首先需要对车间进行彻底的清洁,包括地面、墙壁和设备等。
清洁工作的目的是确保涂装过程中的环境卫生和涂装效果。
1.2 物料准备:根据涂装工艺要求,准备好所需的涂料、溶剂、稀释剂等物料,并确保它们的质量符合要求。
同时,还需要准备好所需的涂装工具和设备,如喷枪、喷涂机等。
1.3 涂装前检查:在涂装之前,需要对待涂装的物体进行检查,确保其表面没有油污、灰尘、杂质等。
如果有需要,还需要进行打磨、除锈等处理,以保证涂装效果的质量。
二、涂装准备:2.1 涂料调配:根据涂装工艺要求,将涂料和溶剂按照一定的比例进行调配,以获得所需的涂装效果。
在调配过程中,需要注意搅拌均匀,以确保涂料的质量。
2.2 喷涂设备准备:在涂装准备阶段,需要对喷涂设备进行检查和准备。
检查喷枪、喷涂机等设备是否正常工作,喷嘴是否堵塞,喷枪是否需要清洗等。
2.3 涂装区域准备:在涂装准备阶段,需要对涂装区域进行准备。
确保涂装区域的通风良好,避免灰尘和异物进入涂装区域,同时保证涂装区域的温度和湿度符合要求。
三、涂装操作:3.1 底漆喷涂:在涂装操作阶段,首先需要进行底漆的喷涂。
根据涂装工艺要求,将底漆均匀地喷涂在待涂装物体的表面,确保底漆的厚度和质量符合要求。
3.2 面漆喷涂:在底漆干燥后,进行面漆的喷涂。
根据涂装工艺要求,将面漆均匀地喷涂在待涂装物体的表面,确保面漆的厚度和质量符合要求。
3.3 涂装质量控制:在涂装操作过程中,需要进行涂装质量的控制。
通过检查涂装的厚度、光泽度、颜色等指标,确保涂装质量符合要求。
如有需要,可以进行涂装的修补和调整。
喷涂工艺,喷漆车间,涂装喷漆工艺流程技术,涂装车间,喷漆流程,涂装线设备喷漆工艺喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防腐,漂亮美观并具有标志的作用。
进行在喷漆、喷塑前必须进行前处理,在前处理作必要的整体检查,并按工艺作局部修整。
本工艺按GB11373-89、JB/Z146-79、JB4328.9-86并根据工厂实际制定。
一、前处理工艺流程简图预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑→喷漆二、前处理工艺规范及操作规程2.1、我厂生产线布局:槽体防腐玻钢大门槽体功能除油水洗除锈水洗水洗磷化水洗喷塑房槽体编号1 2 3 4 5 6 7操作顺序按数字大小从小到大进行。
2.2、预处理:根据具体生产现场的条件及处理工件表面状况不同,而采取的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控制因素,维护化学制剂的使用寿命。
如:对于被处理新产品表面过多的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气清除锈尘。
减少除油除锈液的大量损耗,避免工件过处理造成的损耗,缩短化学处理周期,提高处理液的使用寿命。
预处理除油应用充分稀释的除油剂进行擦洗,严禁使用有机溶剂(如汽油、香蕉水),以避免污染除油槽液及时性表面形成有机溶剂固体份保护膜影响除油质量。
2.3.除油在常温情况下浸渍25分钟。
去除重油污时间要延长。
为加速除油速度,可使工件与槽液作相对运动或辅以机械外力。
除油质量的检验方法是:用水冲洗,工件表面水膜连续,即除油干净。
2.4、除锈:一般锈蚀和冷轧板的冷作硬化层的去除时间为25分钟,重锈及氧化皮的去除时间应适当延长,直至全部去除。
为加快除锈速度,可使工件与槽液作相对运动或辅以机械外力。
但除锈时间不宜过长,以免产生金属过腐蚀“氢脆”及金属表面黑色“碳化物富积”的形成。
一般除锈质量的检验标准为目视无未除尽的锈迹或氧化皮残留,表面为均匀的银灰色金属基体即可。
汽车涂装车间工艺流程汽车涂装车间工艺流程总的分为两大步:第一步:从白车身开始,预清洗,预脱脂,脱脂,水洗,表调,磷化,侵洗,喷淋,电泳涂装,超滤喷淋和超滤侵洗,电泳烘烤,电泳打磨,PVC,挤密封胶,擦净;这一步的主要目的是保护基体材料免受腐蚀。
第二步:中涂喷漆,中涂烘烤,打磨,擦净,人工喷底色漆,机器人喷底色漆BC,机器人喷涂罩光漆CC,面漆烘干,抛光修复,质量检查(补漆或大返修),送总装。
这一步主要的目的是提高外观质量和上色。
按照现代化智能生产要求,一个年产10-20万辆轿车的智能化涂装车间,主要包含前处理电泳线、焊缝涂胶线、打磨线、喷涂线、检查精修等工序,这些工序都可以在PMS(生产管理系统)、PMC(生产及物料控制)、ANDON和RFID(无线射频识别系统)的实施下,实现100%多车型混流自动化喷涂。
也就是说引入人工智能/机器人操作的生产线,除了喷涂效率高以外,也可以最大程度的减少微尘产生,使涂装无尘车间微尘控制更有效。
按照行业的经验,汽车制造涂装车间通常可以划分为一般洁净区、洁净室(区)、烘干区和噪声区等区域。
这些区域平面设计的原则是使生产工艺流程做到便捷、顺畅。
涂装产品、涂装材料、设备维修和废物输送等物流不能交错干涉(制造类车间物流为主)。
根据生产组织需要,有相应的工序间安排产品的排空、缓冲、编组输送线,使不合格产品可随时就近下线,返回打磨返修。
另外,应尽量缩短产品的物流路程。
切忌按涂装工序罗列生产物流顺序,导致其他物料运输被忽略。
一般行业的主案设计师会对工艺、生产线、设备等内容全方位了解后做出相对适合的平面方案。
汽车涂装车间空气质量的保证来自于无尘车间的整体设计及精准施工,空气净化系统的建设承担主要职责。
这需要在装修封闭喷涂区域的基础下,设计合适的空气净化系统。
暖通设计师需要计算相关的排风设备参数来确定送风量大小,以室内达到正压为准。
汽车涂装车间空气净化原理:喷漆时,外部空气经过初级过滤网过滤后由风机送到房顶,再经过顶部过滤网二次过滤净化后进入房内。

喷涂工艺,喷漆车间,涂装喷漆工艺流程技术,涂装车间,喷漆流程,涂装线设备喷漆工艺喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防腐,漂亮美观并具有标志的作用。
进行在喷漆、喷塑前必须进行前处理,在前处理作必要的整体检查,并按工艺作局部修整。
本工艺按GB11373-89、JB/Z146-79、JB4328.9-86并根据工厂实际制定。
一、前处理工艺流程简图→喷塑预处理→除油→水洗→除锈→水洗→磷化→干燥→喷漆二、前处理工艺规范及操作规程2.1、我厂生产线布局:操作顺序按数字大小从小到大进行。
2.2、预处理:2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控制因素,维护化学制剂的使用寿命。
如:对于被处理新产品表面过多的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气清除锈尘。
减少除油除锈液的大量损耗,避免工件过处理造成的损耗,缩短化学处理周期,提高处理液的使用寿命。
2.2.2预处理除油应用充分稀释的除油剂进行擦洗,严禁使用有机溶剂(如汽油、香蕉水),以避免污染除油槽液及时性表面形成有机溶剂固体份保护膜影响除油质量。
2.3.除油在常温情况下浸渍25分钟。
去除重油污时间要延长。
为加速除油速度,可使工件与槽液作相对运动或辅以机械外力。
除油质量的检验方法是:用水冲洗,工件表面水膜连续,即除油干净。
2.4、除锈:一般锈蚀和冷轧板的冷作硬化层的去除时间为25分钟,重锈及氧化皮的去除时间应适当延长,直至全部去除。
为加快除锈速度,可使工件与槽液作相对运动或辅以机械外力。
但除锈时间不宜过长,以免产生金属过腐蚀“氢脆”及金属表面黑色“碳化物富积”的形成。
一般除锈质量的检验标准为目视无未除尽的锈迹或氧化皮残留,表面为均匀的银灰色金属基体即可。
2.5、磷化:磷化时间为25分钟。

涂装生产线工艺流程
《涂装生产线工艺流程》
涂装生产线是制造业中常见的一种生产工艺,涵盖了多种工艺和技术的应用,其工艺流程通常包括以下几个步骤:
1. 表面处理:在涂装生产线工艺中,首先需要对待涂装产品的表面进行处理,以确保涂层的附着性和耐蚀性。
表面处理的方法包括清洗、除油、磷化、喷砂等。
2. 底漆涂装:在进行底漆涂装之前,需要先将产品进行预处理,包括清洗、干燥等工序。
底漆的涂装工艺包括喷涂、浸涂、滚涂等方法,以确保底漆的均匀涂布和良好的附着性。
3. 烘干:底漆涂装完成后,产品需要进行烘干,以确保底漆的固化和干燥。
烘干的方法包括通风烘干、热风循环烘干、红外线烘干等。
4. 面漆涂装:面漆的涂装工艺与底漆相似,同样需要进行预处理和涂装工艺,以确保面漆的均匀涂布和耐候性。
5. 确定:面漆涂装完成后,产品需要进行再次烘干和固化,以确保涂层的质量和外观。
以上就是涂装生产线工艺流程的一般步骤,涂装生产线工艺流程的精确细节取决于具体的产品类型和涂装要求。
涂装生产线
在制造业中发挥着重要作用,通过精细的工艺流程和先进的技术装备,可以生产出高质量的涂装产品,满足市场需求。
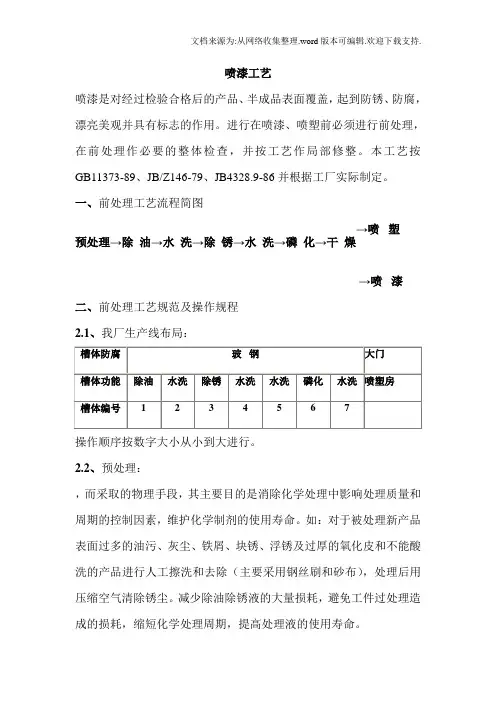
喷漆工艺喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防腐,漂亮美观并具有标志的作用。
进行在喷漆、喷塑前必须进行前处理,在前处理作必要的整体检查,并按工艺作局部修整。
本工艺按GB11373-89、JB/Z146-79、JB4328.9-86并根据工厂实际制定。
一、前处理工艺流程简图→喷塑预处理→除油→水洗→除锈→水洗→磷化→干燥→喷漆二、前处理工艺规范及操作规程2.1、我厂生产线布局:操作顺序按数字大小从小到大进行。
2.2、预处理:,而采取的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控制因素,维护化学制剂的使用寿命。
如:对于被处理新产品表面过多的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气清除锈尘。
减少除油除锈液的大量损耗,避免工件过处理造成的损耗,缩短化学处理周期,提高处理液的使用寿命。
,严禁使用有机溶剂(如汽油、香蕉水),以避免污染除油槽液及时性表面形成有机溶剂固体份保护膜影响除油质量。
2.3.除油在常温情况下浸渍25分钟。
去除重油污时间要延长。
为加速除油速度,可使工件与槽液作相对运动或辅以机械外力。
除油质量的检验方法是:用水冲洗,工件表面水膜连续,即除油干净。
2.4、除锈:一般锈蚀和冷轧板的冷作硬化层的去除时间为25分钟,重锈及氧化皮的去除时间应适当延长,直至全部去除。
为加快除锈速度,可使工件与槽液作相对运动或辅以机械外力。
但除锈时间不宜过长,以免产生金属过腐蚀“氢脆”及金属表面黑色“碳化物富积”的形成。
一般除锈质量的检验标准为目视无未除尽的锈迹或氧化皮残留,表面为均匀的银灰色金属基体即可。
2.5、磷化:磷化时间为25分钟。
磷化时应使工件保持静止状态,磷化后提出工件,并在槽子上空静置30~60秒钟,尽量使磷化液滴干流入槽中。
2.6、水洗:在每进行一次处理均需进行水洗。
一般采用溢流水洗,时间为90~120秒,将工件上下振动8~10次。

涂装车间工艺流程图引言概述:涂装车间工艺流程图是指在涂装车间中,为了确保涂装工作的顺利进行,制定的一种图形化的工艺流程图。
它可以清晰地展示涂装车间的各个环节和步骤,匡助工作人员了解涂装车间的工作流程,提高工作效率和质量。
本文将详细介绍涂装车间工艺流程图的五个主要部份。
一、准备工作1.1 原料准备- 确定所需涂料种类和数量,根据产品要求进行配比。
- 检查原料质量,确保符合标准。
- 做好原料的储存和管理,防止污染和浪费。
1.2 设备准备- 检查涂装设备的工作状态,确保正常运行。
- 清洁和维护设备,保证其正常工作。
- 根据产品要求调整设备参数,如喷枪压力、喷涂速度等。
1.3 工作区域准备- 清理工作区域,确保无杂物和尘土。
- 检查通风设施是否正常运行,保证工作环境的安全和舒适。
- 设置涂装工作区域的标识和隔离措施,确保工作的有序进行。
二、涂装准备2.1 表面处理- 清洁产品表面,去除污垢和油脂,以保证涂层的附着力。
- 进行表面修复,如填补凹陷、磨平不平整等。
- 进行表面处理,如除锈、除氧化等,以提高涂层的质量和耐久性。
2.2 涂料准备- 按照涂装工艺要求,将涂料进行搅拌和稀释,以达到适合喷涂的粘度。
- 检查涂料的质量和颜色,确保符合产品要求。
- 进行涂料的过滤和除尘,以防止杂质对涂层质量的影响。
2.3 喷涂准备- 根据产品要求选择合适的喷枪和喷嘴。
- 调整喷枪参数,如喷涂压力、喷涂距离等。
- 进行喷涂试样,以确定喷涂效果和涂层厚度。
三、涂装过程3.1 底漆涂装- 进行底漆的喷涂,以提供良好的附着力和防腐蚀性能。
- 控制底漆的涂层厚度,确保符合产品要求。
- 进行底漆的干燥和固化,以便进行下一步涂装。
3.2 面漆涂装- 进行面漆的喷涂,以提供产品的颜色和光泽。
- 控制面漆的涂层厚度和均匀度,确保涂层质量。
- 进行面漆的干燥和固化,以完成涂装工作。
3.3 涂装质量检查- 对涂装产品进行质量检查,包括颜色、光泽、涂层厚度等。
喷涂车间工艺流程图一、引言喷涂车间是指用喷涂工艺对产品进行涂装的生产车间。
喷涂工艺流程图是一种图形化的表示方式,用于展示喷涂车间的工艺流程和各个环节之间的关系。
本文将详细介绍喷涂车间的工艺流程图,包括原料准备、表面处理、涂装、烘干和质检等环节。
二、工艺流程图下面是喷涂车间的工艺流程图:1. 原料准备原料准备是喷涂车间的第一步,主要包括涂料、稀释剂、溶剂等原料的准备。
涂料需要按照配方要求进行配制,确保其质量和性能符合要求。
稀释剂和溶剂的选择和使用要符合环保要求,并确保与涂料相容。
2. 表面处理表面处理是为了提高产品的附着力和耐腐蚀性。
主要包括除锈、除油和表面清洁等工序。
除锈可以采用机械除锈、化学除锈或电解除锈等方法。
除油可以采用溶剂洗涤或碱洗等方法。
表面清洁可以采用喷砂或喷丸等方法。
3. 涂装涂装是喷涂车间的核心环节,主要包括底漆喷涂、面漆喷涂和清漆喷涂等工序。
底漆喷涂是为了提高产品的附着力和防腐性,面漆喷涂是为了增加产品的美观性和色彩效果,清漆喷涂是为了提高产品的耐候性和耐磨性。
4. 烘干烘干是为了使涂层快速干燥和固化,以便进行下一步的工序。
烘干可以采用自然烘干、热风烘干或紫外线烘干等方法。
烘干的时间和温度需要根据涂料的类型和厚度进行调节,确保涂层的质量和性能。
5. 质检质检是对涂装产品进行检测和评估,以确保其质量和性能符合要求。
质检包括外观检查、厚度测量、附着力测试和耐腐蚀测试等项目。
质检结果将作为产品出厂前的最后一道关卡,确保产品的合格率和客户满意度。
三、数据分析根据喷涂车间的工艺流程图,我们可以进行一些数据分析,以评估生产效率和质量控制的情况。
1. 喷涂车间的生产能力:根据涂装设备的规格和工作时间,可以计算出喷涂车间的生产能力。
例如,每小时可以喷涂的产品数量和每天的工作时间,从而估算出车间的日产量和月产量。
2. 涂料的使用量:根据涂料的配方和每次喷涂的涂料用量,可以计算出每个产品的涂料使用量和车间的总涂料消耗量。
涂装车间工艺流程图引言概述:涂装车间工艺流程图是指对涂装车间的生产流程进行图形化展示,以便于管理和优化生产过程。
涂装车间工艺流程图可以帮助企业实现高效、精确的生产,提高产品质量和生产效率。
本文将详细介绍涂装车间工艺流程图的五个主要部分。
一、涂装车间准备工作1.1 确定涂装车间的布局和设备安排:根据生产需求和工艺要求,确定涂装车间的布局和设备摆放位置,确保各个工序之间的流程顺畅、物料运输便捷。
1.2 确定涂装车间的环境要求:包括温度、湿度、洁净度等方面的要求,以保证涂装过程的质量和稳定性。
1.3 确定涂装车间的安全措施:制定安全操作规程,配备必要的防护设备,确保员工的安全和健康。
二、涂装车间涂装准备2.1 准备涂装材料:包括底漆、面漆、溶剂等涂料,根据产品要求和工艺流程选择合适的涂料。
2.2 准备涂装设备:包括喷涂枪、喷涂室、烘干设备等,确保设备的正常运行和维护。
2.3 准备涂装模板和掩膜:根据产品的形状和要求,制作相应的模板和掩膜,以保护不需要涂装的部分。
三、涂装车间涂装过程3.1 底漆涂装:根据产品的表面处理情况,选择合适的底漆进行涂装,确保底漆的附着力和防腐性能。
3.2 面漆涂装:根据产品的颜色要求和表面效果,选择合适的面漆进行涂装,确保面漆的颜色、光泽和质感。
3.3 烘干和固化:将涂装完成的产品送入烘干设备进行烘干和固化,以确保涂层的耐久性和稳定性。
四、涂装车间质量控制4.1 涂装厚度控制:使用涂层测厚仪对涂层厚度进行测量,确保涂装厚度符合产品要求。
4.2 涂装质量检查:对涂装完成的产品进行外观检查,包括颜色、光泽、涂层平整度等方面的检查,确保产品质量达到标准。
4.3 涂装过程监控:通过实时监控涂装过程中的温度、湿度、喷涂压力等参数,及时调整和控制涂装参数,以保证每一道工序的质量和稳定性。
五、涂装车间清洁和维护5.1 涂装设备清洁:定期对涂装设备进行清洗和维护,保持设备的良好状态和正常运行。
喷涂车间工艺流程图一、引言喷涂车间是制造业中常见的生产车间之一,主要用于对产品进行喷涂涂装。
为了确保喷涂工艺的高效、准确和稳定,需要制定一份详细的工艺流程图,以便操作人员能够清晰地了解整个喷涂过程,并按照流程进行操作。
本文将详细介绍喷涂车间的工艺流程图。
二、工艺流程图概述喷涂车间的工艺流程图主要包括以下几个环节:准备工作、涂料调配、喷涂操作、质量检验和清洗保养。
下面将对每个环节进行详细描述。
三、准备工作1. 检查喷涂设备和工具的完好性:检查喷枪、喷涂设备、压缩空气系统等设备是否正常工作,确保没有损坏或故障。
2. 准备喷涂材料:根据产品的要求,准备好所需的涂料、溶剂、稀释剂等材料,并按照配方准确称量。
3. 清洁工作区域:确保喷涂工作区域干净整洁,无杂物和灰尘,以免影响喷涂效果。
四、涂料调配1. 根据产品要求,按照配方准确称量涂料、溶剂、稀释剂等材料,并进行充分搅拌,以确保涂料的均匀性和稳定性。
2. 检查涂料的粘度和流动性:使用粘度计和流变仪等设备检测涂料的粘度和流动性,确保符合产品要求。
五、喷涂操作1. 准备产品:将待喷涂的产品放置在适当的位置,确保产品表面干净、平整,并进行必要的预处理,如去除油污、锈蚀等。
2. 喷涂底漆:根据产品要求,使用喷枪将底漆均匀地喷涂在产品表面,确保底漆的厚度和均匀性。
3. 喷涂面漆:在底漆干燥后,使用喷枪将面漆均匀地喷涂在产品表面,确保面漆的颜色、厚度和光泽度符合产品要求。
4. 控制喷涂厚度:使用厚度测量仪等设备对喷涂涂层的厚度进行检测和控制,以确保喷涂厚度符合产品要求。
六、质量检验1. 外观检查:对喷涂后的产品进行外观检查,包括颜色、光泽度、平整度等方面的检查,确保产品的外观质量符合要求。
2. 耐候性测试:将喷涂后的产品暴露在恶劣的环境条件下进行耐候性测试,如高温、低温、湿度等,以评估喷涂涂层的耐久性。
3. 附着力测试:使用附着力测试仪对喷涂涂层的附着力进行测试,确保涂层与产品表面的附着力符合要求。